Ю
О5
со
Ю
Изобретение относится к разделению мачтериалов, в частности к способам изготовления нросеивающих поверхностей или сит.
Цель изобретения - повышение качества просеивающей поверхности и снижение трудоемкости ее изготовления.
Способ изготовления просеивающей поверхности осуществляют следующим образом.
Из листов толщиной 5 мм нержавеющей аустенитной стали 08Х18Н10Т со специальными автоматными присадками промыщленной выплавки проводят раскрой на заготовки. Заготовки с одной стороны обкатывают роликами с помощью специального устройства на продольно-фрезерном станке. Изменяя прилагаемое на обкатном устройстве усилие, получают различные глубины пластически деформированного слоя.
После этого заготовки подвергают нагреву и изотермической выдержке в электропечах. Температуру термообработки устанавливают 450-500°С, а продолжительность 8-10 ч.
Далее термообработанные заготовки щлифуют шкуркой на радиально-сверлильном
станке с одной стороны, не подвергавщейся деформированию. На щлифованной поверхности проводят разметку поля просеивающей поверхности. Затем проводят сверление заготовки сверлами с задним углом заточки, равным 30°, и углом в плане 140°.
При сверлении используют смазочноохлаждающую жидкость 5%-ной водной эмульсии ЭТ-2. Сверление проводят Нри вращении шпинделя 1200 об/мин и подаче ;64 мм/мин. После сверления одну сторону заготовки, где выходили сверла, шлифуют на радиально-сверлильном станке шкуркой и проводят электролитическое полирование в электролите 60% НзРО4 + 20% H2SO4 + -f- 20% Н2О при 70°С и плотности тока 150 А/дм2.
Данные примеров осуществления способа изготовления просеивающей поверхности представлены в таблице.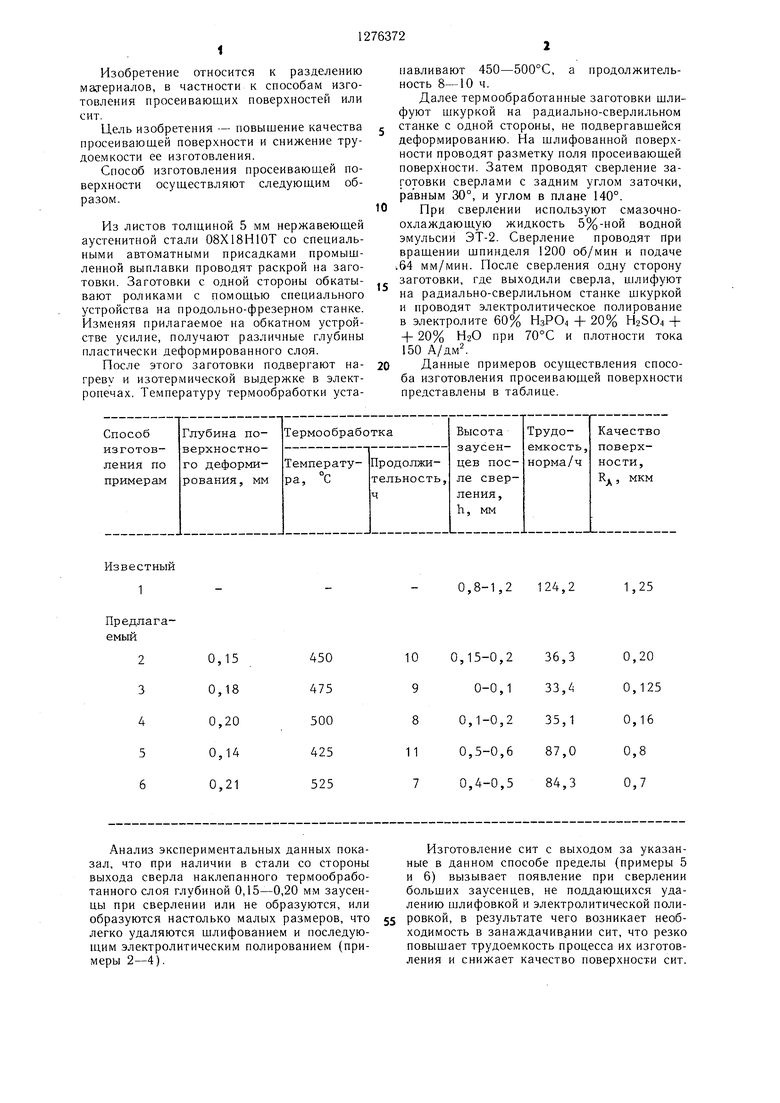
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления просеивающей поверхности | 1986 |
|
SU1407975A1 |
| Способ изготовления шлифов | 1987 |
|
SU1441234A1 |
| Способ обработки автоматной нержавеющей стали | 1985 |
|
SU1298253A1 |
| Способ изготовления шлифов для металло-гРАфичЕСКОгО АНАлизА | 1979 |
|
SU834433A1 |
| Способ изготовления оптических стержневидных элементов | 1978 |
|
SU753798A1 |
| Сверло | 1990 |
|
SU1808507A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЮСТИРОВОЧНЫХ ЗЕРКАЛ ИЗ АУСТЕНИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ | 1992 |
|
RU2038388C1 |
| ТРУБА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ЗАГОТОВКА БОЛЬШИХ РАЗМЕРОВ ИЗ КВАРЦЕВОГО СТЕКЛА, ПРОЦЕСС ИХ ИЗГОТОВЛЕНИЯ И ОПТИЧЕСКОЕ ВОЛОКНО ИЗ КВАРЦЕВОГО СТЕКЛА | 1993 |
|
