-I и I
А фиг
S 3 Ю 12 IS 77
Oi
ю
00
00
А фигЛ
7/
Изобретение относится к оборудованию для строительства трубопроводов, в частности к установкам для удаления грата и очистки трубопровода после электрокон,- тактной сварки и может быть использовано при электроконтактной сварке труб малого диаметра.
Цель изобретения - расширение технологических возможностей.
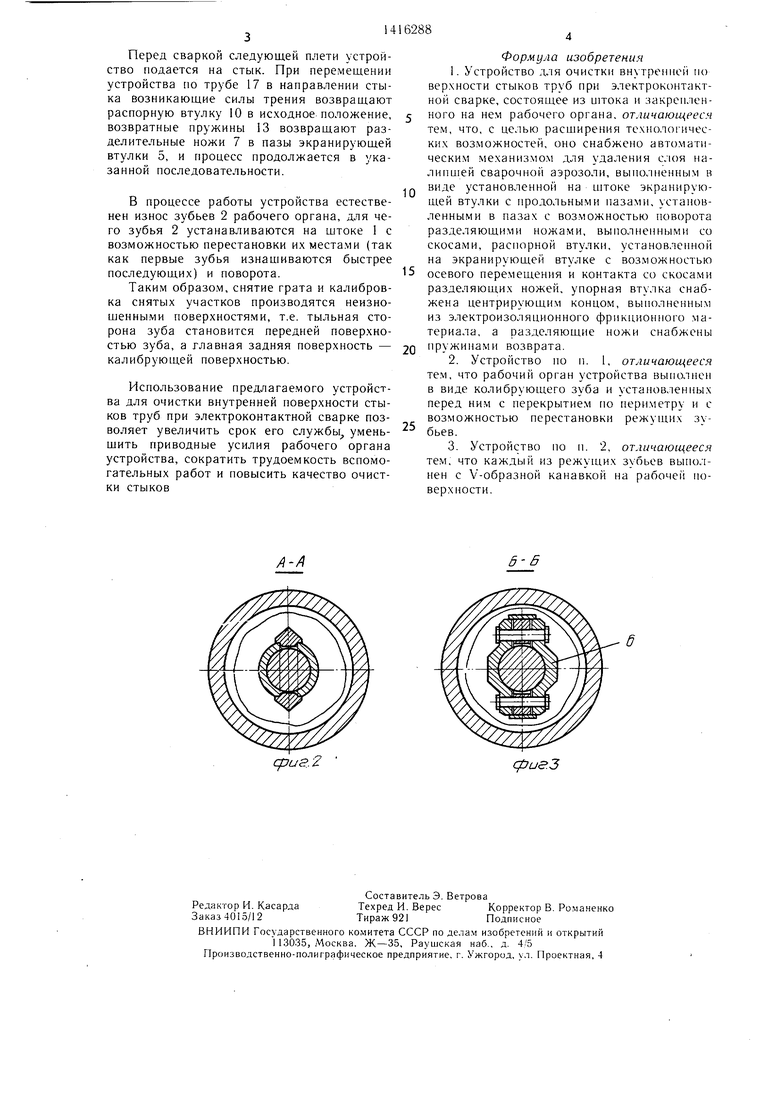
На фиг. 1 представлено устройство для очистки внутренней новерхности стыков труб при электроконтактной сварке, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство состоит из штока 1, на ко10
шего металла стремится обжать экранирующую втулку 5 и разделяющие ножи 7. При этом происходит надрыв кольца налипщего металла на острых ребрах разделяющих ножей 7.
После окончания процесса сварки тяговым элементом устройству сообщается рабочее движение и рабочим органом производится удаление образовавшегося в процессе сварки грата. При этом каждый из режущих зубьев 2 производит срезание части периметра грата и одновременно калибровку стыка в месте удаления грата главной задней поверхностью каждого из режущих
Фаски на главной задней поверхности каждого из режущих зубьев 2 препятствуют врезанию рабочего органа в тело труб 16 и 17.
тором располагается рабочий орган, состоя- 15 зубьев 2, образованной V-образной канавкой, щий из набора режущих зубьев 2 и калибрующего зуба 3. При этом расстояние между режущими зубьями 2 нринимается меньше ширины снимаемого рабочим органом грата, что позволяет избежать удара зубьев 2о 2 при входе в металл при применении нежест ких тяговых элементов. Рабочий орган за- кренляется на штоке 1 гайками 4. На штоке 1 устанавливается экранирующая втулка 5, выполняемая из медесодержащих материалов или нержавеющей стали.
Врезание каждого следующего зуба происходит во время нахождения грата в пробитом пазе, что предотвращает возможность поворота режущего инструмента.
