1
Изобретение относится к области машиностроения, в частности энергомашиностроения $ и предназначено для производства поперечно сребренных поверхностей нагрева, преимущественно котельных агрегатов.
Целью изобретения является повышение жесткости изделия и повьпаение производительности за счет обеспечения непрерывности процесса.
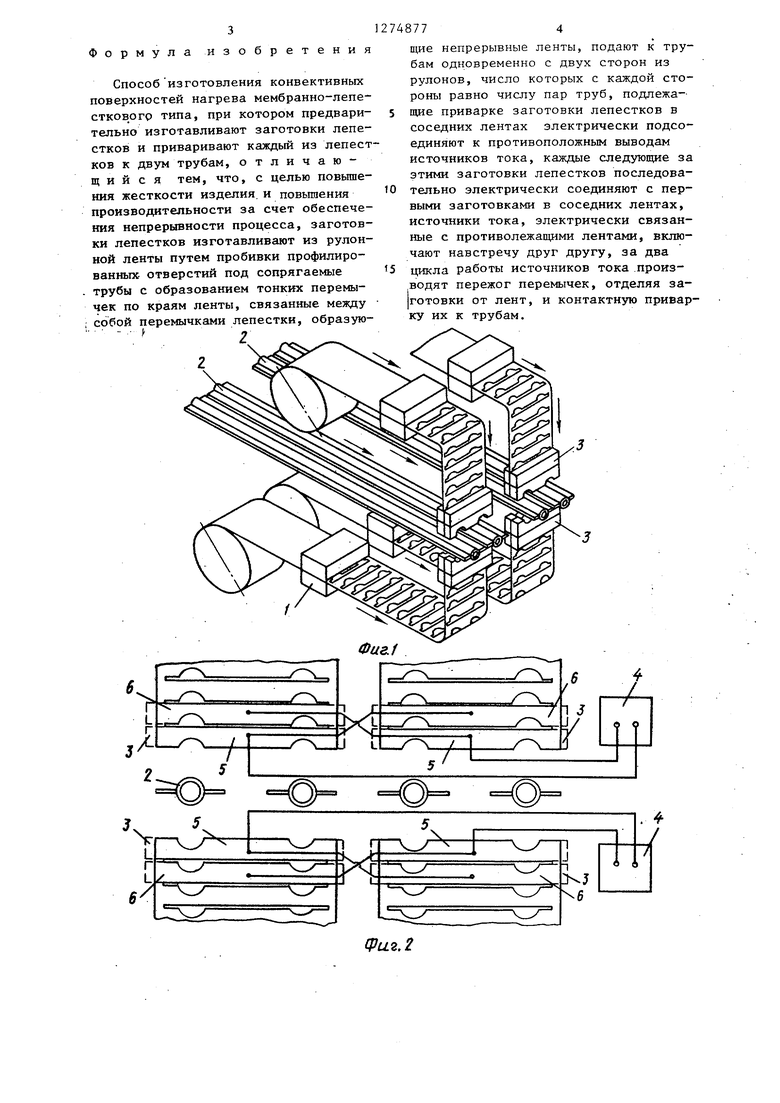
На фиг.1 изображена схема реализации предлагаемого способа на примере приварки четырех ребер к четырем трубам; на фиг,2 - схема подключения сварочных трансформаторов к четьфем лентам при отделении лепестков и приварке их; на фиг.З - схема подключения сварочных трансформаторов при приварке четырех отделенных лепестков к четырем трубам; нафиг.4 лента с выштампованными в ней отверстияьш; на фиг.З - лепестки с прорезями, приваренные к трубам.
Изготовление конвективных поверхностей нагрева осуществляется в следующей последовательности.
Стальныеленты толщиной 2 мм из рулонов подаются в штампы 1 (фиг.1) для пробивки профилированнтэ1х отверстий под сопрягаемые трубы с образованием тонких перемычек а по краям ленты (фиг.5).
Затем ленты подают в установленные попарно-симметрично с двух сторон относительно горизонтальной плоскости мембранных труб 2 контактные губки 3, в каждой паре которьга: зажимают ленты заготовок лепестков.
