Изобретение относится к машиностроению в части механической обработки и может использоваться всюду, где требуется регламентное качество обработанной поверхности детали.
Известен способ обработки резанием [1], согласно которому поверхность резания до основного срезания резцом формоизменяется конусообразным роликом, вершину которого "устанавливают на границе раздела твердого и мягкого слоев обрабатываемого материала", т.е. вблизи обрабатываемой поверхности заготовки с литейной коркой.
Недостатком известного способа, принятого за прототип, является невозможность упрочнения или шлифования ювенильной поверхности детали совместно с основным резанием, а также невозможность качественной обработки композитной (волоконной) детали.
Отмеченные и им сопутствующие недостатки прототипа устраняются расположением опережающего инструмента в области перехода поверхности резания в обработанную поверхность детали.
Существенность, новизна и полезность заявленного изобретения иллюстрируются графически.
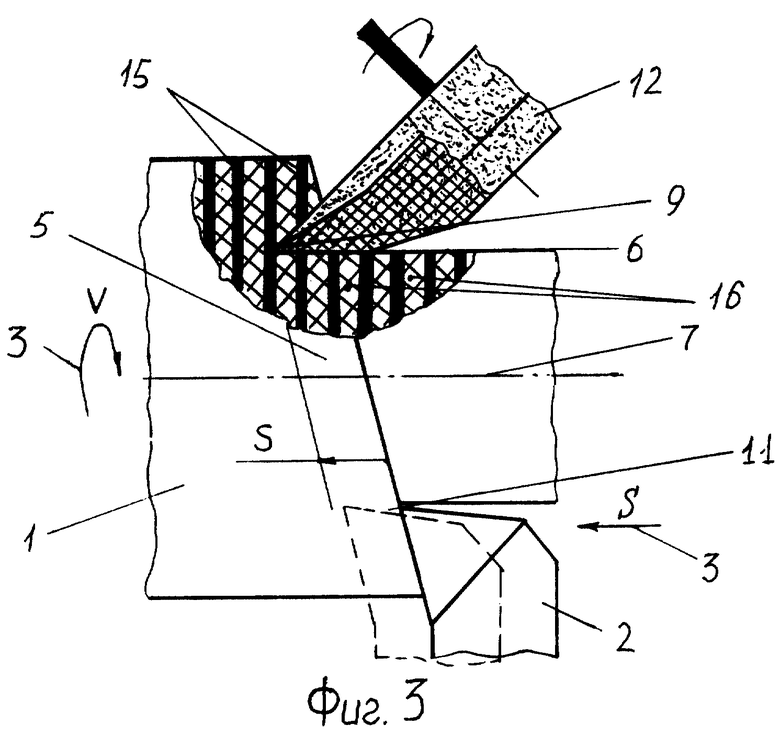
На фиг. 1 представлен способ обработки резцом с опережающим упрочнением поверхности детали.
На фиг. 2 - это способ на фиг. 1, но с опережающим процессом шлифования.
На фиг. 3 изображен способ на фиг. 2, в котором шлифовальный круг формы "Т" перерезает волокна композитной детали до их срезания резцом.
Для воспроизводства способа механической обработки детали 1 (фиг. 1) в форме лезвийного резания, например токарным проходным резцом 2, с упрочнением поверхности детали, необходимо кроме технологических движений 3 использовать конический ролик 4, располагая его в области перехода поверхности резания 5 в обработанную поверхность 6 детали 7. Причем одна коническая поверхность ролика обеспечивает пластическое формоизменение поверхности резания деформированием, а другая упрочняет уже созданную поверхность детали.
При этом коническая поверхность 8 ролика, обеспечивающая упрочнение поверхности детали, идентична поверхности этой детали.
Механическая обработка резанием по фиг. 1 осуществляется следующим образом. Ролик 4 вершиной 9 пластически деформирует канавку 10, одна сторона которой принадлежит поверхности 5, а другая совпадает с поверхностью 6. После деформирования канавки 5 происходит основное резание резцом,в результате которого срезается припуск. При достаточности качества упрочнения поверхности 6 детали 7 вершина 11 резца 2 не принимает участие в процессе или лишь срезает гребни пластически деформированных волн от ролика 4 (на фиг. 1 волны не обозначены).
Технологические возможности заявленного способа механической обработки расширяются, если в качестве опережающего инструмента используется шлифовальный круг, установленный диаметрально противоположно лезвийному инструменту, например токарному проходному резцу (см. фиг. 2). Механическая обработка по фиг. 2 отличается от вышеописанной тем, что используется конусообразный шлифовальный круг 12, который, формируя канавку 10, шлифует поверхность 6 детали 7.
При этом резец 2 может выполняться составным из пластин 13 и 14.
При обработке композитной детали (см. фиг. 3) шлифовальный круг выполняется тарельчатой формы, который своей вершиной 9 опережает вершину 11 резца 2 на величину подачи S и шаг между волокнами 15 композитной детали 7. При этом круг 12 формы "Т" шлифует и волокна и матрицу 16 поверхности 6 детали 7 еще до основного резания резцом 2, изображенного в виде токарного проходного упорного.