RU2096355C1 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕФОРМИРОВАННОГО ИЗДЕЛИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА С ВАКУУМНО-ПЛАЗМЕННЫМ ПОКРЫТИЕМ | 2014 |
|
RU2597451C2 |
| ВЫСОКОПРОЧНАЯ СРЕДНЕУГЛЕРОДИСТАЯ КОМПЛЕКСНОЛЕГИРОВАННАЯ СТАЛЬ | 2012 |
|
RU2510424C1 |
Изобретение относится к машиностроению, преимущественно к производству перфорированных изделий для целлюлознобумажной, химической н др. отраслей промышленности. Цель - повышение качества просеивающей поверхности и снижение трудоемкости ее изготовления. Из листов нержавеющей стали производят раскрой листов на заготовки. С одной стороны заготовки пластически деформируют путем обжатия роликами на глубину 0,15-0,20 мм. Затем заготовки нагревают до 450-500°С и выдерживают при этой температуре в течение 8-10 ч. Термообработанные заготовки шлифуют со стороны, противоположной пластически деформированной стороне. На шлифованной поверхности проводят разметку поля просеивающей поверхности и сверление отверстий. После сверления заготовку поФ вторно шлифуют и полируют. 1 табл. (Л
Анализ экспериментальных данных показал, что при наличии в стали со стороны выхода сверла наклепанного термообработанного слоя глубиной 0,15-0,20 мм заусенцы при сверлении или не образуются, или образуются настолько малых размеров, что легко удаляются шлифованием и последующим электролитическим полированием (примеры 2-4).
Изготовление сит с выходом за указанные в данном способе пределы (примеры 5 и 6) вызывает появление при сверлении больших заусенцев, не поддающихся удалению шлифовкой и электролитической полировкой, в результате чего возникает необходимость в занаждачив нии сит, что резко повышает трудоемкость процесса их изготовления и снижает качество поверхности сит. 3
Формула изобретенияверхность заготовки перед операцией сверСпособ изготовления просеивающей по-мируют с одной стороны путем обжатия
верхности, включающий щлифование заго-роликом на глубину 0,15-0,20 мм, затем
товки, сверление в ней отверстий и полировкузаготовку нагревают до 450-500°С и выдеротличающийся тем, что, с целью повыщенияживают 8-10 ч, а шлифование проводят
качества просеивающей поверхности и они-со стороны, противоположной пластически
жения трудоемкости ее изготовления, по-деформированной стороне.
1276372 ления предварительно пластически дефор
| Термостат для кварцевых генераторов | 1976 |
|
SU583412A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Сплав для отливки колец для сальниковых набивок | 1922 |
|
SU1975A1 |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
