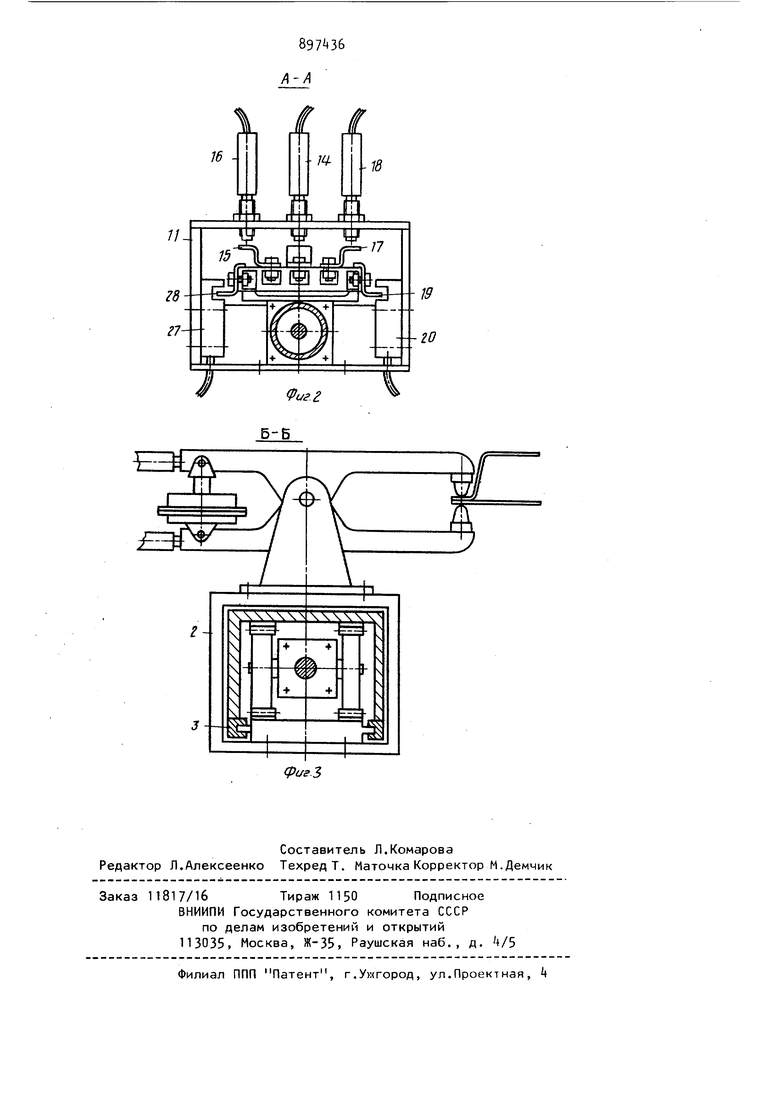
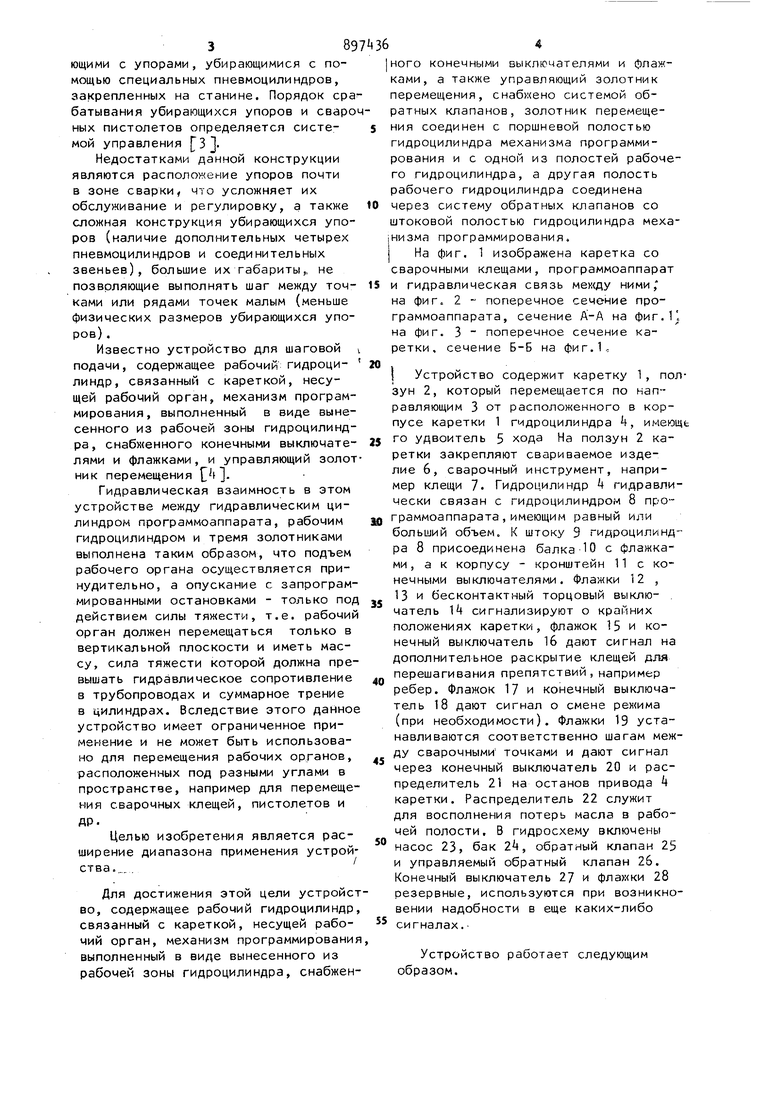
Изобретение относится к машиностроению, в частности к механизмам сварочных машин, предназначенных дл перемещения с переменном шагом по заданной программе деталей или сварочного инструмента при многоточечной сварке. Известно устройство для шаговой подачи деталей под сварку, состояще из каретки с зубчатой рейкой, цилин ра шаговой подачи, механизма торможения каретки, привода каретки и системы управления этими механизмами 1. Однако это устройство обеспечива подачу только с постоянным шагом. Известно устройство для подачи продольных стержней в машинах для сварки арматурных сеток, содержащее программоаппарат в виде многопозиционно|го делительного устройства с приводом от пневмоцилиндра через храповую муфту, а также гидравлическую и пневматическую аппаратуру 2. Недостатками этого устройства являются сложность конструкции, а также то, что перемещение делительного устройства в исходное положение после отработки первых элементов программы (например, при наладочном режиме работы) возможно только способом циклического поворота устройства в сторону продолжения программы, что снижает возможности их применения. Известна машина для многоточечной контактной сварки, содержащая подвижный стол с приспособлениями для закрепления свариваемой детали, неподвижные узлы сварки в виде ряда пистолетов, и привод стола, состоящий из пневмо- или гидроцилиндра, связанного через удвоитель хода цепной передачей со столом. Программа перемещения стола задается регулируемыми упорами,, закрепленными на столе, взаимодействующими с упорами, убирающимися с помощью специальных пневмоцилиндров, закрепленных на станине. Порядок сра батывания убирающихся упоров и сваро ных пистолетов определяется системой управления 3. Недостатками данной конструкции являются расположение упоров почти в зоне сваркиf что усложняет их обслуживание и регулировку, а также сложная конструкция убирающихся упоров (наличие дополнительных четырех пневмоцилиндров и соединительных звеньев), большие их габариты,, не позволяющие выполнять шаг между точками или рядами точек малым (меньше физических размеров убирающихся упоров). Известно устройство для шаговой подачи, содержащее рабочий гидроцилиндр, связанный с кареткой, несущей рабочий орган, механизм программирования, выполненный в виде вынесенного из рабочей зоны гидроцилиндра, снабженного конечными выключателями и флажками, и управляющий золот ник перемещения pt . Гидравлическая взаимность в этом устройстве между гидравлическим цилиндром программоаппарата, рабочим гидроцилиндром и тремя золотниками выполнена таким образом, что подъем рабочего органа осуществляется принудительно, а опускание с запрограммированными остановками - только под действием силы тяжести, т.