Изобретение относится к сварочному производству и может быть использовано в энергомашиностроении при изготовлении мембранно-лепестковых поверхностей нагрева, преимущественно котельных агрегатов.
В котлостроенйи наиболее перспективной является конвективная поверхность нагрева мембранно-лепесткового типа, которая представляет собой жесткий пакет, состоящий из продольно-оребренных змеевиков, трубная часть которых расположена отнбсительно друг друга с определеннымшагом и соединена попарно поперечными лепестками с двух сторон.
Цель изобретения - повышение производительности сварочных работ при изготовлении мембранно-лепестковых поверхностей нагрева, преимущественно для котельных агрегатов.
Применение в данной установке для сварки катушек с лентой-полуфабрикатом дает Возможность значительно сократить время, необходимое для загрузки установки деталями для сварки.
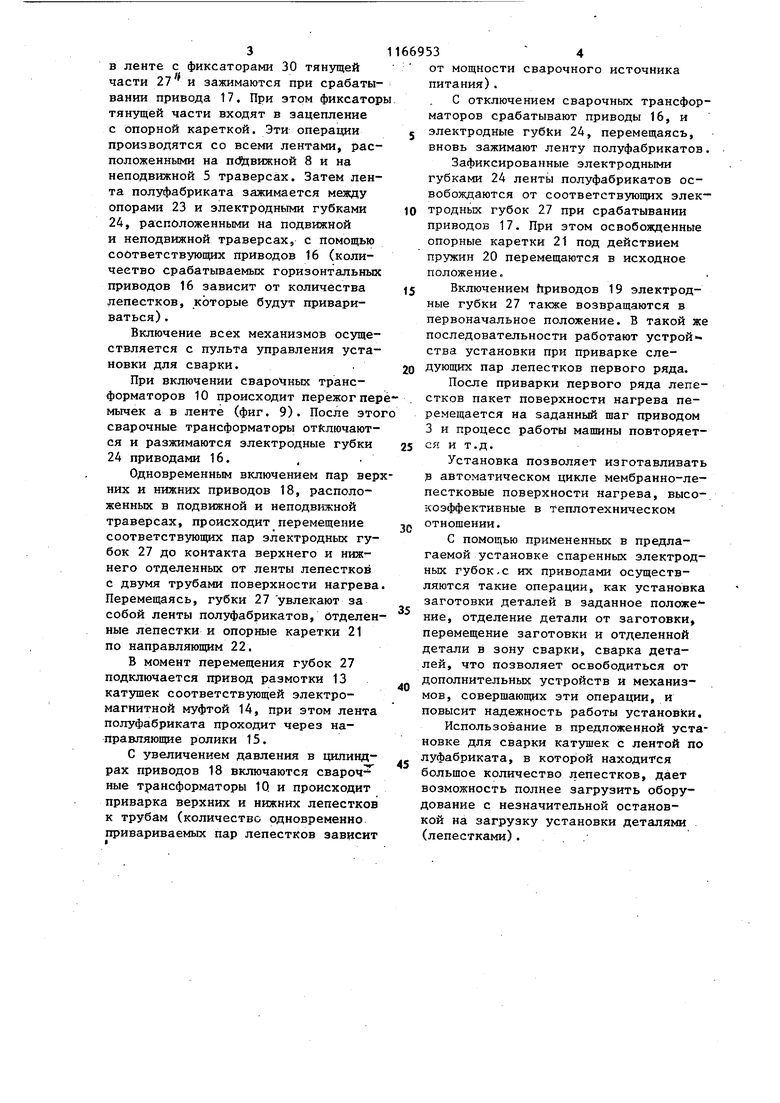
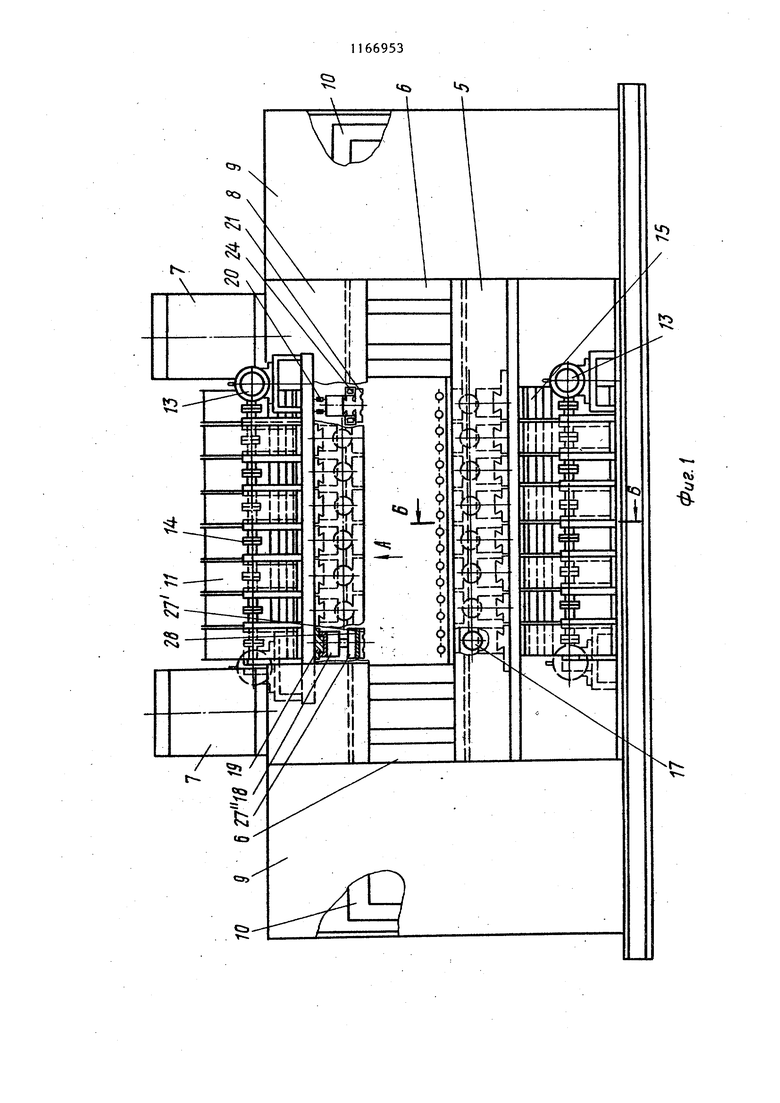
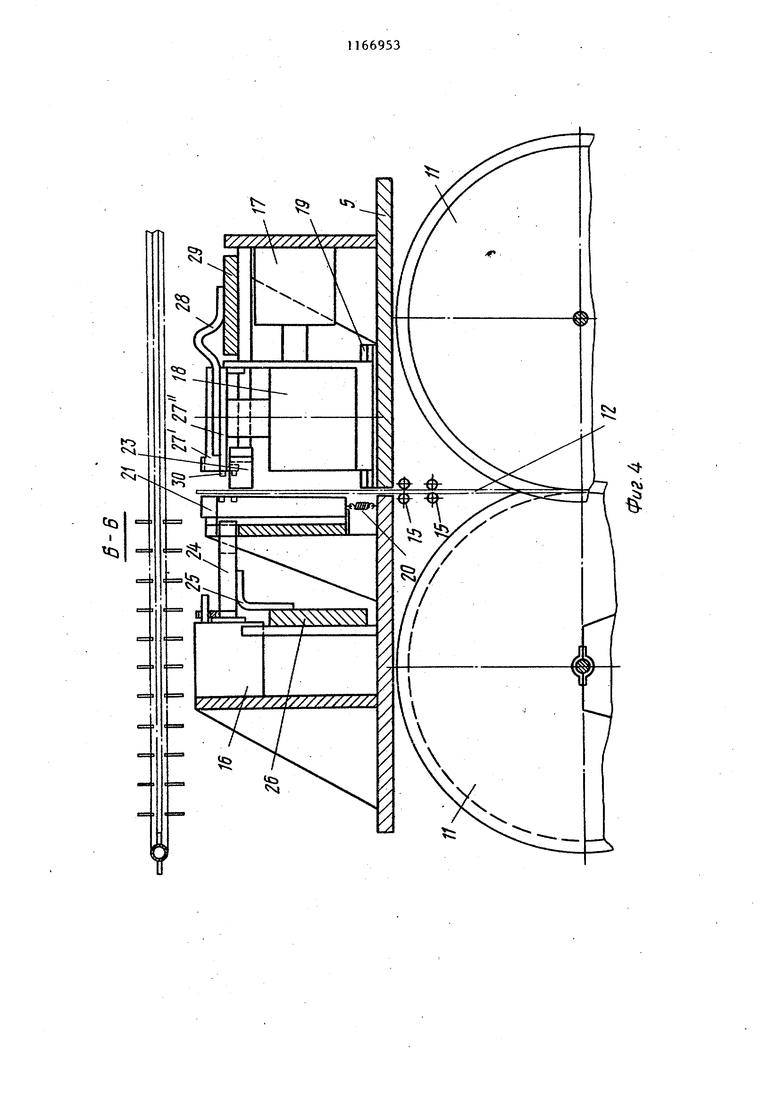
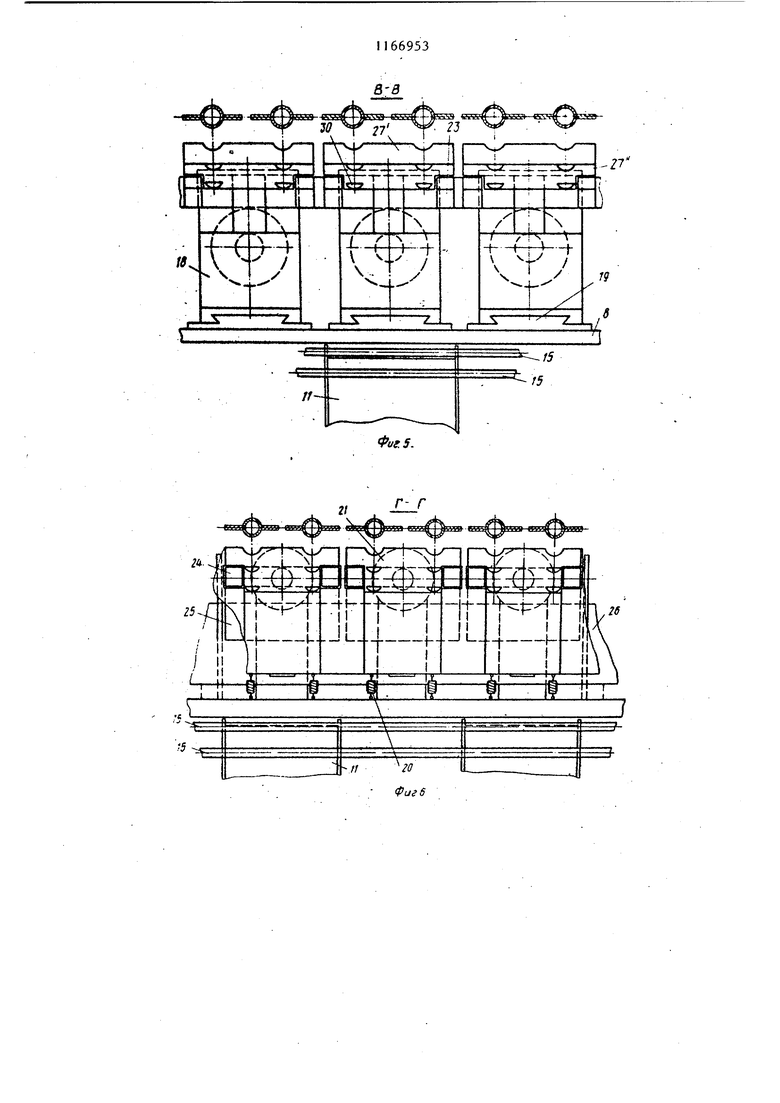
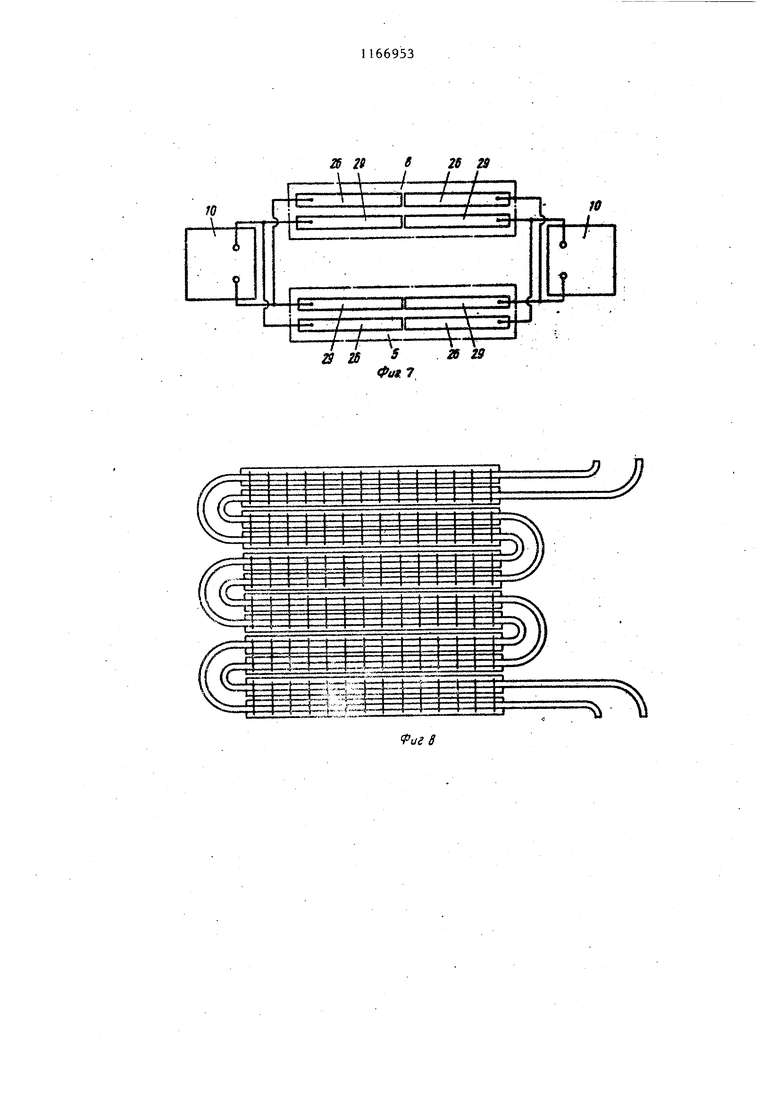
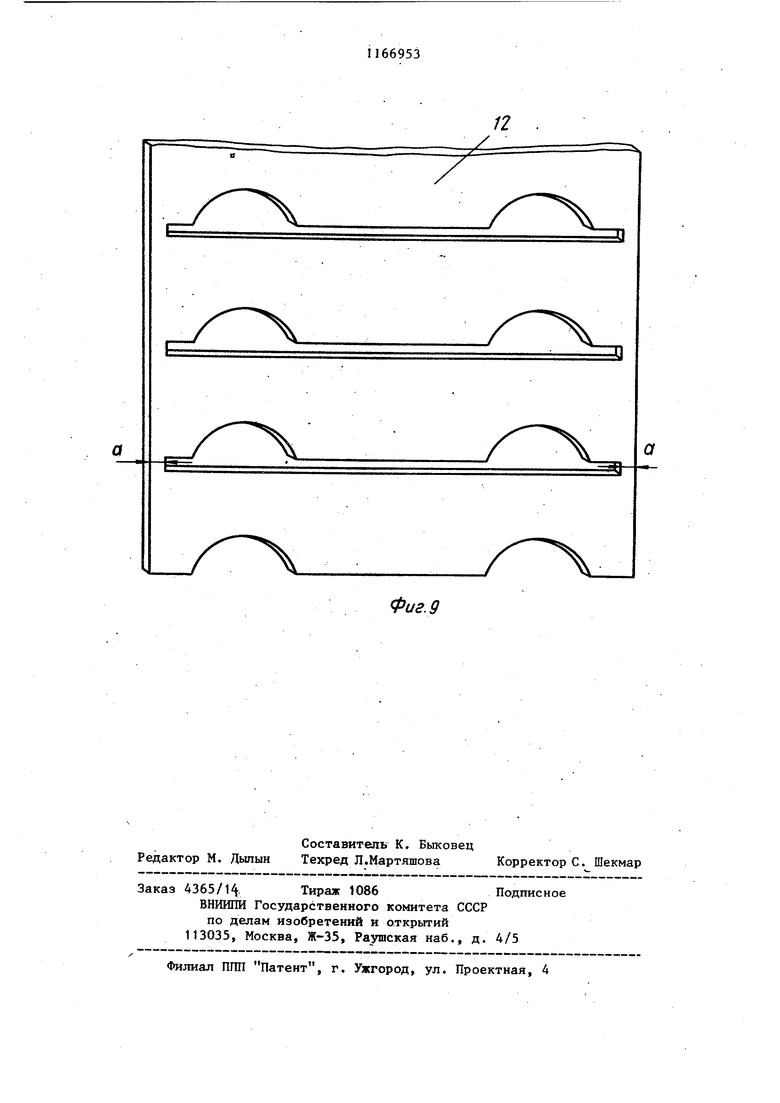
На фиг. 1 изображена установка для сварки лепестков с восьмью парами труб максимальной конвективной поверхности нагрева (рамэ и тележка условно не показаны), вид; на фиг. 2 - то же, вид сбоку, на фиг. 3 - вид А на фиг. 1 (повернуто на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 3-, на фиг. 6 - разрез Г-Г на фиг. 3; на фиг. 7 - схема подключения .