Производят пережигание пepe.a)Iчeк ленты электрическим током от сварочных трансформаторов 4, при этом обеспечивают электрическую связь первой заготовки 5 лепестка каждой ленты с выходом трансформатора 4 и одновременно со второй заготовкой 6 лепестка соседней ленты (фиг.2)
Отделенные от ленты заготовки 5 приводят в соприкосновение с мембранными трубами 2 и осуществляют их . сварку. При сварке электрическую связь между oтдeльньпvш лепестками и сосе,дней лентой которая существовала при пережоге перемычек ленты,разрьшают, а подключение к упомянутым трансформаторам 4 сохраняют прежним (фиг.З),
Б дальнейшем, перемещая трубы на определенный шаг, производят отделе748772
ние и приварку следующего ряда лепестков и т.д.
Предлагаемый способ освобождает от необходимости совершать весь про5 изводственньй цикл изготовления мембранно-лепестковых поверхностей нагрева на разных участках. Весь технологический процесс осуществляется на одном участке, начиная изго0 товлением лепестков и кончая их приваркой к трубам. Способ дает возможность от одних и тех же трансформаторов производить пережог перемычек ленты и приварку отдельных ле5 пестков к трубам, что позволяет полнее загрузить оборудование при кратковременности самих процессов.
Пример. Ленту из рулонов ст. 20 толщиной 2 мм подают на пресс
20 усилием 63 тс, где выштамповывают профилированные отверстия под сопрягаемые трубы с образованием перемычек по краям ленты, равных 3 мм. Затем ленты подают в контактные губки, в каждой из которых зажимают по две первоначальные заготовки лепестков, и производят пережигание перемычек ленты электрическим током от сварочных трансформаторов, Величина тока
пережигания составляет 35-40 кА,время пережога перемычек 0,1-0,2 с.
Отделенные от-ленты лепестки сопрягают с мембранными трубами диаметром 28x4 и осуществляют их сварку.
35 Затем перемещают трубы на шаг, равньй 40 мм, и производят приварку следующего ряда лепестков.
Использование трансформаторов, 40 расположенньк с обеих сторон изделия и включенных навстречу друг другу при сварке, позволит ввести между электродными губками пакет, собранный из большого числа труб, не вивая сварочный контур и тем самым не увеличивая потерь электрического тока. Включение трансформаторов по такой схеме уменьшает токи шунтирования и дает возможность приваривать 50 ребра к любым трубам змеевика, не меняя режима сварки.
Весь процесс изготовления конвективных поверхностей нагрева мембранно-лепесткового типа представляет собой непрерывный производственный цикл, легко поддающийся автоматизации. Формула изобретения Способ изготовления конвективных поверхностей нагрева мембранно-лепестков огр типа, при котором предварительно изготавливают заготовки лепестков и приваривают каждый из лепест ков к двум трубам, отличающийся тем, что, с