2. Устройство по п. I,; р.т личающееся тем , что оно снабжено установленным с возможностью регулнровочного перемещения вдоль оси поворотного диска стержнем , на котором закреплены шарниры подвижных упоров. 93. Устройство по п.1, о т л и чающееся тем, что, с целью повышения надежности работы, оно снабжено подпружиненньм рычагом с плоской рабочей поверхностью, взаимодействующей с поверхностью дополнительно введенного многогранника,установленного на поворотном диске.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток | 1978 |
|
SU721199A2 |
| Устройство для подачи продольных стержней | 1982 |
|
SU1042861A1 |
| Машина для контактной точечной сварки арматурных сеток | 1975 |
|
SU565759A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Способ изготовления арматурных каркасов и линия для его осуществления | 1985 |
|
SU1399040A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| Устройство для сварки арматурных сеток | 1985 |
|
SU1303324A1 |
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Устройство для изготовления сеток | 1975 |
|
SU651670A3 |
| Устройство для гибки арматурных каркасов | 1980 |
|
SU935164A1 |




1. УСТРОЙСТВО ДЛЯ ПОДАЧИ ПОПЕРЕЧНЫХ .СТЕРЖНЕЙ под электроды сварочной машины, содержащее механизм подачи стержней, досылающий механизм, механизм шаговой подачи сетки, неподвижный упор, подвижные упоры, связанные с поворотным диском и расположенные напротив его сквозных окон через одно, и микровыключатели, установленные с возможностью взаимодействия с упорами и связанные с электрической цепью управления, отличающееся тем, что, с целью упрощения конструкции, подвижные упоры связаны с поворотным диском при помощи щарнира, обеспечивающего возможность их поворота в плоскости, проходящей через ось поворотного диска, и контактирования торцовой периферийной частью с микровыключателем. (Л 10 б и Од СП ел со 
Г
Изобретение относится к устройствам для изготовления арматурных сеток с укороченными поперечными стержнями преимущественно периодического профиля при производстве
строительных конструкций на заводах
(сборного железобетона.
Известно устройство для контактной точечной сварки арматурных сеток, содержащее механизм шаговой подачи сетки, механизм подачи поперечных стержней, достигающий механизм , подвижные и неподвижные упоРЫ 1.
Наиболее близким к изобретению по .технической сущности и достигаемому результату является устройство для подачи поперечных стержней под электроды сварочной мащины, содержащее механизм подачи стержней, досылающий механизм, механизм щаговой подачи сетки, неподвижный упор, подвижные упоры, связанные с поворотным диском и расположенные напротив его сквозных окон через одно, и микровыключатели, установленные с возможностью взаимодействи с упорами и связанные с электрической цепью управления zj .
Недостатками известных устройств являются сложность конструкции и низкая надежность, обусловленная тем, что поворотный диск йё имеет строго фиксированных положений и может повернуться в промежуточное .положение, препятствующее подаче стержней.
Цель изобретения - упрощение конструкции, повьш1ение надежности работы.
Цель достигается тем, что в устройстве для подачи поперечных стержней под электроды сварочной машины, содержащем механизм подачи стержней, досьшающий механизм-, механизм шаговой подачи сетки, неподвижный упор, подвижные упоры, связанные с поворот ным диском и расположенные напротив его сквозных окон через одно, и микровыключатели, установленные с возможностью взаимодействия с упорами и связанные с злектрической цепью управления, подвижные упоры связаны с поворотным диском при помощи шдрнира, обеспечивающего возможность их поворота в плоскости,проходящей через ось поворотного диска, и контактирования торцовой периферийной частью с микровыключателем. Кроме того, устройство снабжено установленным с возможностью регулировочного перемещения вдоль оси поворотного диска стержнем, на котором закреплены шарниры подвижных упоров.
С целью повышения надежности работы устройство снабжено подпружиненным рычагом с. плоской рабочей поверхностью, взаимодействующей с поверхностью дополнительно введенного многогранника, установленного на поворотном диске.
