Изобретение относится к маигиностроению, в частности к гфоизводству устройств для изготовления сварных арматурных сеток,
Целью изобретения является расширение технологических возможностей, повьппение производительности и эксплуатационной надежности.
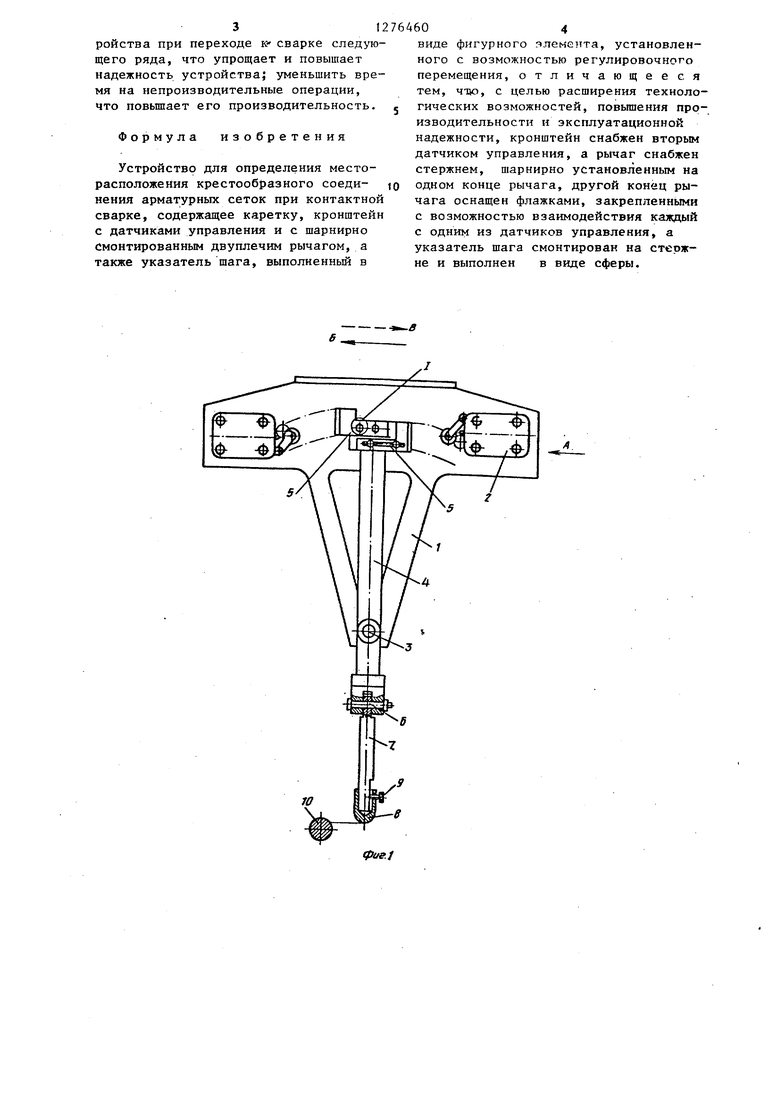
На фиг,1 схематически показано предлагаемое устройство; на фиг.2 вид А на фиг.1; на фиг.З - устройство, вид в аксонометрии; на фиг.4 узел I на фиг.f.
Устройство для определения месторасположения крестообразного соединения арматурных сеток при контактной сварке содержит кронштейн 1, на котором жестко закреплены два концевых датчика управления 2, предназначенные для подачи сигнала на останов каретки сварочного устройства у крестообразного соединения. На кронштейне 1 шарнирно на оси 3 смонтирован рычаг 4. В верхней части рычага 4 закреплены флажки 5 для взаимодействия с концевыми датчиками управления 2. В нижней части рычага 4 на шарнир
6смонтирован стержень 7 с указателе шага, выполненным, в виде сферическог закаленного наконечника 8 с возможностью его регулирования и фиксирования посредством болта 9, так как при переходе к сварке сеток от одних диаметров к другим производится корректировка высоты указателя шага с последующей фиксацией его болтом 9
на величину суммарной разности диаметров а;рматурных стержней различных сеток, при этом положение наконечника 8 указателя шага относительно поперечных стержней 10 остается постоянным. .Плоская пружина 11 на стержне
7обеспечивает его вертикальное положение. Флажки 5 выполнены с продольными пазами 12, позволяющими вести установку флажков так, чтобы при нахождении указателя шага 8 (наконечник) на гребень поперечных стержней 10 флажок 5 надавливал на рычаг концевого датчика управления 2, за мыкая тем самым его электрическую цепь.
На каретке крепится устройство и верхний сварочный электрод.
Устройство работает следующим образом.
Устройство перемещается вместе с кареткой верхнего сварочного электрода в направлении стрелки Б .
Стержень с наконечником 8, встретив на своем пути очередной поперечньй стержень 10, приводит во. вращение рычаг 4 (против часовой стрелки) Далее стержень 7 с наконечником 8 поднимается на его гребень и тем самым продолжает поворачивать рычаг 4, левый флажок 5 которого начинает давить на левый концевой датчик управления 2 и последний посылает сигнал на остацов каретки и устройства. Затем происходит опускание верхнего сварочного электрода 13 с последующей сваркой перекрестия.
По окончании сварки верхний сварочный электрод 13, поднимаясь, надавливает на концевой выключатель, давая команду на перемещение каретки в том же направлении до следующего арматурного стержня 10.