целью повышения жесткости изделия, и повышения производительности за счет обеспечения непрерывности процесса, заготовки лепестков изготавливают из рулонной ленты путем пробивки профилированных- отверстий под сопрягаемые . трубы с образованием тонких перемычек по краям ленты, связанные между ; собой перемычками лепестки, образую : г щие непрерывные ленты, подают к трубам одновременно с двух сторон из рулонов, число которых с каждой стороны равно числу пар труб, подлежа-щие приварке заготовки лепестков в соседних лентах электрически подсоединяют к противоположным выводам источников тока, каждые следуюпще за этими заготовки лепестков последовательно электрически соединяют с первыми заготовками в соседних лентах, источники тока, электрически связанные с противолежащими лентами, включают навстречу друг другу, за два цикла работы источников тока .производят пережог перемычек, отделяя заготовки от лент, и контактную приварку их к трубам.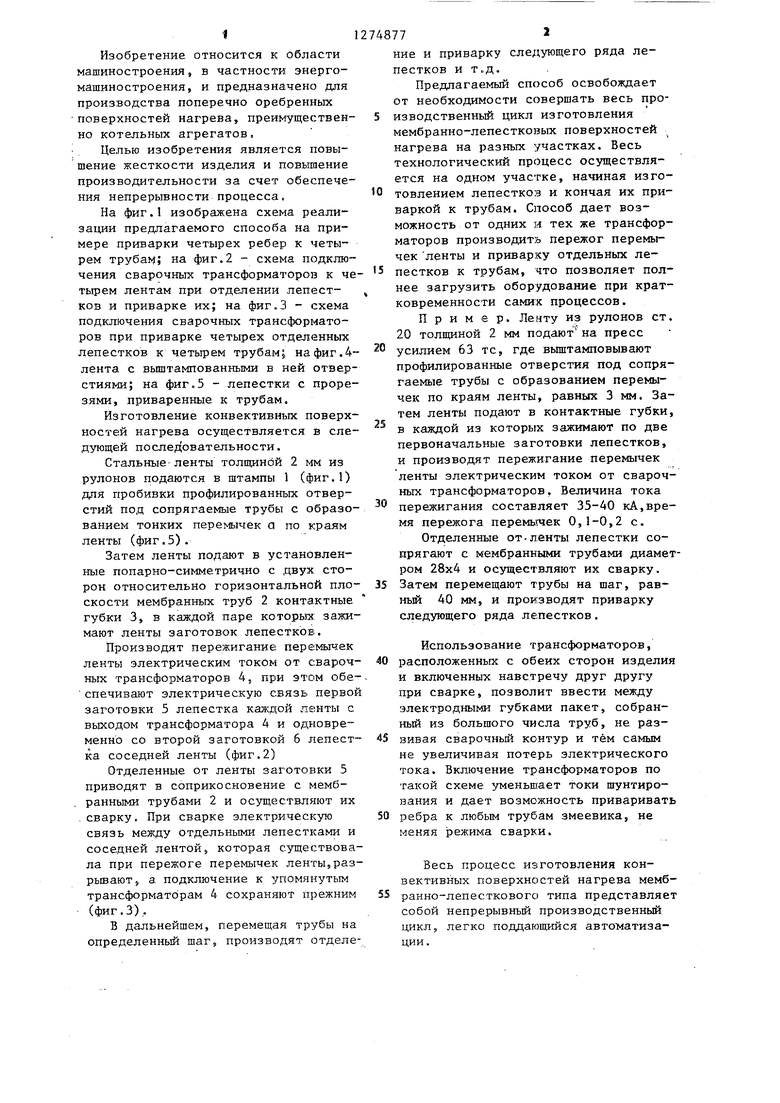
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1984 |
|
SU1166953A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Установка для сварки | 1985 |
|
SU1384359A1 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Способ высокочастотной сварки трубных плетей с ребрами | 1985 |
|
SU1318365A1 |
| Автоматическое устройство для двусторонней приварки выводов к армированным колпачкам и заготовкам резисторов | 1977 |
|
SU626908A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления мембранных поверхностей нагрева | 1975 |
|
SU543441A1 |

Изобретение относится к энергомашиностроению и предназначено для производства поперечно оребренньпс поверхностей нагрева мембранно-лепесткового типа, преимущественно котельных агрегатов. Целью изобретения является повьшение жесткости изделия и повьппение производительности за : счет обеспечения непрерьшности про1цесса. Заготовки лепестков изготавливают КЗ непрерьшной рулонной лен-: ты. В лентах пробивают профилированные отверстия под сопрягаемые трубы с образованием перемычек и подают ленты к трубам одновременно с двух сторон. Крайние подлежаище приварке заготовки лепестков.в соседних лентах подсоединяют к противоположньм выводам источников тока. За первый цикл работы источника производят пережог перемычек, при этом вторые заготовки в каждой ленте электричесс S9 ки подсоединяют к крайним лепесткам соседних лент. Отделенные от лент СО заготовки приводят в соприкосновение с с трубами и осуществляют их приварку. При сварке электрическую связь между отдельными лепестками и соседней лентой разрывают. 5 ил. to 4;: 00 
fPu2,2 5
/
у
г
| Способ изготовления ребристых труб | 1974 |
|
SU525488A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Патент Великобритании 1123323 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
