3. Установка по п. 1, отличающаяся тем, что каждый из механизмов для перемещения ленты выполнен в виде винтовой передачи, приводной винт которой смонтирован вдоль линии действия электродных губок, гайка установлена с возможностью перемещения по направляющим, предусмотренным на соответствующей балке, и снабжена жестко связанным с ней, кронщтейном с установленным на нем двуплечим рычагом.
плечи которого установлены с возможностью взаимодействия со щтоком силового цилиндра механизма зажима крайних электродных губок, щарнирно закрепленным на оси двуплечего рычага рычагом с подпружиненным бегунком, жестко закрепленной опорой и двуплечим рычагом, установленным с возможностью взаимодействия одним плечом с подпружиненным бегунком, а другим, для зажима ленты, - с опорой.

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сварки | 1984 |
|
SU1166953A1 |
| Установка для сварки теплообменников | 1988 |
|
SU1641552A2 |
| УСТАНОВКА ДЛЯ СВАРКИ ТЕПЛООБМЕННИКОВ С ЛЕПЕСТКОВЫМИ ПОВЕРХНОСТЯМИ НАГРЕВА | 1994 |
|
RU2041040C1 |
| Станок для заплетки канатов | 1976 |
|
SU614144A1 |
| Установка для сварки теплообменников | 1986 |
|
SU1405978A1 |
| Устройство для подачи ленточного материала в рабочую зону пресса | 1971 |
|
SU475196A1 |
| Автоматизированный пресс для объемной горячей штамповки заготовок | 1989 |
|
SU1804943A1 |
| Автомат для упаковки продукта в пленку | 1972 |
|
SU441202A1 |
| Зажимной механизм | 1985 |
|
SU1291391A1 |
| Захватное устройство для прижима балок | 1971 |
|
SU449869A1 |




Изобретение относится к сварочному производству и может быть использовано в энергомащиностроении при изготовлении мембранно-лепестковых поверхностей нагрева, преимущественно котельных агрегатов.
Цель изобретения - снижение энергонасыщенности установки и упрощение ее конструкции.
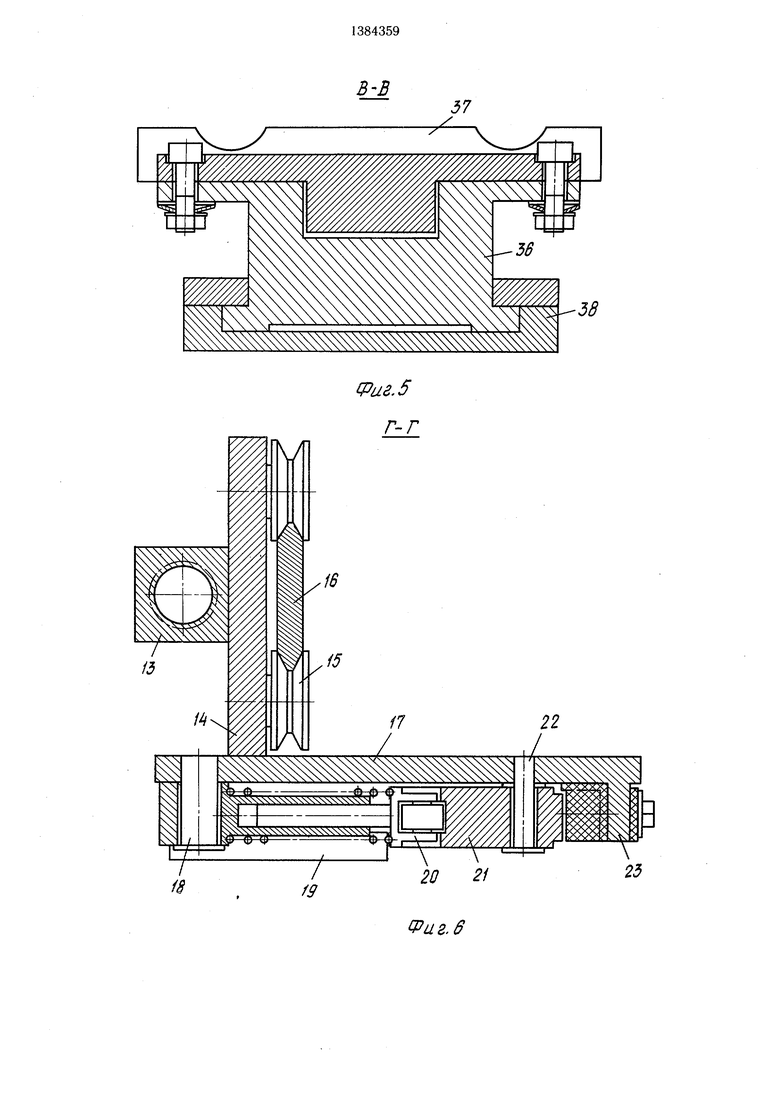
На фиг. 1 изображена установка для сварки лепестков с восемью парами труб максимальной конвективной поверхности нагрева (рама и тележка условно не показаны), общий вид; на фиг. 2 - то же, вид .св ерху; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 3 (повернуто); на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - вид Д на фиг. I; на фиг. 8 - разрез Е-Е на фиг. 7; на фиг. 9 - схема подключения электродных губок к полюсам источника питания и последовательность их взаимодействия (для восьми пар верхних и нижних электродных губок); на фиг. 10 - пакет мембранно-лепесткового водяного экономайзера; на фиг. II - лента-полуфабрикат.