е. рабочий орган должен перемещаться только в вертикальной плоскости и иметь массу, сила тяжести которой должна превышать гидравлическое сопротивление в трубопроводах и суммарное трение в цилиндрах. Вследствие этого данное устройство имеет ограниченное применение и не может быть использовано для перемещения рабочих органов, расположенных под разными углами в пространстве, например для перемещения сварочных клещей, пистолетов и Целью изобретения является расширение диапазона применения устрой ства.,. . Для достижения этой цели устройс во, содержащее рабочий гидроцилиндр связанный с кареткой, несущей рабочий орган, механизм программировани выполненный в виде вынесенного из рабочей зоны гидроцилиндра, снабжен ного конечными выключателями и флажками, а также управляющий золотник перемещения, снабжено системой обратных клапанов, золотник перемещения соединен с поршневой полостью гидроцилиндра механизма программирования и с одной из полостей рабочего гидроцилиндра, а другая полость рабочего гидроцилиндра соединена через систему обратных клапанов со штоковой полостью гидроцилиндра механизма программирования. На фиг. 1 изображена каретка со сварочными клещами, программоаппарат и гидравлическая связь меходу ними, на фиг. 2 - поперечное сечение программоаппарата, сечение А-А на фиг. Г. на фиг. 3 - поперечное сечение каретки, сечение Б-Б на фиг.1, I Устройство содержит каретку 1, ползун 2, который перемещается по направляющим 3 от расположенного в корпусе каретки 1 гчдроцилиндра , имеющь го удвоитель 5 хода На ползун 2 каретки закрепляют свариваемое изделие 6, сварочный инструмент, например клещи 7. Гидроцилиндр 4 гидравлически связан с гидроцилиндром 8 программоаппарата , имеющим равный или больший объем. К штоку 9 гидроцилиндра 8 присоединена балка-10 с флажками, а к корпусу - кронштейн 11 с конечными выключателями. Флажки 12 , 13 и бесконтактный торцовый выклю- . чатель сигнализируют о крайних положениях каретки, флажок 15 и конечный выключатель 16 дают сигнал на дополнительное раскрытие клещей для перешагивания препятствий,например ребер. Флажок 17 и конечный выключатель 18 дают сигнал о смене режима (при необходимости). Флажки 19 устанавливаются соответственно шагам между сварочными точками и дают сигнал через конечный выключатель 20 и распределитель 21 на останов привода каретки. Распределитель 22 служит для восполнения потерь масла в рабочей полости. В гидросхему включены насос 23, бак 2, обратный клапан 25 и управляемый обратный клапан 25. Конечный выключатель 27 и 28 резервные, используются при возникновении надобности в еще каких-либо сигналах.Устройство работает следующим образом.