В процессе удаления грата на каждый из режущих зубьев 2, входящих в металла грата, действует значительная радиальная сила, которая стремится изменить положение продольной оси устройства, что приводит к ориентации устройства в трубе калибруюНа хомуте 6 экранирующей втулки 5 за кренляются разделяющие ножи 7 на осях 8. При этом опорные части разделяющих ножей 7 устанавливаются в пазах экранирующей втулки 5. Ножи 7 скосом устанавливаются в наклонные пазы 9 распорной втулки И), установленной на экранирующей втулке 5 с возможностью осевого перемещения и выполненной с упорами 11 наклонных пазов 9. Распорная втулка 10 снабжена центрирующим кольцом 12, выполненным из электроизоляционного фрикционного материала. На хомуте 6 закрепляются пружины 13 возврата разделяющих ножей 7 с цомо- винтов 14. На конце штока 1 закреп- ;1яется приемное гнездо 15 быстросменного замка. Свариваемые трубы 16 и 17 зафиксированы в зажимных элементах сварочной машины (не показано).
Устройство работает следующим образом.
Перед сваркой труб 16 и 17 устройство соединяется с ответной частью быстросменного замка, которая закрепляется на тяговом элементе. Устройство вводится в трубу 17 и устанавливается так, чтобы стык свариваемых труб 16 и 17 находился над экра- нируюц;ей втулкой 5 устройства.
В процессе сварки расплавленные частицы металла свариваемых торцов труб 16 и 17 попадают на экранирующую втулку 5 и установленные в ее пазах разделяющие ножи 7 и застывают на них в виде кольца металла, сложно отделяемого от экранирующей втулки 5. При остывании кольцо налип
шего металла стремится обжать экранирующую втулку 5 и разделяющие ножи 7. При этом происходит надрыв кольца налипщего металла на острых ребрах разделяющих ножей 7.
После окончания процесса сварки тяговым элементом устройству сообщается рабочее движение и рабочим органом производится удаление образовавшегося в процессе сварки грата. При этом каждый из режущих зубьев 2 производит срезание части периметра грата и одновременно калибровку стыка в месте удаления грата главной задней поверхностью каждого из режущих
зубьев 2, образованной V-образной канавкой,
Фаски на главной задней поверхности каждого из режущих зубьев 2 препятствуют врезанию рабочего органа в тело труб 16 и 17.
зубьев 2, образованной V-образной канавкой,
5 зубьев 2, образованной V-образной канавкой, о
Врезание каждого следующего зуба происходит во время нахождения грата в пробитом пазе, что предотвращает возможность поворота режущего инструмента.
В процессе удаления грата на каждый из режущих зубьев 2, входящих в металла грата, действует значительная радиальная сила, которая стремится изменить положение продольной оси устройства, что приводит к ориентации устройства в трубе калибрую0 щим зубом 3 и центрирующим кольцом 12. Выполненное из фрикционного материала, последнее способствует возникновению сил, препятствующих перемеплению распорной втулки 10 по трубам 16 и 17, т.е. при дальнейшем движении устройства скосы разде5 лительных ножей 7 перемещаются по наклонным пазам 9 распорной втулки 10, что обеспечивает раскрытие ножей 7, разрыв кольца налипшего на экранирующую втулку 5 металла и освобождение экранирующей
Q втулки 5.
Раскрытие ножей 7 осуществляется до соприкосновения торцов разделяющих ножей 7 с упорами 11 наклонных пазов 9, и даль- нейщее перемещение устройства осуществляется вместе с распорной втулкой 10. Ка5 либрующий зуб 3 осуществляет окончательную калибровку стыка соединения и удаляет со стенок труб 16 и 17 прилипшие частицы расплавленного металла. Кроме того, калибрующий зуб 3 и центрирующее кольцо 12 препятствуют врезанию зубьев рабочего органа в тело труб 16 и 17 при возможном перекосе устройства.
Если усилия сцепления центрирующего кальца 12 со стенкой трубы 17 недостаточно для разрыва кольца налипщего металла,
5 то освобождение экранирующей втулки 5 производится ударами в торцовую поверхность распорной втулки 10 после извлечения устройства из сваренной плети.
0
Перед сваркой следующей плети устройство подается на стык. При перемещении устройства по трубе 17 в направлении стыка возникающие силы трения возвращают распорную втулку 10 в исходное положение, возвратные пружины 13 возвращают разделительные ножи 7 в пазы экранирующей втулки 5, и процесс продолжается в указанной послвлЮвательности.
В процессе работы устройства естественен износ зубьев 2 рабочего органа, для чего зубья 2 устанавливаются на щтоке 1 с возможностью перестановки их местами (так как первые зубья изнашиваются быстрее последующих) и поворота.
