Изобретение относится к обрудованшо дгш контактной сварки.
Известно автоматическое устройство ДЛЯ двустороннейприварки выводов к армирр,ванным колпачками заготовкам резисторов|1 Работа этого устройства заключается в том, что заготовки резисторов с помощью трйичспортного элемента, совершающего прерывистое движение, подаются в зону сварки, ;где происходит; одновременрая с двух сторон приварка выводов.
Ввиду того, что позиция сварки одна и приварку выводов ко всем заготовкам резисторов обеспечивают одни и те же элементы, увеличение производительности огра- . ничено нагревом этих элементов, который приводит к измененто режимов сварки и увеличению износа рабочих поверхностей. Увеличение производительности ограничивается также наличием гферывистого движения транспортного элемента из-за возникновения больших динамических нагрузок и, как следствие, вибраций, что отрицательно сказывается на качестве сварки и долговечности устройства. Кроме того, качество приварки ухудшается из-за несоосности заготовок резисторов с выводами.
Известно автоматическое устройство ДЛЯ двусторонней приварки выводов к армированным колпачками заготовкам резисторов, содержащее кулачковый распределитель, установленный на оси, механизм автоматической подачи заготовок в зону сварки и сварочный блок, включакщий в себя механизмы очистки, правки, подачи и резки проволоки, две пары зажимных токоподводящих губок и гнезда ДЛЯ центровки и крепления заготовок резисторов , Г2,
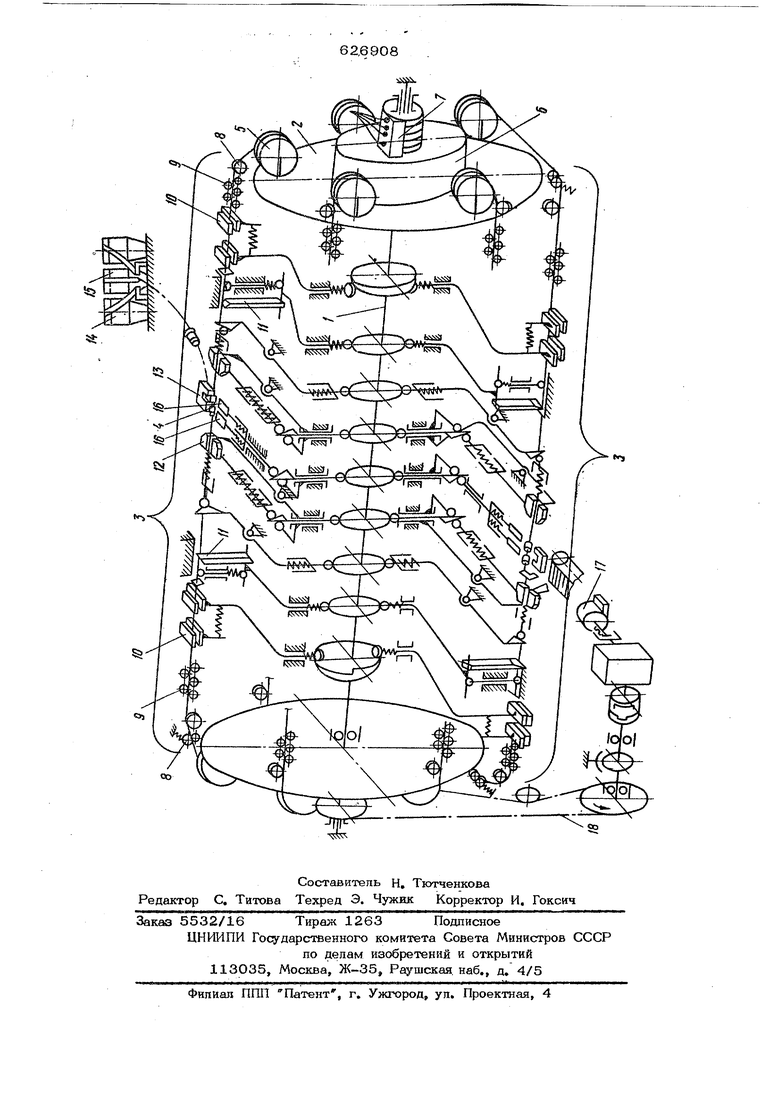
Недостатком устройства является низ- кая производительность из-ва нагрева сварочных элементов и прерывистого перемещения транспортного элемента, а также изкое качество приварки иэ-оа несоосности заготовок резисторов с привариваемыми выводами и загрязнения заготовок при при юнении обдува сжатым воздухом из промышленной сети. Кроме того, приваренные на этом устройстве детали требуют дополнительной технологяческой операции по очистке от загрязнения сжатым воздухом. Целью изобретения является повышение производительности и качества приварки за счет применения нескольких сварочных блоков, улучшение охлаждения и обеспечение соосности свариваемых деталей. Эта цель достигается тем, что устрой ство снабжено непрерывно вращающимся вокруг оси кулачкового распределителя ротором и по крайней мере одним дополн тельным сварочным блоком, при этом ка дый сварочный блок жестко закреплен на роторе, а ось кулачкового распределителя установлена неподвижно. На чертеже изображена схема автоматического устройства с двумя сварочными блоками. На неподвижной оси 1 непрерывно вра щается ротор 2, на котором размещены сварочные блоки 3, служащие для двусторонней приварки Вошодов к 3aroTOBkaM резисторов 4 катушси 5, и два сварочны трансформатора 6, подключенные к источ нику питания через скользящие контакты 7, Калщый из сварочных блоков 3 включает в себя два механизма 8 очистки пр волоки, два механизма 9 правки проволоки, два механизма подачи 10 и резки 11проволоки, дйе пары зажимных губок 12и гнезда 13 для центровки, и укрепле ния армированных колпачками заготовок резисторов 4. Вторичные обмотки сварочных трансформаторов 6 подключены соответстаенно к левой паре зажимных губок 12 и к гнезду 13, и к правой даре Зажимных губок 12 и к гнезду 13. : Армированные колпачки заготовки резисторов 4 из механизма автоматической подачи 14 или непосредственно из уст ройства армировки (HI чертеже не показано) 6 ориентированном положении поступают в магазин-накопитель 15, из которого принудительным образом подаются в гнезда 13 сварочных блоков 3 и прижиме ются прижимными электродами 16. Проволока из катушек 5 через механизмы 8 и 9 очистки и правки механизмами подачи 10 подаются к зажимным