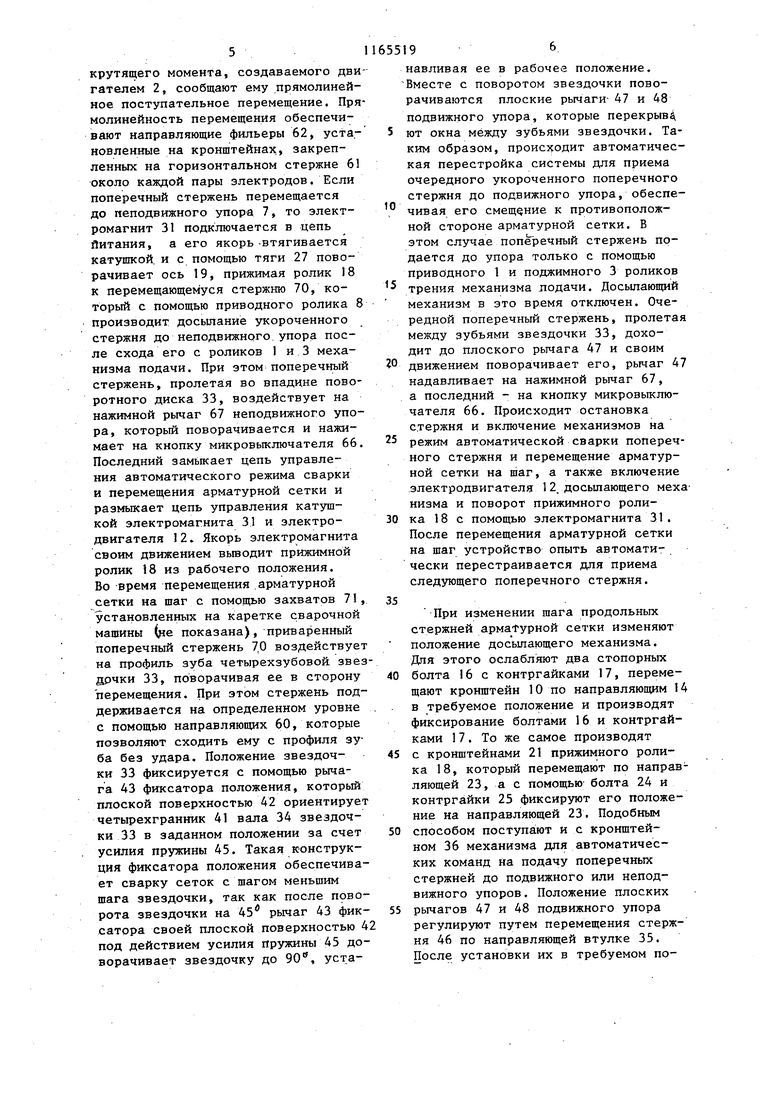
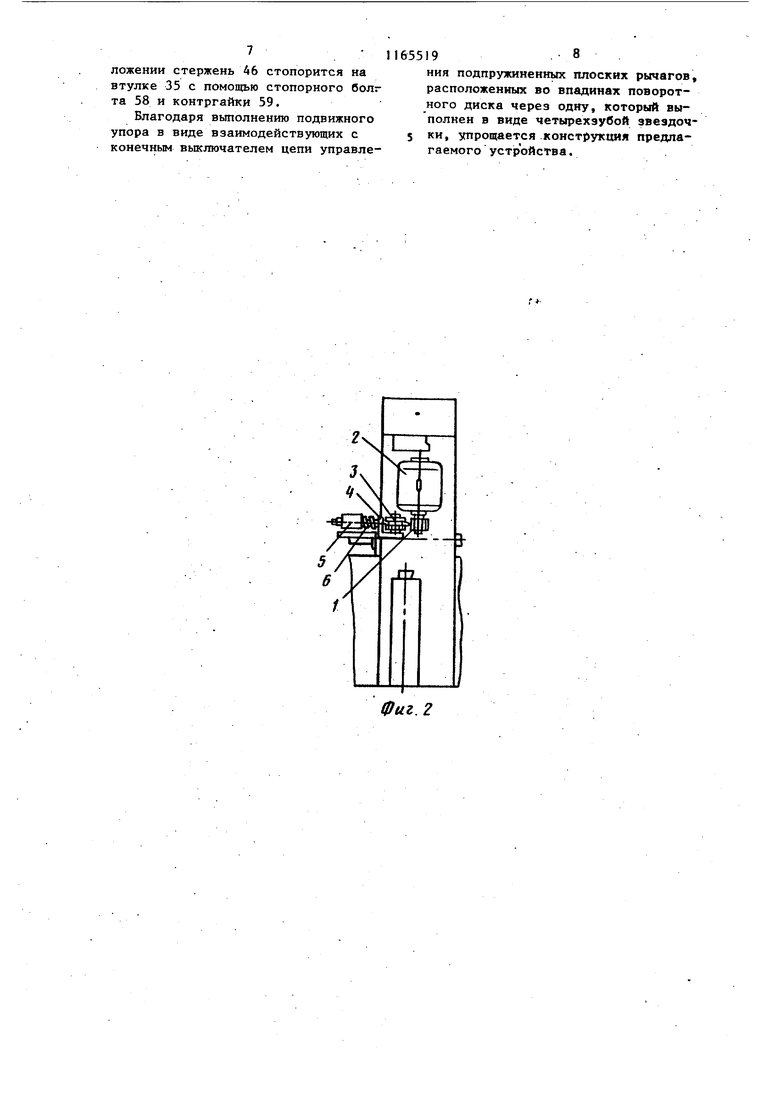
На фиг. 1 дано устройство, установленное на многозлектродной сварочной машине, общий вид; на фиг. 2 то же, вид сбоку; на фиг. 3 разрез на фиг. I; на фиг. 4 вид Б на фиг. 3; на фиг. 5 - разрез В-В на фиг. 1; на фиг. 6 - вид Г на фиг. 5; на фиг, 7 - разрез Д-Д на фиг.. 6; на фиг. 8 - разрез Е-Е на фиг. 6; на фиг. 9 - вид Ж на фиг. 6; на фиг. 10 - вид 3 на фиг.1 Устройство для подачи поперечных стержней под электроды сварочной машины при изготовлении арматурных сеток с укороченными стержнями содержит механизм пйдачи стерж ней, состоящий из приводного ролика 1 трения, установленного на валу электродвигателя 2, укрепленного вертикально на раме сварочной ма шины и прижимного ролика 3 трения, смонтированного на державке 4, уста новленной в,направляющей кронштейна 5, который жестко укреплен на раме сварочной машины. Державка 4 снабжена пружиной 6. Для обеспечения перемещения укороченного попере ного стержня до неподвижного упора 7 устройство снабжено досылающим механизмом, -состоящим из привод ного ролика 8 трения, установленног на валу 9, который смонтирован на опорах кронштейна 10. С помощью сое динительной муфты 11 вал 9 связан с электродвигателем 12, укрепленным на кронштейне 10. Своей, направляющей 13 кронштейн 10 установлен в направляющей 14, укрепленной на раме 15 сварочной машины. Дпя фиксации кронштейна установлены два стопорных болта 16 с контргайками Прижимной ролик 18 установлен на оси 19, которая укреплена на гориэо тальной оси 20 кронштейна 21. Кронш тейн 21 пазом 22 установлен на ниж ней направляющей 23, служащей, для крепления неподвижных электродов, и фиксируется от перемещения CTo;io ным болтом 24 с контргайкой 25. Ро лик 18 связан с помощью оси 26 с тягой 27, регулируемой-по длине ре бовой втулкой 28 с контргайкой 29, (Йторын концом тяга связана с помощью оси 30 с якорем электромагнита 31 . Кронштейн 10 и 21 устанавливаются на направляющих 14 и 23i между пневмоцилиндрами 32 подачи верхних электродов. Дпя обеспечения пода поперечных стержней до подвижного или неподвижного упоров устанавливается механизм автоматических командна подачу стержней, состоящий из поворотного диска 33, выполненного в виде четырехзубой звездочки, которая жестко укр.еплена на валу 34, и установленного во втулке 35 кронштейна 36. Геометрические размеры четырехзубой звездочки выбираются из расчета, чтобы ее шаг был меньше или равен шагу арматурной сетки и составлял 0,5 -1,0 t где t - шаг звездочки, t cgy - mar сетки. Кронштейн 36 в основании 37 имеет паз 38 для установки его на нижней направляю- щей 23. В основании 37 установлен стопорный болт 39 с контргайкой 40. На валу 34 вьтолнена многогранная поверхность 41 в виде четырехгранника, грани которого взаимодействуют с плоской поверхностью 42 двуплечего рычага 43 фиксатора положения, установленного на оси 44, жестко закрепленной на кронштейне 36, Свободный конец двуплечего рычага A3 связан с пружиной 45, другой конец