ГчЭ
Ч
4;: ОО СП N5
Изобретение относится к области машиностроения и может быть использовано при обработке резанием заготовок с твердой поверхностной коркой, а также деталей, V которых характеристики новерхностного слоя и нодповерхностной основы значительно различаются.
Целью изобретения является интенсификания процесса и новышение стойкости режуп1,его инструмента.
На фиг. 1 представлена принципиальная схема обработки; на фиг. 2 - вид .Л на фиг. 1.
Способ осуществляется следующим образом.
Заготовка 1 (фиг. 1) с твердой коркой 2 пли твердым слоем, мягкой основой 3 n;in мягким слоем-основой детали и границей 4 раздела между слоями обрабатывается, резцом 5 со скоростью 6 и нодачей 7 на токарном с1анке 8 до получения готовой детали 9, например, |-ладкого нрокатного валка. К;1Иновидный твердосплавный рсхпик 10, в част)1ости с симметричным профилем, закрепляется в си.юво.м и колебательном устройстве 11, вводится в контакт с поверхностью 12 резания так, чтобы верншна 13 ролика совпадала с границеГ разде.ла слоев, и нагружается силой и колебаниями в паправлении 14 вдоль оси 15 обрабат1з1ваемой детали. Силовой контакт ролика с поверхностью резания нриводит к образованию зоны 16 разрушения глубиной 17, измеренной вдоль оси детали от исходной точки 18 до последней точки 19 условной илоскости 20 сдвига-разру1пения.
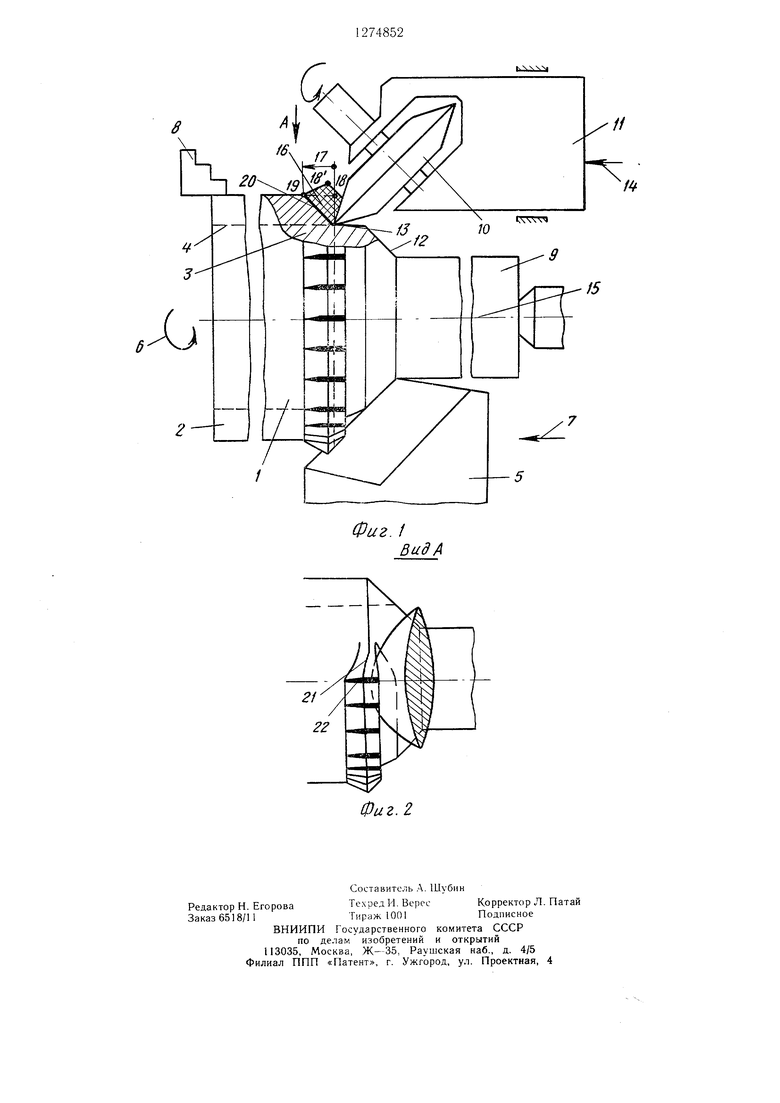
В зоне разрушения обрабатываемый материал, кроме деформации сжатия и сдвига, а также унрочнения, дополнительно растягивается в области 21 ((|)иг. 2). Если материал твердый и , каким является лешроваппый чугун, то в области растяжения напряжения превосходят его предел прочности на растяжение {(}, вследствпе чего образуется расслоенпе 22. Если материал пе потерял пластичпости после действия - расклинивания роликом, расслоении, трещин не образуется. Но и в этом
случае зона разру1пения сдвигается по условной плоскости сдвига (на фиг. 1 сдвиг обозначен церемещением исходной точки 18 в положение точки 18).
Таким образом, дополнительно упрочненный нредразрушенный или разрущенный срезаемЕ 1Й слой-корка ноиадает в зону резания, где он окончательно разрушается, т.е. срезается резцом.
Для того, чтобы исключить разрушение не срезаемо1о слоя заготовки, нагружение донолнительного ролика осевыми и радиальными силами прекращают за h/s оборотов до подхода дополнительного ролика к указанному слою, где h - 1лубина зоны разрун1епия поверхностного слоя; s - подача резца за один оборот детал-л.