токоподводящим губкам 12, которые после отрезки выводов механизмами резки 11 прижимают выводы-к колпачкам заготовки резистора 4, после чего осущест вляется приварка одновременно двух выводов. Включение сварочных икшульсов осуществляется либо включением от купачка микропереключателями, либб с помощью фотореле. Коммутация сварочных мпульсов осуществляется по первичной цепи сварочных трансформаторов 6. За один оборот ротора 2 осуществлятся подача в гнездо 13 заготовки резистора 4, ее зажатие прижимными электродами 16, подача с обеих сторон проволоки, правка ее, отрезка выводов и прижатие выводов зажимными губками 12 к колпачкам заготовок, сварка и затем выгрузка сваренных узлов при разжатых пр|ркимных электродах 16 и разжатых за- жимных губках 12., Выгрузка сваренных узпов может осуществляться как- под действием собственного веса, так и принудительно. Управление работой всех механизмов осуществляется с помощью кулачкового распределителя закрепленного на оси 1, Равномерное вращение ротору 2 сообщается от привода 17 через цепную передачу 18. Зажимные токоподводящие губки 12 и гнездо 13 каждого сварочного блока могут быть устшювлены на общей плите, закрепленной на роторе, что позволяет производить быструю, замену и их настройку вне автоматического устройства и сводит к минимуму эксцентриситет выводов с резистором. Применение нескольких сварочных блоков облегчает работу подвергающихся нагреву во время сварки элементов, а вращение блоков вместе с ротором способствует интенсивному конвективному охлаждению. Формула изобретения Автоматическое устройство для двусторонней приварки выводов к армирова ным колпачками заготовкам резисторов, содержащее кулачковый распределитель, установленный на оси, механизм автоматической подачи заготовок резисторов в зону сварки и сварочный блок, включающий в себя механизмы очистки, правки, подачи и резки проволоки, две пары за кимных токоподводящих губок и гнезда для центровки и крепления заготовок резисторов, отличающееся тем, что, с целью повыщения производительности и качества приварки за счет применения нескольких сварочных блоков, улучшения . охлаждения и обеспечения соосности свариваемых деталей, оно снабжено непрерывно вращающимся вокруг оси кулачкового распределителя ротором и по крайней мере одним дополнительным сварочным блоком, при этом каждый сварочный блок жестко закреплен
в6269О86
на роторе, а ось купачкового распре-1. Авторское свидетельство СССР
депителя установлена неподвижно,№ 100892, кл. В 23 К 11/10, 03.0Z51,
Источники информации, принятые воВысокопроизводительивя сварочная машивнимание при экспертизе:на Шяаттер--2 30,
2, Проспект выставки Сварка 1975

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контактной стыковой сварки проволочных выводов с заготовками резисторов и устройство для его осуществления | 1985 |
|
SU1500454A1 |
| Устройство для приварки проволочного вывода к корпусу радиодетали | 1984 |
|
SU1191222A1 |
| Устройство для двусторонней приварки выводов к армированным заготовкам резисторов | 1986 |
|
SU1388235A1 |
| Устройство для двухсторонней приварки выводов к армированным заготовкам резисторов | 1988 |
|
SU1606291A1 |
| Устройство для двусторонней приварки проволочных выводов к армированным колпачками заготовкам резисторов | 1986 |
|
SU1366339A2 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1973 |
|
SU558310A1 |
| Устройство для двусторонней приварки выводов к армированным колпачками заготовкам резисторов | 1984 |
|
SU1225742A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1988 |
|
SU1653008A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Устройство для изготовления проволочных резисторов с аксиальными выводами | 1981 |
|
SU978208A1 |