закреплен на основании 37 кронштейна 36. Внутри вала 34 установлен стержень 46, на конце которого укреплены два плоских рычага 47 и 48 подвижного упора, укрепленных на поворотных вилках 49 и 50 с помощью осей 51 и 52. Между собой вилки 49 и 50 связаны пружиной 53. Для регулирования исходного положения плоских рычагов 47 и 48 подвижных упоров вилки 49 и 50 снабжены отгибаемыми язычками 54 и 55. Уа стержне 46 вьтолнена лыска 56, ориентирующая положение подвижных упоров относительно впадин поворотного диска. Для этого на валу 34 и втулке 57 совместно нарезана резьба под стопорный болт 58, который стопорится контргайкой 59. На втулке 35 жестко укреплены направляющие 60, исключающие прогиб сетки в зоне поворотного диска. Неподвижный упор укреплен на горизонтальном стержне 61, служащем для крепления кронштейнов направляющих фильер 62 сварочной машины, состоит из разъемного корпуса 63 t отверстием по диаметру стержня 61 и закрепляется на ней путем стягивания частей корпуса с помощью болтов 64 и 65. На корпусе укреплен микровыключатель 66 и нажимной рычаг 67, выполненный в виде пластины, шарнирно закрепленной на корпусе, снабженной пружиной 68 и упорами 69. Устройство работает следующим образом. Очередной поперечный стержень 70 подается роликами 1 и 3 трения, которые закатывают его и за счет
5
крутящего момента, создаваемого двигателем 2, сообщают ему прямолинейное поступательное перемещение, Прямолинейность перемещения обеспечивают направляющие фильеры 62, установленные на кронщтейнах, закрепленных на горизонтальном стержне 61 около каждой пары электродов. Если поперечный стержень перемещается до неподвижного упора 7, то электромагнит 31 подключается в цепь Яитания, а его якорь-втягивается катушкой, и с помощью тяги 27 поворачивает ось 19, прижимая ролик 18 к перемещающемуся стержню 70, который с помощью приводного ролика 8 производит досылание укороченного стержня до неподвижного, упора после схода его с роликов 1 и 3 механизма подачи. При этом поперечный стержень, пролета я во впадкне поворотного диска 33, воздействует на нажимной рычаг 67 неподвижного упора, который поворачивается и нажимает на кнопку микровыключателя 66. Последний замыкает цепь управления автоматического режима сварки и перемещения арматурной сетки и размыкает цепь управления катушкой электромагнита 31 и электродвигателя 1 2.. Якорь электромагнита своим движением вьгеодит прижимной ролик 18 из рабочего положения. Во время перемещения .арматурной сетки на шаг с помощью захватов 71, установленных на каретке сварочной машины (ре показана), приваренный поперечный стержень 7.0 воздействует на профиль зуба четырехзубовой звезаочки 33, поворачивая ее в сторону перемещения. При этом стержень поддерживается на определенном уровне с помощью направляющих 60, которые позволяют сходить ему с профиля зуба без удара. Положение звездочки 33 фиксируется с помощью рычага 43 фиксатора положения, который плоской поверхностью 42 ориентирует четырехгранник 41 вала 34 звездочки 33 в заданном положении за счет усилия пружины 45. Такая конструкция фиксатора положения обеспечивает сварку сеток с шагом меньшим шага звездочки, так как после поворота звездочки на 45 рычаг 43 фиксатора своей плоской поверхностью 4 под действием усилия пружины 45 доворачивает звездочку до 90, уста55196