Таким образом, снятие грата и калибровка снятых участков производятся неизно- щенными поверхностями, т.е. тыльная сторона зуба становится передней поверхностью зуба, а главная задняя поверхность - калибрующей поверхностью.
Использование предлагаемого устройства для очистки внутренней поверхности стыков труб при электроконтактной сварке позволяет увеличить срок его службы умень- щить приводные усилия рабочего органа устройства, сократить трудоемкость вспомогательных работ и повысить качество очистки стыков
0
0
5
Формула изобретения
1.Устройство для очистки внутренней по верхности стыков труб при электроконтактной сварке, состоящее из штока и закрепленного на нем рабочего органа, отличаюи сеся тем, что, с целью расширения технологических возможностей, оно снабжено автоматическим механизмом для удаления с:к)я налипшей сварочной аэрозоли, выполненным в виде установленной на штоке экранирую- а1,ей втулки с продольными пазами, установленными в пазах с возможностью поворота разделяющими ножами, выполненными со скосами, распорной втулки, установленной на экранирующей втулке с возможностью осевого перемещения и контакта со скосами разделяющих ножей, упорная втулка снабжена центрирующим концом, выполненным из электроизоляционного фрикционного материала, а разделяющие ножи снабжены пружинами возврата.
2.Устройство но п. 1, отличающееся тем, что рабочий орган устройства выполнен в виде колибрующего зуба и установленных перед ним с перекрытием по периметру и с возможностью перестановки режущих зубьев.
3.Устройство по п. 2, отличающееся тем, что каждый из режущих зубьев выполнен с V-образной канавкой на рабочей поверхности.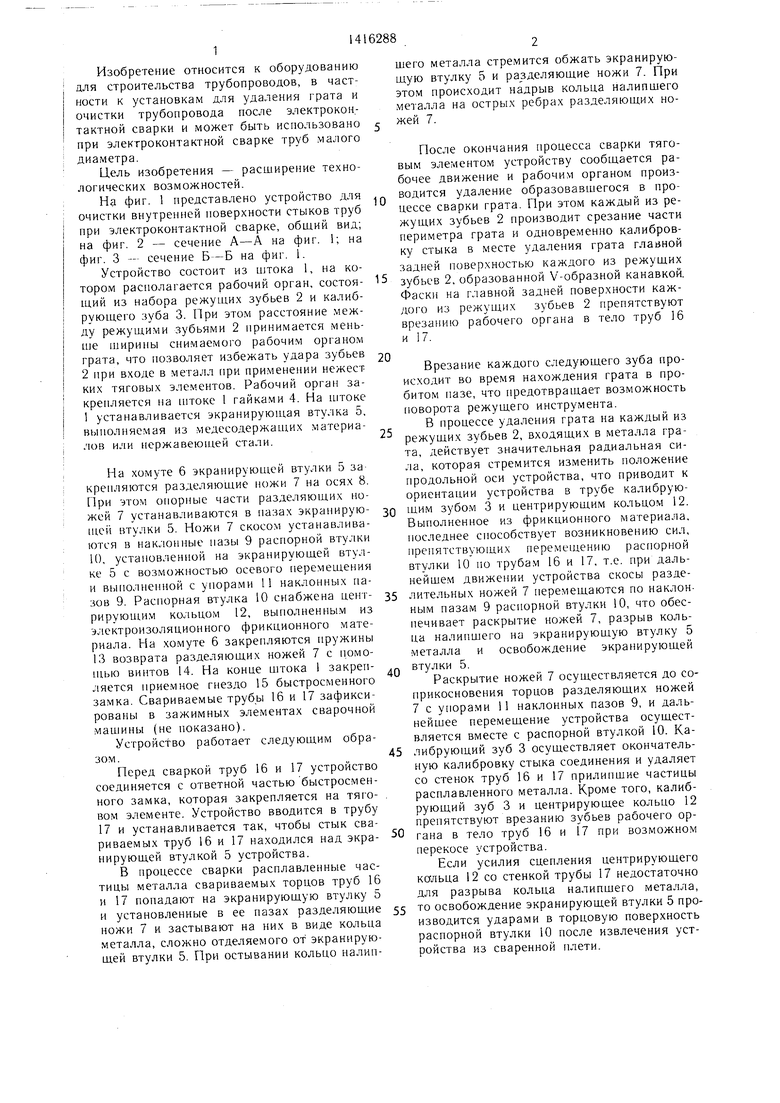
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ СНЯТИЯ ВНУТРЕННЕГО ГРАТА НА ТРУБАХ ПОСЛЕ СВАРКИ | 2003 |
|