токоподводов к полюсам источника питания (для восьми пар верхних и нижних электродных губок); на фиг. 8 - пакет мембранно-лепесткового водяного экономайзера-, на фиг. 9 - лентаполуфабрикат .
Установка для сварки содержит раму 1 , на которой установлена тележка 2 с механизмом шагового перемещения 3 и станина 4, на основании которой размещена неподвижная траверса 5, а на ее стойках 6 закреплены пневмоцилиндры 7 перемещения подвижной траверсы 8. В шкафах 9 установки размещены элементы силовой электрической части с источником питания, в качестве которого ислользуются сварочные трансформато.ры 10.
На подвижной и неподвижной траверсах установлены катушки 11 (16штс лентой-полуфабрикатом 12 (фиг.1, 2, 3, 4, 5, 6 и 9), с приводами их размотки 13, снабженные электромагнитными муфтами 14, направляющие ролики 15, приводы горизонтального перемещения 16 и 17 (по числу катушек) , приводы вертикального перемещения 18 с направляющими 19, снабженные пружинами 20 опорные каретки 21 (по числу катушек) с направляющими 22 и опоры 23.
На приводах горизонтального перемещения 16 размещены электродные губки 24 (по числу катушек), которые соединены гибкими шинами 25 с токоподводами 26, подключенными к полюсам источника питания, причем токоподводы 26 с электродными губками 24, размещенные в подвижной траверсе, подключены к одному полюс источника питания, а токоподводы с электродными губками в неподвижной траверсе - к другому полюсу.
На приводах вертикального перемещения 18 размещены электродные губки 27 (по числу катушек), которые соединены гибкими шинами 28 с токоподводами 29, соединенными с полюсами источника питания аналогично предьщущему. Схема соединения токоподводов с электродными губками расположенными в подвижной и неподвижной траверсах, подключение их к полюсам источника питания показаны на фиг. 7. Каждая из электродных губок 27 состоит из изолированных друг от друга токоподводящей части 27 и тянущей части 27, на которой имеются фиксаторы 30, вьшолненные по форме технологических отверстий в ленте-полз абрикате.
Работа установки осуществляется следующим образом.
