Изобретение относится к металлургии, в чаотности к металлографичес- кому анализу макро- и микроструктуры и качества метатшов и сплавов j осуществляемому на различных этанах металлургического передела и при изготовлении и термической обработке полуфабрикатов из сталей и сплавов.
4412-34
дами. Отсутствует деформация по диаметру, выход годных; ишифов составляет 100% с одного шлифования и полирования. Обойма применялась также для контроля структуры вольфраморениевой проволоки ВР -2 7ВП фО;6 мм.
В таблице представлены данные по сравнительным характеристикам изго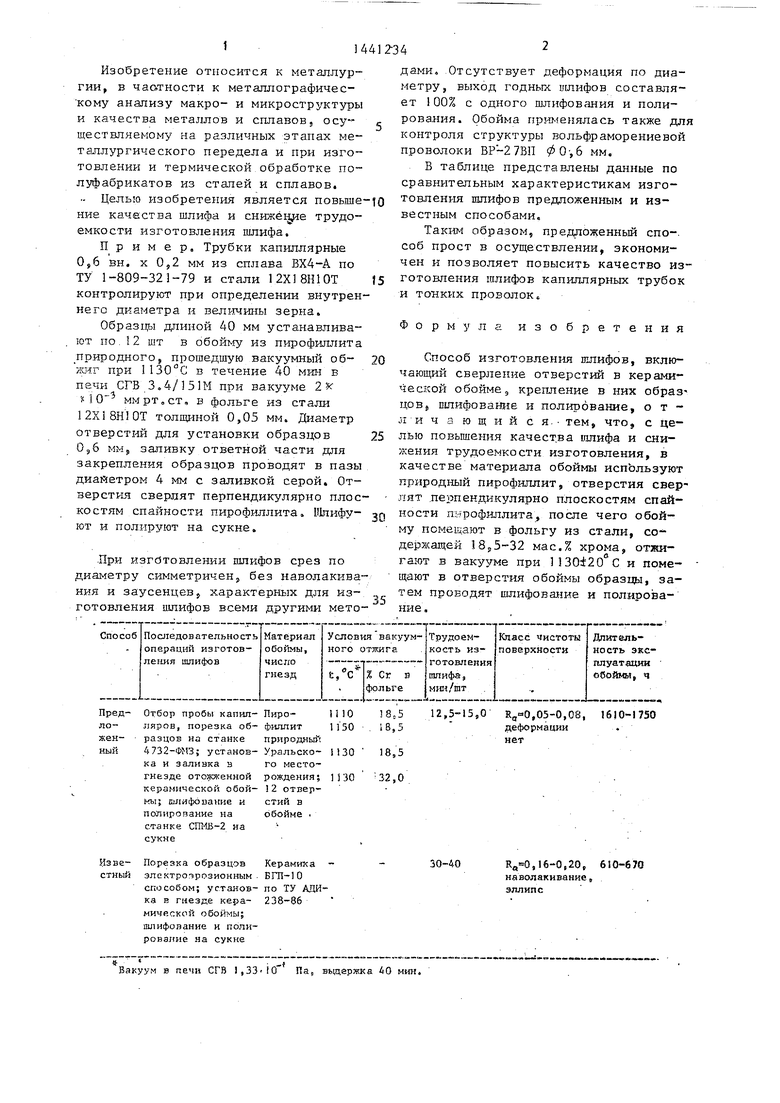
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав для гидроабразивной обработки и полирования прецизионных деталей | 1988 |
|
SU1537683A1 |
| Способ изготовления металлографических шлифов | 1982 |
|
SU1073604A1 |
| Антифрикционная и противоизносная присадка к смазочным материалам | 1986 |
|
SU1377284A1 |
| Способ изготовления шлифов для металло-гРАфичЕСКОгО АНАлизА | 1979 |
|
SU834433A1 |
| Состав электродного покрытия | 1980 |
|
SU963771A1 |
| Способ изготовления клеено-сборного режущего инструмента с режущей частью из порошковой быстрорежущей стали | 1988 |
|
SU1657276A1 |
| Способ неразрушающего контроля микроструктуры металла | 2022 |
|
RU2780883C1 |
| Сверло | 1990 |
|
SU1808507A1 |
| Способ изготовления просеивающей поверхности | 1984 |
|
SU1276372A1 |
| КОМПОНЕНТ СМАЗОЧНЫХ МАТЕРИАЛОВ | 1996 |
|
RU2141997C1 |
Изобретение относится к области металлургии, в частности к металлографическому анализу макро- и микроструктуры и качества металлов и сплавов, осуществляемому на различных этапах металлургического передела и при изготовлении и термической обра- i ботке полуфабрикатов из стали и спла-г ВОВ. Целью изобретения является повышенна качества шлифа и снижение трудоемкости изготовления. Капиллярные трубки 0,6 вн. X 0,2 мм из сплава ВХ4-4 и стали 12Х18Н10Т контролируют для определения внутреннего диаметра и величины зерна. Образцы длиной 40 мм отрезают электроэрозионным способом, устанавливают it6 12 шт. в обойму из природного пирофиллита, прошедшего вакуумный обжиг при 1300i ±20 С в течение 40 мин в фольге из стали, содержащей 18,5-32 мас.% хрома толщиной 0,05 мм. Диаметр отверстий для установки образцов равен 0,6 мм, заливку ответной части для закрепления образцов проводят в пазы диаметром 4 мм с заливкой серой. Отверстия под образцы сверлят перед отжигом перпендикулярно плоскостям спайности пирофиллита. Шлифование и полирование проводят на сукне. Применение способа позволяет повысить качество шлифа и снизить трудоемкость его изготовления. 1 табл. .С