Установка для сварки, содержит стани- ну 1, на которой размещены верхняя 2 и нижняя 3 балки, на каждой из которых установлены с определенным щагом по длине каждой балки электродные губки 4. Между губками с возможностью перемещения в зоне их действия размещена транс- портная тележка 5.
Каждая балка с двух торцов имеет по паре горизонтально размещенных катущек 6, 7 с гибкой лентой-полуфабрикатом для последующего отделения от них лепестков, для каждой пары катущек установлен пра- вильный механизм в виде приводных роликов 8 и направляющей в виде желоба 9. Кроме того, для протягивания ленты вдоль линии действия электродных губок установка снабжена двумя (верхним и нижним) ме- ханизмами 10 и 11 перемещения, зажима и фиксации ленты. Каждый из этих механизмов представляет собой винтовую передачу, у которой винт 12 связан с приводом
вращения и пропущен вдоль действия электродных губок, а гайка 13 этой передачи жестко связана с вертикальной стойкой 14, которая посредством роликов 15 и направляющей 16 ориентирована относительно балки. На стойке 14 жестко закреплен кронштейн 17, на котором на одной щарнирной оси 18 установлены двуплечий рычаг 19, плечи которого образуют угол, и подпружиненный в осевом направлении бегунок 20, контактирующий- с вогнутой поверхностью разноплечего рычага 21, установленного на щарнирной оси 22, также на кронщтейне 17. Второе плечо этого рычага обращено к опоре 23, состоящей из двух изолированных между собой вкладышей 24, образующих совместно с рычагом 21 узел зажатия и фиксации ленты-полуфабриката.
На нижней и верхней балках с двух сторон каждая первая по ходу движения ленты первая пара губок 25 имеет механизм зажима в виде горизонтально размещенного силового цилиндра 26, шток 27 которого взаимодействует с толкателем 28, расположенным в направляющих 29 и взаимодействующий с одним из плеч рычага 19. При этом с толкателем 28 связана подвижная часть 30 губки, а неподвижная связана с токопод- водом 31. Каждая последующая пара губок на каждой балке имеет механизм перемещения и зажима в виде вертикально размещенного двухкамерного силового цилиндра 32, у которого щток 33 выполнен полым, а другой щток 34 размещен в нем. При этом наружный шток 33 посредством щарнирно- рычажной системы 35 связан с ползуном 36, несущим подвижные части 37 электродных губок 4 и установленном в направляющих 38, связанных со штоком 34, на основании которого дополнительно установлены упоры 39. При этом подвижные части 37 электродных губок посредством гибких щин 40 связаны с токоподводами 41, 42 сварочного источника 43 питания.