Собранный для приварки лепестков пакет поверхности нагрева укладывают на тележку 2, на которой его перемещают в исходное положение Подвижная траверса 8 опускается в нижнее положение при включении пневмоцилиндров 7. Ленты полуфабриката 12 разматываются со всех катушек 11, пропускаются через направляющие ролики 15, поочередно устанавливаются между электродными губками 27 и опорными каретками 21 до совпадения технологических отверсти в ленте с фиксаторами 30 тянущей части 27 и зажимаются при срабатывании привода 17, При этом фиксатор тянущей части входят в зацепление с опорной кареткой. Эти операции производятся со всеми лентами, расположенными на пс)йвижной 8 и на неподвижной 5 траверсах. Затем лента ползгфабриката зажимается между опорами 23 и электродными губками 24, расположенными на подвижной и неподвижной траверсах, с помощью соответствующих приводов 16 (количество срабатываемых горизонтальных приводов 16 зависит от количества лепестков, которые будут привариваться) . Включение всех механизмов осуществляется с пульта управления установки для сварки. При включении сварочных трансформаторов 10 происходит пережог пе мычек а в ленте (фиг. 9). После это сварочные трансформаторы отключаются и разжимаются электродные губки 24 приводами 16. Одновременным включением пар вер них и нижних приводов 18, расположенных в подвижной и неподвижной траверсах, происходит перемещение соответствующих пар электродных губок 27 до контакта верхнего и нижнего отделенных от ленты лепестков с двумя трубами поверхности нагрева Перемещаясь, губки 27 увлекают за собой ленты полуфабрикатов, отделен ные лепестки и опорные каретки 21 по направляющим 22. В момент перемещения губок 27 подключается привод размотки 13 катушек соответствующей электромагнитной муфтой 14, при этом лента полуфабриката проходит через направляющие ролики 15. С увеличением давления в цилиндрах приводов 18 включаются сварочные трансформаторы 1Q и происходит приварка верхних и нижних лепестков к трубам (количество одновременно привариваемых пар лепестков зависит от мощности сварочного источника питания). С отключением сварочных трансформаторов срабатывают приводы 16, и электродные губки 24, перемещаясь, вновь зажимают ленту полуфабрикатов. Зафиксированные электродными губками 24 ленты полуфабрикатов освобождаются от соответствующих электродных губок 27 при срабатывании приводов 17. При этом освобожденные опорные каретки 21 под действием пружин 20 перемещаются в исходное положение. Включением Ьриводов 19 электродные губки 27 также возвращаются в первоначальное положение. В такой же последовательности работают устройства установки при приварке следующих пар лепестков первого ряда. После приварки первого ряда лепестков пакет поверхности нагрева перемещается на заданный шаг приводом 3 и процесс работы машины повторяется и т.д. Установка позволяет изготавливать В автоматическом цикле мембранно-лепестковые поверхности нагрева, высо-. коэффективные в теплотехническом отношении. С помощью примененных в предлагаемой установке спаренных электродных губок.