Лабораторная апробация свидетельствует о материализации, предпочтительности и эфф ективности заявленного решения.
Источники информации
1. Авт. св. N 1274852, СССР, МПК B 23 B 1/00, 07.12.86. БИ N 45.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196663C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ДОВОДКИ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162402C2 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| РОТАЦИОННЫЙ КОМБИНИРОВАННЫЙ РЕЗЕЦ | 2001 |
|
RU2207219C2 |
| Способ лезвийной обработки волоконно-армированной композитной заготовки с опережающим воздействием струей жидкости и сборный лезвийный инструмент для его реализации | 2021 |
|
RU2763860C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК НА ТОКАРНЫХ СТАНКАХ | 1993 |
|
RU2076788C1 |
| СПОСОБ НЕПРЕРЫВНОГО ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 1998 |
|
RU2162401C2 |
| СПОСОБ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199417C2 |
| УСТРОЙСТВО ДЛЯ ЛЕЗВИЙНО-АБРАЗИВНОЙ ОБРАБОТКИ | 2001 |
|
RU2199419C2 |

Изобретение относится к машиностроению в части лезвийного резания с предшествующим упрочнением, шлифованием или перерезанием волокон композитных деталей. Способ включает резание лезвийным инструментом и опережающее использование инструмента для формоизменения поверхности резания, который для сокращения длительности технологического цикла, повышения качества ювенильной поверхности детали и/или эксплуатационных характеристик лезвийного инструмента устанавливают в области перехода поверхности резания в обработанную поверхность детали. Инструмент для формоизменения поверхности резания может быть выполнен в виде деформирующего ролика, одна коническая поверхность которого предназначена для пластического деформирования поверхности резания, а другая - для упрочнения поверхности детали; или шлифовального круга, установленного диаметрально противоположно лезвийному инструменту, выполненному в виде резца. При этом шлифовальный круг может быть конической формы, причем одна коническая поверхность круга предназначена для формоизменения поверхности резания, а другая - для шлифования поверхности детали. При обработке композитной детали шлифовальный круг может иметь тарельчатую форму и устанавливается с возможностью перерезания волокон композитной детали до их срезания резцом. 4 з.п.ф-лы, 3 ил.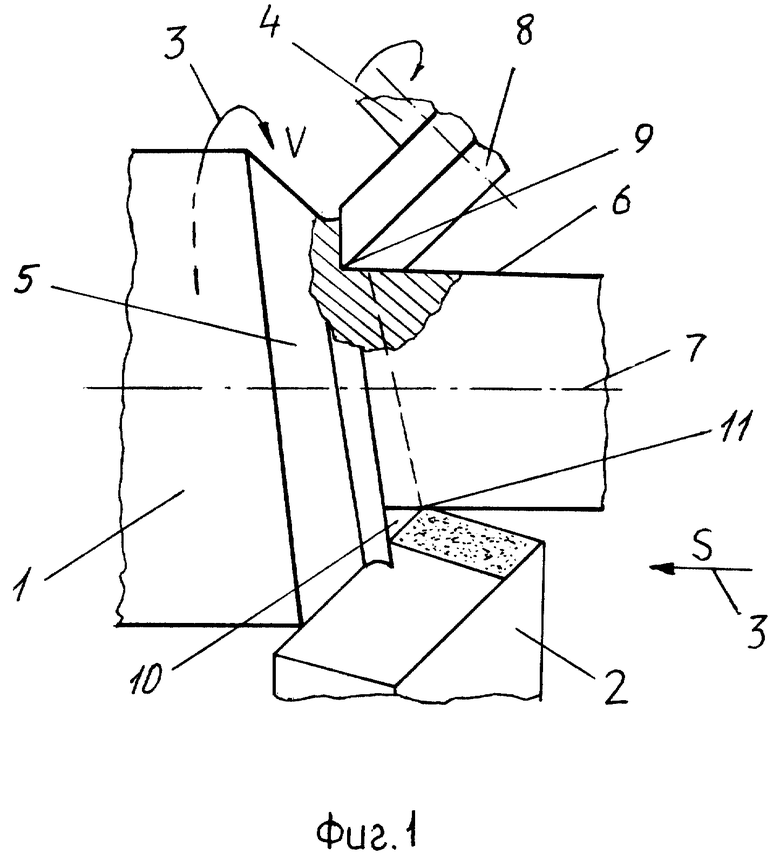
| Способ обработки резанием | 1985 |
|
SU1274852A1 |
| Способ обработки резанием с опережающим пластическим деформированием | 1988 |
|
SU1535672A1 |
| Способ обработки деталей резанием с опереживающим пластическим деформированием | 1988 |
|
SU1590197A1 |
| Способ обточки деталей | 1988 |
|
SU1634365A1 |
| 0 |
|
SU205633A1 |