Установка работает следующим образом. Собранный для приварки лепестков пакет поверхности нагрева укладывается на
тележку 5, на которой перемещается в положение для сварки. Ленты-полуфабрикаты с катушек 6, 7 устанавливаются в ролики 8 правильных механизмов, при включении которых лента перемещается по желобам 9 и попадает в электоодные губки 25. После того, как конец лелты вышел из электродных губок 25, осушествляется остановка роликов 8 и производится сжатие ленты силовым цилиндром 25 механизма зажима. Включением электродвигателей механизмов 10 и II приводятся во врашение винты 12, и механизмы 10 и 11 перемещаются в крайнее положение до попадания лент между опорами 23 и рычагами 21. Затем, включением силовых цилиндров 26, к которым подошли механизмы 10 и 11, освобождаются л-енты верхними и нижними электродными губками 25 и толкатели 28, надавливая на рычаги 19, переводят бегунки 20 и происходит зажатие ленты-полуфабриката между разноплечими рычагами 21 и опорами 23.
Далее приводятся во вращение ролики 8 того правильного механизма, у которого находятся механизмы 10 и 11 и одновременно с вращением роликов осуществляется движение механизмов 10 и 11 (скорость движения механизмов совпадает со скоростью подачи ленты роликами правильного механизма). Верхние и нижние ленты-полуфабриката переводятся поперек установки для сварки из исходного положения в другое крайнее положение с размещением концов лент с других двух катушек 6, 7 в раскрытой части раз- ноплечих рычагов 21. Включение всех механизмов осуществляется с пульта управления установки для сварки. Перемещенные ленты- полуфабрикаты вновь зажимаются электродными губками 25, включением силовых цилиндров 26. С начала работы установки все верхние и нижние двухкамерные силовые цилиндры 32 находятся в исходном положении, при котором электродные губки 4 сжаты.
- После срабатывания силовых цилиндров 26 у пары верхнего и нижнего цилиндров 32, расположенных около этих механизмов, осуществляется выдвижение штоков 34, при этом происходит раскрывание электродных губок 4 в результате воздействия на них рычагов щарнирно-рычажного механизма 35. Подвижные части 37 электродных губок 4 упираются в упоры 39, а ползуны 36 продолжают перемещаться по направляющим 38 до остановки штоков 34. Ход щтока 34 рассчитан так, чтобы при его первоначальном выдвижении перемещенная лента-полуфабрикат оказалась в раскрытых электродных губках 4. За выдвижением штоков 34 осуществляется выдвижение щтоков 33 этой же пары верхнего и нижнего силовых цилиндров 32, при этом электродные губки 4 сжимают ленты и происходит выдвижение ползунов 36.
0
Таким образом, верхняя и нижняя ленты- полуфабрикаты удерживаются разноплечими рычагами 21 механизмов 10 и 11, электродными губками 4 и электродными губка- ми 25.
После этого включаются источники 43 питания и пережигаются перемычки э лентах на участках, расположенных между элекQ тродными губками 25 и 4.
В дальнейшем отделении куски лент (верхний и нижний) последовательно зажимаются парой электродных губок 4 и осуществляется последовательное отделен ие лепестков от лентььполуфабриката. Схема по5 следовательности задействования электродных губок 25 и 4 при отделении и приварке лепестков показана на фиг. 10. Отделение лепестков от лент в центральной части осуществляется двухкратным включением источников питания. Кроме того, одновременное отделение лепестков от лент зависит от мощности источников питания, от которой соответственно зависит количество задействованных электродных губок.