.. Целью изобретения является повыше-|0 товления шлифов предложенным и из- ние качества шлифа и снижё1| 1е трудо-вестным способами,
емкости изготовления шлифа.Ташда образом, предложенный споПример, Трубки капиллярные 0,6 вн. X 0,2 мм из сплава ВХ4-А по
соб прост в осуществлении, экономичен и позволяет повысить качество из20
ТУ 1-809-321-79 и стали 12Х18Н10Т J5 готовления шлифов капиллярных трубок контролируют при определении внутреннего диаметра и велршины зерна.
Образцы длиной 40 мм устанавливают по.12 шт в обойму из пирофиллита природного, прошедшую вакуумный об- при в течение 40 мин в печи СГВ 3.4/151М при вакууме 2 10 ммрт.ст, в фольге из стали 12Х18Н10Т толщиной 0,05 мм. Диаметр отверстий для установки образцов 0,6 мм5 заливку ответной части для закрепления образцов проводят в пазы диайетром 4 мм с заливкой серой, 0т- верстрьч сверлят перпендикулярно плоси тонких проволок.
Формула изобретения
Способ изготовления шлифов, вклю- сверление отверстий в кера1 ш- ческой обойме, крепление в них образ цов пшифоваНие и полирование, отличающийся.- тем, что, с це- 25 лью повышения качества шлифа и снижения трудоемкости изготовления, в качестве материала обоймы используют природный пирофиллит, отверстия сверлят .пе1эпендикулярно плоскостям спайкостям спайности пирофиллита. Мпифу- о ности пирофиллита, после чего обой- ют и полируют на сукне. му помещают в фольгу из стали, со.При изготовлении шлифов срез по диаметру симметричен без наволакивания и заусенцев J характерных для из- готовления шлифов всеми другими мето-
Ташда образом, предложенный способ прост в осуществлении, экономичен и позволяет повысить качество из
готовления шлифов капиллярных трубок
и тонких проволок.
Формула изобретения
Способ изготовления шлифов, вклю- сверление отверстий в кера1 ш- ческой обойме, крепление в них образ цов пшифоваНие и полирование, отличающийся.- тем, что, с це- лью повышения качества шлифа и снижения трудоемкости изготовления, в качестве материала обоймы используют природный пирофиллит, отверстия сверлят .пе1эпендикулярно плоскостям спайние.
де1зжащей 18s5-32 мас.% хрома, отжигают в вакууме при 1130i20 С и помещают в отверстия обоймы образцы, затем проводят шлифование и полирова
| Панченко Е.В.Лаборатория металлографии | |||
| М., 1957, с | |||
| Насос | 1917 |
|
SU13A1 |
| Способ борьбы с кожным оводом крупного рогатого скота | 1948 |
|
SU73604A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