Испо;1ьзова1н-1е п ре,,. а гаем о го способа обеспечивает увеличение интенсивности процесса обработки резанием и новышение стойкости режуще1о инсгрумепта в условиях обработки заготовок с твердыми литейными корками и разнотвердостными поверхностным и нодповерхностным слоями.
Формула и обрегвния
. Способ обработки резанием, заключаю1цийся в формировании обрабатываемой поверхности режущим инструментом с одновременным опережающим разрушением поверхности заготовки роликом, имеющим 1зозможность вращения и нагружаемым осевыми и радиальными олами, отличающийся тем, что с целью интенсификации процесса и повышения стойкости режущего инструмента при обработке з.аготовок с литейной коркой, вершину ролшча устанавливают па 1ранице раздела твердого и мягкого слоев обрабатываемого материала.
2. Способ но п. I. отличающийся тем. что, с целью исключепия разрушепия несрезаемого слоя заготовки, пагружение ролика осевыми и радиальными силами ирекращают за h/s оборотов до подхода ролика к указанному слою, где h - глубина зоны разруп1е шя новерхностиого слоя; S - подача резца за один оборот детали.
Фиг. 1
Вид А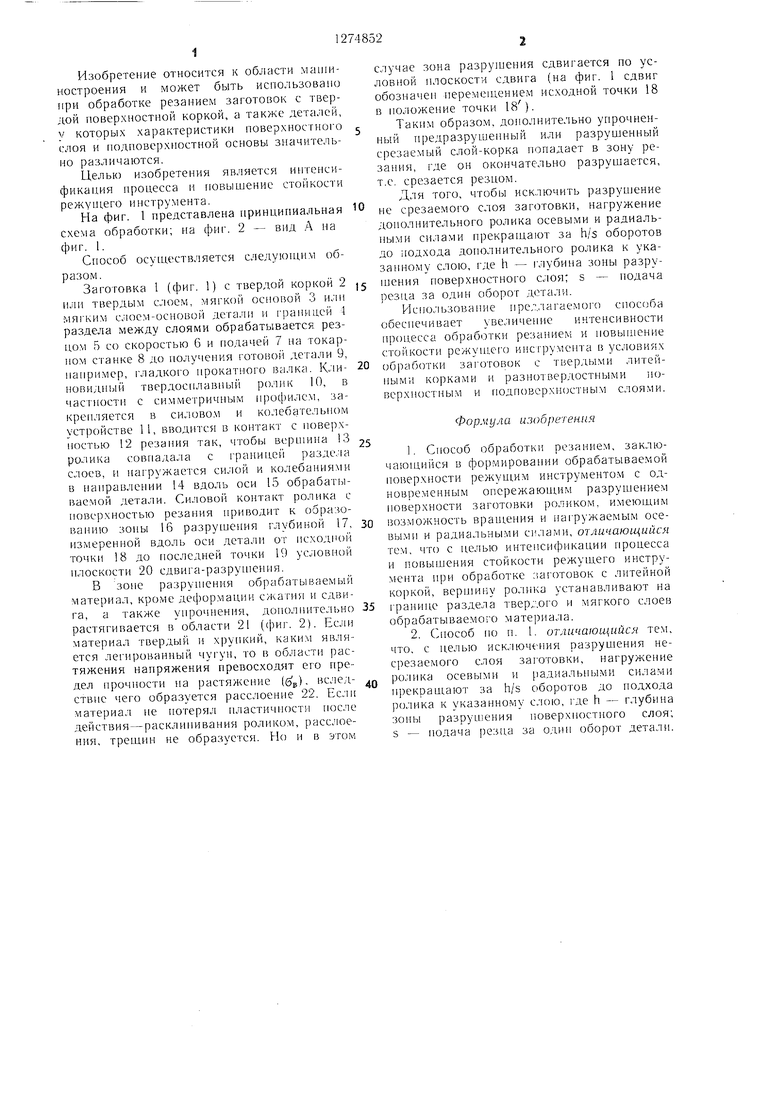
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВКИ ИЗ ТИТАНОВОГО СПЛАВА | 2017 |
|
RU2643022C1 |
| Способ обработки резанием твердого материала | 1989 |
|
SU1722695A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ВРАЩЕНИЯ | 2015 |
|
RU2603417C1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 2009 |
|
RU2399460C1 |
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1973 |
|
SU407648A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1999 |
|
RU2163857C2 |
| Способ зачистки поверхности металлических заготовок | 1977 |
|
SU713667A2 |
Изобретение касается обработки материалов резанием и может быть использовано при обработке заготовок с твердой поверхностной коркой, а также деталей, у которых характеристики поверхностного и подповерхностного слоев различаются по твердости. Способ интенсифицирует процесс резания и повышает стойкость режуш.его инструмента при обработке заготовок с литейной коркой. Суш,ность способа заключается в том, что в процессе формирования поверхности заготовки режуш;им инструментом с одновременным опережающим разрушением поверхностного слоя роликом, нагруженным осевыми и радиальными силами, вершину ролика устанавливают на границе раздела твердого и мягкого слоев обрабатываемого материала. 1 з. п. ф-лы, 2 ил.
| 1972 |
|
SU424661A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