Процесс поиска повторяется до последнего перекрестия данного ряда. После этого происходит перестановка сетки на шаг, при этом продольный арматурный стержень 14 находит на стержень 7, последний, вращаясь вокруг шарнира 6, пропускает эту арматуру, после чего стержень 7 с помощь плоской пружины 11 вновь занимает вертикальное положение.
Теперь каретка с устройством, перемещаясь по направлению стрелки В ,. производят поиск в обратном направлении перекрестий нового ряда, при этом рычаг 4 вращается по часовой стрелке и сигнал на останов каретки при встрече рычага 4 с очередным поперечным арматурным стержнем 10 идет от правого концевого датчика управления 2..
Таким образом обеспечивается поиск перекрестия при перемещении устройства слева-направо и справа-налево и переход на следующий ряд без дополнительных механизмов: подъема устройства и регулировки установочной высоты.
Использование изобретения за счет наличия шарнирно смонтированного ломающегося стержня со сферическим наконечником позволяет: вести поиск перекрестий в прямом и обратном направлениях, где поперечные арматурные стержни могут быть не только прямолинейной, но и криволинейной формы (в плоскости чертежа); исключить необходимость в механизме подъема устройства при переходе к- сварке следующего ряда, что упрощает и повышает надежность устройства; уменьшить время на непроизводительные операции, что повьшает его производительность. Формула изобретения Устройство для определения месторасположения крестообразного соединения арматурных сеток при контактной сварке, содержащее каретку, кронштейн с датчиками управления и с шарнирно смонтированным двуплечим рычагом, а также указатель шага, выполненный в 12 0 виде фигурного элемента, установленного с возможностью регулировочного перемещения, отличающееся тем, чж), с целью расширения технологических возможностей, повьшения производительности и эксплуатационной надежности, кронштейн снабжен вторым датчиком управления, а рычаг снабжен стержнем, шарнирно установленным на одном конце рычага, другой конец рычага оснащен флажками, закрепленными с возможностью взаимодействия каждый с одним из датчиков управления, а указатель шага смонтирован на стержне и выполнен в виде сферы.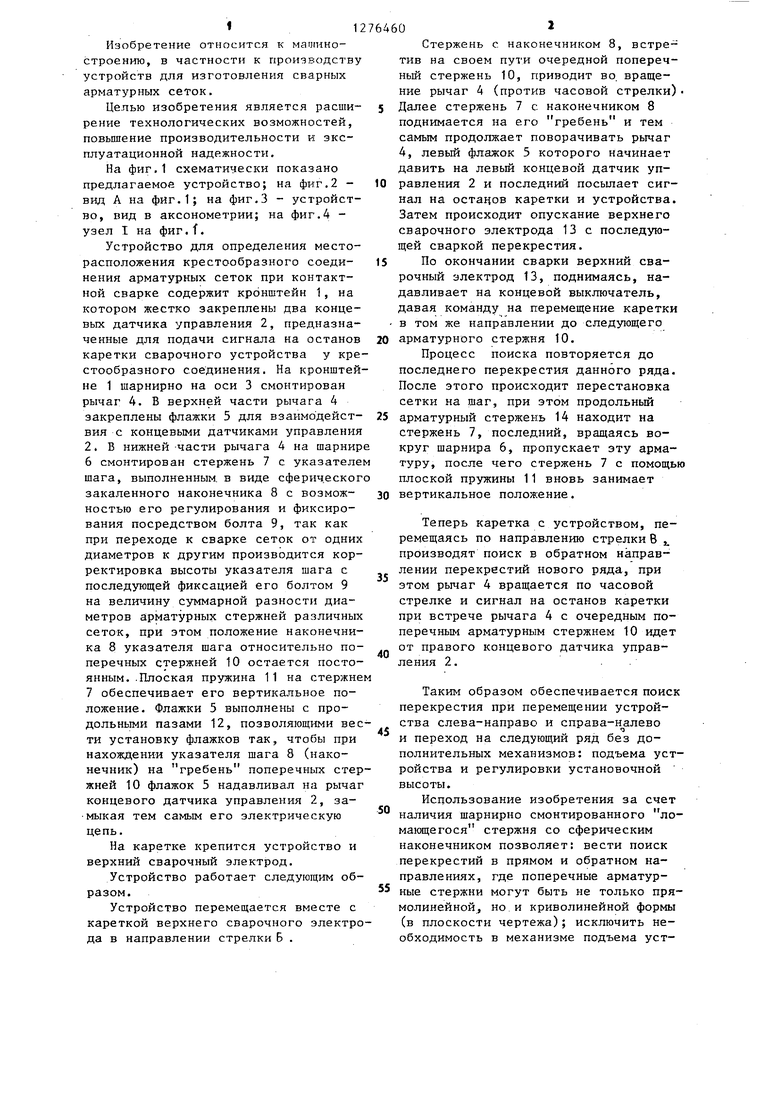
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения месторасположения крестообразного соединения арматурных сеток при контактной сварке | 1983 |
|
SU1169794A1 |
| Устройство для сварки арматурных сеток | 1981 |
|
SU956197A1 |
| Устройство для подачи поперечных стержней | 1980 |
|
SU1165519A1 |
| Линия для сварки арматурных сеток | 1985 |
|
SU1326413A1 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU554107A1 |
| Устройство для шаговой подачи | 1979 |
|
SU897436A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |

у f
duff А
| Устройство для сварки арматурных сеток | 1981 |
|
SU956197A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Роликовый токоприемник с двумя роликами | 1928 |
|
SU11697A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
