1
Изобретение относится к сварке сеток для армирования железобетонных конструкций и может быть использовано на заводах сборного железобетона и специализированных заводах, выпускающих арматурные каркасы и сетки.
Известно устройство для сварки арматурных сеток, содержащее поворотные в вертикальной плоскости рычаги с пазом.
Однако это устройство не позволяет изготавливать сетку с малым шагом поперечных стержней, а рычаги осуществляют ненадежную фиксацию прутка.
Наиболее близким к предлагаемому изобретению по технической сущности и достигаемому результату является устройство для сварки арматурных сеток, содержащее размещенные на станине верхние и нижние электроды, механизм подачи сетки на шаг, механизм подачи поперечных стержней и шарнирно закрепленные рычаги, замыкающие цепь управления сварочным циклом.
Недостатком этого устройства является наличие механизма синхронизации движений каретки и привода подачи поперечных стержней, а то, что сварочный цикл происходит при положении каретки в заднем положении.
Цель изобретения - повышение производительности и упрощение конструкции.
Для этого в предлагаемом устройстве рычаги подпружинены от станины, установлены с возможностью поворота в вертикальной плоскости и имеют вырезы, обращенные в сторону механизма подачи поперечных стержней.
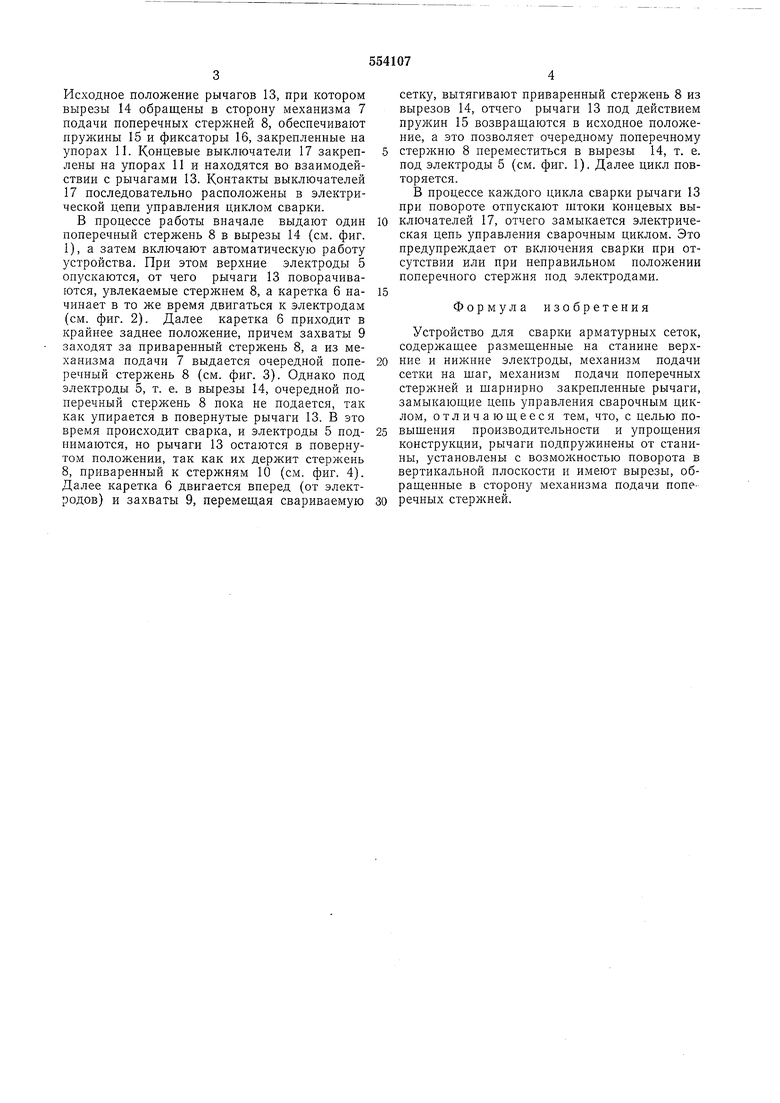
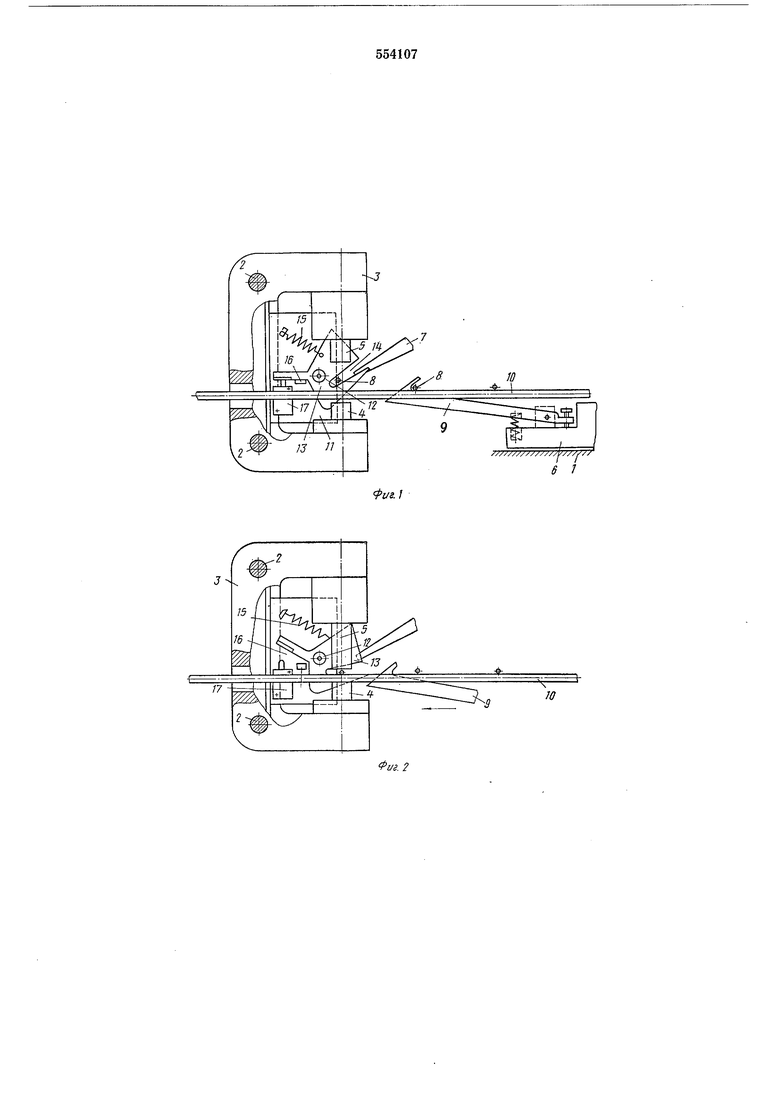
На фиг. 1 изображено предлагаемое устройство, каретка в крайнем переднем положении, общий вид; на фиг. 2 - то же, в момент движения каретки к электродам; на фиг. 3 - то же, каретка в крайнем заднем положении; па фиг. 4 - то же, каретка в начале движения вперед.
Устройство содержит станину 1, на которой с помощью штанг 2 смонтированы силовые скобы 3. На скобах расположены нижние неподвижные 4 и верхние подвижные 5 электроды. Каретка 6 установлена на станине 1 с возможностью продольного возвратно-поступательного движения от толкающего привода (на чертежах не показан). Механизм 7 подачи поперечных стержней 8 смонтирован на станине 1 над кареткой 6. На каретке 6 расположены подпружиненные захваты 9, служащие для взаимодействия с поперечными стержнями 8, приваренными к продольным стержням 10 свариваемой сетки. Упоры 11 смонтированы на штангах 2, закрепленных на станине 1. На упорах И с помощью пальцев 12 установлены рычаги 13, имеющие вырезы 14,
Исходное положение рычагов 13, при котором вырезы 14 обращены в сторону механизма 7 подачи поперечных стержней 8, обеспечивают пружины 15 и фиксаторы 16, закрепленные на упорах 11. Конпевые выключатели 17 закреплены па упорах 11 и находятся во взаимодействии с рычагами 13. Контакты выключателей 17 последовательно расположены в электрической цепи управления циклом сварки.