с их приводами осуществляются такие операции, как установка заготовки деталей в заданное положе ние, отделение детали от заготовки, перемещение заготовки и отделенной детали в зону сварки, сварка деталей, что позволяет освободиться от дополнительных устройств и механизмов, совершающих эти операции, и повысит надежность работы установки. Использование в предложенной установке для сварки катушек с лентой по луфабриката, в которой находится большое количество лепестков, дает возможность полнее загрузить оборудование с незначительной остановкой на загрузку установки деталями (лепестками). , .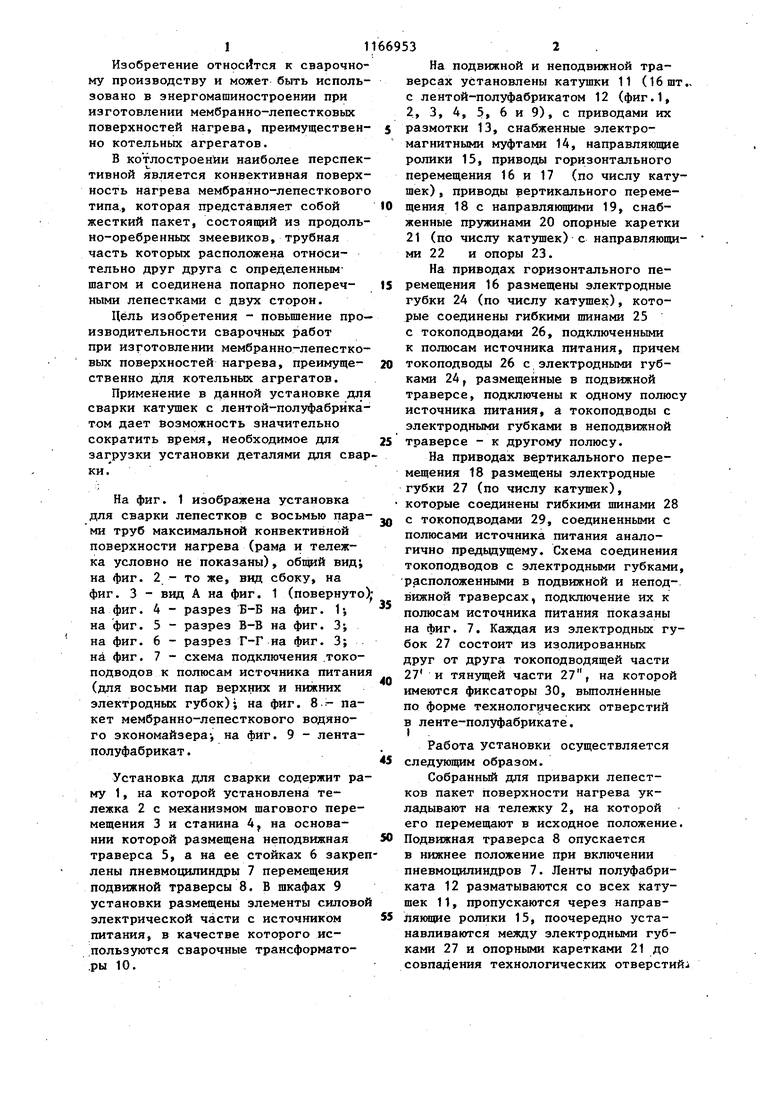
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1985 |
|
SU1384359A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Способ изготовления конвективных поверхностей нагрева | 1983 |
|
SU1274877A1 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| Установка для сварки теплообменников | 1988 |
|
SU1641552A2 |
| Установка для присоединения про-ВОлОчНыХ ВыВОдОВ | 1979 |
|
SU821100A1 |
| Устройство для резки длинномерных изделий | 1983 |
|
SU1140908A1 |
| Машина для сборки и сварки сотовых заполнителей | 1981 |
|
SU1011352A1 |
| Способ приварки,преимущественно упругой скручивающейся микропроволоки к контактным площадкам и устройство для его осуществления | 1982 |
|
SU1038141A1 |
| Устройство для сборки набора с обшивкой корпуса судна | 1978 |
|
SU753707A1 |
УСТАНОВКА ДЛЯ СВАРКИ, со- ; держащая тележку с механизмом шагового перемещения, установленные нд станине подвижную и неподвижную траверсы с размещенными ни них электродными губками для сварки, соединенными со сварочными трансформаторами, отличающаяся тем, что, с целью обеспечения автоматической контактной приварки лепестков к трубной части конвективной поверхности нагрева при использовании в качестве заготовки лепестков предварительно перфорированной ленты, установка снабжена катушками для полуфабрикатов лепестков, закрепленными на траверсах, подпружиненными опорными каретками, установленными с возможностью перемещения на траверсах, электродные губки попарно подключены к выводам сварочных транс-. форматоров, при этом в каждой паре одна из губок снабжена приводом горизонтального перемещения, а другая, выполненная в виде изолированных друг от друга токоподводящей и тянущей частей, снабжена приводами (Л вертикального и горизонтального перемещений, а также фиксаторами, раз- . мещенными на тянущей части, взаимодействующими с подпружиненными опорными каретками. 0д а со СП со
бив 2f
IS
.ff 20
23 П 27
29
В Г Фиг.
4
Г- Г
26 ге 8 26 23
-f I
2 2 Я 33
JO
T
Фа 7
3)
(
)t:r.l
Er|.,
а
Фиг. 9
| Устройство для поштучной выдачи на сборку под сварку плоских деталей | 1974 |
|
SU522933A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Установка для сварки электрозаклепками | 1978 |
|
SU827285A1 |
| В,23 К 37/04, 1978 | |||