После отделения лепестков от лент раз5 жимается вторая пара электродных губок 25, силовыми цилиндрами 26 ленты-полуфабриката с двух других катушек 6, 7 зажимаются разноплечими рычагами 21 механизмы 10 и 11 с освобождением отделенных лепестков, находящихся в электродных губках 4.
0 Затем сжатые верхние и нижние электродные губки 4 одновременно перемещаются до контакта лепестков с трубами. С увеличением давления в цилиндрах 32 включаются источники 43 питания и происходит приварка верхних и нижних лепестков к
5 трубам (количество одновременно привариваемых пар лепестков зависит от мощности источников питания).
С отключением источников питания штоки 33 цилиндров 32 вдвигаются и электрод ные губки 4 раздвигаются, освобождая приваренные лепестки, при этом по-тзуны 36 задвигаются.
Далее электродные губки 4 поднимаются в раскрытом состоянии до уровня нахождения лент-полуфабриката, а затем возвра5 щаются в исходное положение, показанное на фиг. 9.
В такой же последовательности работают остальные цилиндры 32 при приварке следующих пар лепестков первого ряда. После приварки первого ряда лепестков,
0 пакет поверхности нагрева, размещенной на тележке 5, перемещается на заданный шаг и процесс работы повторяется с другой стороны установки и т. д.
Размещение катушек по торцам балок, снабжение каждой пары приводным пра вильным механизмом и размещение между ними общего для левой и правой пар катушек приводного механизма для протягивания ленты полуфабриката вдоль линии действия электродных губок обеспечивает возможность накопления и размещения большего количества лепестков, их автоматическую подачу в зону сварки с фиксацией их в определенном положении относительно электродных губок. Выполнение механизма зажима губки, первой по ходу движения ленты в виде горизонтально размещенного силового цилиндра, шток которого снабжен толкателем, установленным в направляющих подвижной части упомянутой губки, чбеспечн -.г;ет сжатие ленты полуфабриката, ;:.„.змож;и сгь воздействовать через кинемати- -I :,кую на прижим механизма пере- М1, ленты тем самым отпадает необхо- Л 1 ;ость размещения дополнительного сило- сжатия с подводом к нему энер- ;гм1ИЯ им. Выполнение механиз- ::мия и зажима всех послелую- ;;,-: , г.ервой электродных губок в виде .ч.г.хлимерного силового ци,, штоки которого соосно установлены один в другом и один из ни.х - наружный, посредством щарнирно рычажной системы связан с
О npj 1 и у
пере
фиг. 2
0 0
5
ползуном, несущим электродные губки, который установлен в направляющей, связанной с корпусом внутреннего штока, позволяет одному производить несколько технологических операций: сжатие и разжатие электродных губок; перемещение губок в вертикальной .плоскости; очистку электродных губок от грязи и капель расплавленного 1 еталла (очистка производится в результате возвратно-поступательного движения ползуна); подключение двух соседних по ходу движения ленты губок к разноименным полюсам сварочного источника питания позволяет осуществлять отделение лепестка от ленты, его приварку к трубам за два цикла работы источника питания; выполнение механизма переменкния вдоль линии действия электродных , снабженного узлом зажима и фиксации ленты полуфабриката, обеспечивает удержание свободного конца ленты, осуществ.ляемое через кинематическую связь с механизмом зажима электродной губки и -с ремещение ленты в заданном Hanpa.
,.-,.4.
r K - x
i / /
jg/: 37
,
1384359 Л-/1
J2
35
В 37
Фие.З
ВадВ
25
58
25
(Риг. 6
25 if HZ
/ / /
23
фиг. 8
Фив.Э
Фи. Ю
Фие. П
| Стенд для определения динамических нагрузок на автомобиль от дорожных неровностей и сил взаимодействия между колесами автомобиля и дорогой | 1956 |
|
SU116953A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