В процессе работы вначале выдают один поперечный стержень 8 в вырезы 14 (см. фиг. 1), а затем включают автоматическую работу устройства. При этом верхние электроды 5 опускаются, от чего рычаги 13 поворачиваются, увлекаемые стержнем 8, а каретка 6 начинает в то же время двигаться к электродам (см. фиг. 2). Далее каретка 6 приходит в крайнее заднее положение, причем захваты 9 заходят за приваренный стержень 8, а из мехапизма подачи 7 выдается очередной поперечный стержень 8 (см. фиг. 3). Однако под электроды 5, т. е. в вырезы 14, очередной поперечный стержень 8 пока не подается, так как упирается в повернутые рычаги 13. В это время происходит сварка, и электроды 5 поднимаются, но рычаги 13 остаются в повернутом положении, так как их держит стержень 8, приваренный к стержням 10 (см. фиг. 4). Далее каретка 6 двигается вперед (от электродов) и захваты 9, перемещая свариваемую
сетку, вытягивают приваренный стерл ень 8 из вырезов 14, отчего рычаги 13 под действием пружин 15 возвращаются в исходное положение, а это позволяет очередному поперечному
стержню 8 переместиться в вырезы 14, т. е. под электроды 5 (см. фиг. 1). Далее цикл повторяется.
В процессе каждого цикла сварки рычаги 13 при повороте отпускают штоки концевых выключателей 17, отчего замыкается электрическая цепь зправления сварочным циклом. Это предупреждает от включения сварки при отсутствии или при неправильном положении поперечного стержня под электродами.
Формула изобретения
Устройство для сварки арматурных сеток, содержащее размещенные на станине верхние и нижние электроды, механизм подачи сетки на шаг, механизм подачи поперечных стержней и шарнирно закрепленные рычаги, замыкающие цепь управления сварочным циклом, отличающееся тем, что, с целью повышения производительности и упрощепия конструкции, рычаги подпружинены от стапипы, установлены с возможностью поворота в вертикальной плоскости и имеют вырезы, обращеппые в сторону механизма подачи поперечных стержней.
6 7
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки сеток | 1976 |
|
SU592498A1 |
| Устройство для сварки сеток | 1986 |
|
SU1391832A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для сварки арматурных сеток | 1974 |
|
SU574257A1 |
| УСТРОЙСТВО для СВАРКИ плоских | 1973 |
|
SU407679A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Машина для сварки арматурных сеток | 1979 |
|
SU880664A1 |
| Устройство для контактной точечной сварки арматурных сеток | 1989 |
|
SU1680465A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
р
N1
Ч