Устаназливается шаг флажков 19 на балке 10 соответственно шагу точек. От кнопки срабатывает распределитель 21 (в дальнейшем он работает автоматически) и подает масло от на- $ coca 23 в полость а цилиндра 8, передвигая поршень этого цилиндра и балку 10 с флажками. Распределитель 21 одновременно с подачей масла в полость а открывает клапан 26 и вытес- О ненная порция масла из полости в цилиндра 8 поступает в полость с рабочего цилиндра и и передвигает корпус цилиндра и через реечное зацепление удвоитель 5 хода передвигает.- 15 ползун 2 с,клещами 7 до тех пор, пока один из флажков 19 не дойдет до зоны срабатывания конечного выключателя 20 и он не даст сигнала на распределитель 21 на прекращение по- И дами масла в полость а. Масло из полости d при этом поступает в бак 2k. Конечный выключатель 20 дает одновременно сигнал на сварку, и остановившиеся клещи выполняют первую сварную W точку. После окончания сварки одной точки сигнал от регулятора циклов сварки поступает на выключение распределителя 21 и цикл повторяется. После сварки последней точки срабатывает коЗв нечный выключатель k от флажка 13 и дает сигнал через распределитель 21 на возврат каретки в исходное положение и через распределитель 22 на восполнение потерь масла в рабочей 35 полости. После этого весь цикл повторяется на следующей свариваемой детаг ли,
Такое устройство просто, компактно, удобно и в обслуживании и при измене-4в НИИ программы перемещения для перехода к варке другого изделия, так как программоаппарат можно располагать на панели управления.
Точность перемещения обусловлена 5 зоной срабатывания конечного выключателя, составляющей 1-2 мм. Так как шаг между точками равен 20 мм и более, такая точность вполне достаточна. При необходимости точность шага можно увеличить, уменьшив диаметр цилиндра программоаппарата и увеличив его ход при сохранении объема, при этом можно получить более мелкий шаг передвижения каретки.
Устройство может быть использовано при расположении рабочего органа под разными углами в пространстве.
Формула изобретения
Устройство для шаговой подачи, преимущественно при перемещении сварочных клещей, содержащее рабочий гидроцилиндр, связанный с кареткой, несущей рабочий орган, механизм программирования, выполненный в виде вынесенного из рабочей зоны гидроцилиндра, снабк енного конечными выключателями и флажками, и управляющий золотник перемещения, отличающееся тем, что, с целью расширения диапазона применения, устройство снабжено системой обратных клапанов, золотник перемещения соединен с поршневой полостьЬ гидроцилинд1эа механизма программирования и с одг ной из полостей рабочего гидроцилиндра, а другая полость рабочего гидроцилиндра соединена через систему обратных клапанов со штоковой полостью гидроцилиндра механизма про-;: граммирования.
Источники информациии, принятые во внимание при экспертизе I 1. Авторское свидетельство СССР № 59012, кл. В 23 К 37/0, 1975.
2.Авторское свидетельство СССР № 32513, кл. В 23 К 11/10, 1970.
3.Авторское свидетельство СССР № k72710, кл. В 23 К 11/10, 1973.
k. Авторское свидетельство СССР № 339907, кл. F 15 В 21/02, 1970 (прототип ).
Б-Б
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для шаговой подачи | 1986 |
|
SU1395440A1 |
| УСТРОЙСТВО ДЛЯ ШАГОВОЙ ПОДАЧИ СВАРОЧНЫХ КЛЕЩЕЙ | 1994 |
|
RU2065805C1 |
| Гидропривод шаговых перемещений | 1985 |
|
SU1375866A1 |
| Машина для контактной точечной сварки | 1982 |
|
SU1073041A1 |
| Шаговый конвейер | 1982 |
|
SU1066910A2 |
| Шаговый конвейер | 1982 |
|
SU1062141A1 |
| Установка для контактной сварки | 1978 |
|
SU764893A1 |
| АДАПТИВНЫЙ ПНЕВМОГИДРАВЛИЧЕСКИЙ РОБОТ | 2002 |
|
RU2224637C1 |
| ФРЕЗЕРНЮ-ОТРЕЗНОЙ СТАНОК ДЛЯ ИЗМЕРЕНИЯ И ДЕЛЕНИЯ ЗАГОТОВКИ БЕЗ ОСТАТКА | 1973 |
|
SU382480A1 |
| Гидропривод шагового перемещения | 1977 |
|
SU691614A1 |