навливая ее в рабочее положение. Вместе с поворотом звездочки поворачиваются плоские рычаги- 47 и 48 подвижного упора, которые перекрыв 5 ют окна между зубьями звездочки. Таким образом, происходит автоматическая перестройка системы для приема очередного укороченного поперечного стержня до подвижного упора, обеспечивая его смещение к противоположной стороне арматурной сетки. В этом случае поперечный стержень подается до упора только с помощью приводного 1 и поджимного 3 роликов
трения механизма .подачи. Досылающий механизм в это время отключен. Очередной поперечный стержень, пролетая между зубьями звездочки 33, доходит до плоского рычага 47 и своим
У движением повора чивает его, рьгчаг 47 надавливает на нажимной рычаг 67, а последний - на кнопку микровыключателя 66. Происходит остановка с.тержня и включение механизмов на
25 режим автоматической сварки поперечного стержня и перемещение арматурной сетки на шаг, а также включение электродвигателя 1 2 досылающего механизма и поворот прижимного ролика 18 с помощью электромагнита 31. После перемещения арматурной сетки на шаг устройство опыть автоматически перестраивается для приема следующего поперечного стержня.
При изменении шага продольных стержней арматурной сетки изменяют положение досылающего механизма. Для этого ослабляют два стопорных
40 болта 16 с контргайками 17, перемещают кронштейн 10 по направляющим 14 в требуемое положение и производят фиксирование болтами 16 и контргайками 17. То же самое производят
45 с кронштейнами 21 прижимного ролика 18, который перемещают по направляющей 23, а с помощью- болта 24 и контргайки 25 фиксируют его положение на направляющей 23, Подобным
50 способом поступают и с кронщтейном 36 механизма для автоматических команд на подачу поперечных стержней до подвижного или неподвижного упоров. Положение плоских
55 рычагов 47 и 48 подвижного упора регулируют путем перемещения стержня 46 по направляющей втулке 35. После установки их в требуемом положении стержень 46 стопорится на втулке 35 с помощью стопорного болг та 58 и контргайки 59.
Благодаря вьтолнению подвижного упора в виде взаимодействующих с конечным выключателем цепи управле1165519.8
ния подпружиненных плоских рычагов, расположенных во впадинах поворотного диска через одну, который выполнен в виде четырехэубой звездочки, упрощается конструкция предлагаемого устройства. §
ВидГ Фик.8
BuffJ Вид Ж
фиг.9 4ff 60 51 / / /
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Машина для контактной точечной сварки арматурных сеток | 1974 |
|
SU526425A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Волков Л.А., Королев В.В | |||
| ПАРОВОЙ КОТЕЛ | 1926 |
|
SU7798A1 |
| - Строительные и дорожные машины, 1976, № 12. | |||