RU2257989C2 |
| Режущий инструмент для удаления грата | 1982 |
|
SU1348120A1 |
| Гратосниматель для снятия внутреннего грата и части усиления сварного шва при контактной сварке обсадных труб | 1967 |
|
SU468728A1 |
| МАШИНА ДЛЯ СБОРКИ И СВАРКИ ПОЛОС | 2011 |
|
RU2488474C1 |
| Способ удаления грата с кольцевых швов и устройство для его осуществления | 1988 |
|
SU1632548A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке труб | 1985 |
|
SU1274892A1 |
| Устройство для удаления внутреннего грата при контактной стыковой сварке трубопроводов | 1987 |
|
SU1447600A1 |
| Устройство для удаления внутреннего грата в трубах | 1979 |
|
SU980966A2 |
| Станок для удаления грата с кольцевых заготовок | 1976 |
|
SU549288A1 |
| Устройство для удаления грата | 1982 |
|
SU1076232A1 |
Изобретение относится к оборудованию для строительства трубопроводов, а именно к установкам для удаления грата после, электроконтактной сварки труб. Цель изобретения - расширение те.хнологических возможностей. При работе устройства кольцевой грат удаляется режущими зубьями 2, имеющими V-образные канавки на рабочей новерхности, и калибрующим зубом 3. Налипшее во время сварки труб 16 и 17 на экранирующую втулку 5 кольцо застывшего металла надрывается и разрезается разделяющими ножа.ми 7. Разделяющие ножи 7 перемещаются при взаи.модействии с пазами 9 распорной втулки 10. Распорная втулка 10 фиксируется в трубе центрирующим кольцом 12 из фрикционного электроизоляционного материала. Устройство позволяет устранить трудоемкие вспомогательные операции и повысить качество удаления грата. 2 з.п. ф-лы, 3 ил. & (Л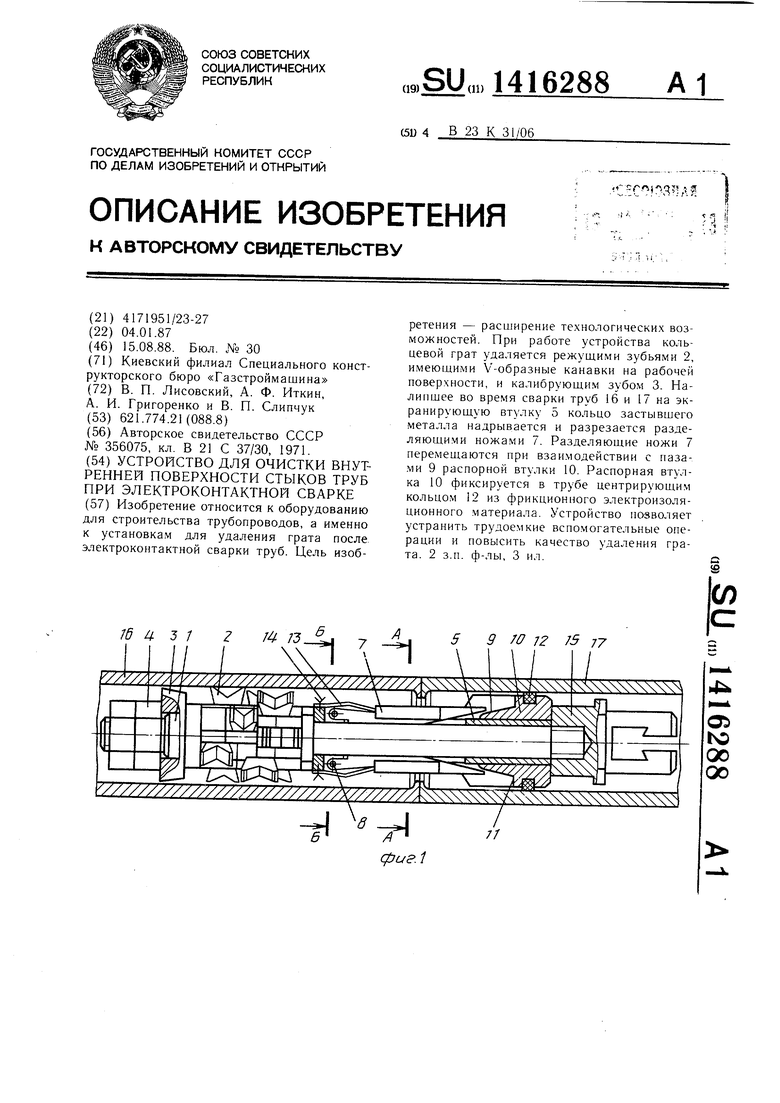
(puS. Z
S-S
сриаЗ
| УСТРОЙСТВО для УДАЛЕНИЯ ВНУТРЕННЕГО ГРАТА ПРИ КОНТАКТНОЙ СТЫКОВОЙ СВАРКЕ ТРУБ | 0 |
|
SU356075A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
