I
Изобретение относится к оборудованию для сварки арматурных сеток из прутковой стали и может быть использовано на заводах сборного железобетона при сварке арматурных сеток.
Известно устройство для сварки сеток, содержащее станину, электроды, каретку для перемещения сетки на шаг с захвата- ми механизм корректировки шага, выполненный в виде поворотного вала с толкателями, закрепленными на кронштейнах, смонтированных на станине с возможностью установочного перемещения, и упора, установленного на каретке с возможностью установочного перемещения относительно нее l.
Недостаток известного устройства заключается в том, что невозможна сварка сеток с переменным щагом поперечнЫх стержней.
Наиболее близкой по технической сущности является мащина для сварки армаlypiibDc сеток, содержащая смонтированные нп станине сварочные электроды И меха-.
,низм шаговой подачи сетки, выполненной в виде каретки с захватами, установлен ной с возможностью качания н перемещения в направлении подачи сетки на заданные шаги 2. Однако известная машина не обеспечивает требуемую точность шага поперечных прутков при сварке сеток с продольными стержнями мерной длины вследствие дополнительных перемещений сетки по инерции после остановки каре- 10ки. При этом, вследствие накопленной погрещности -щагов, последний поперечньй стержень может оказаться за пределами длины продольньк стержней.
Цель изобретения - повышение точносtsти шага поперечных стержней.
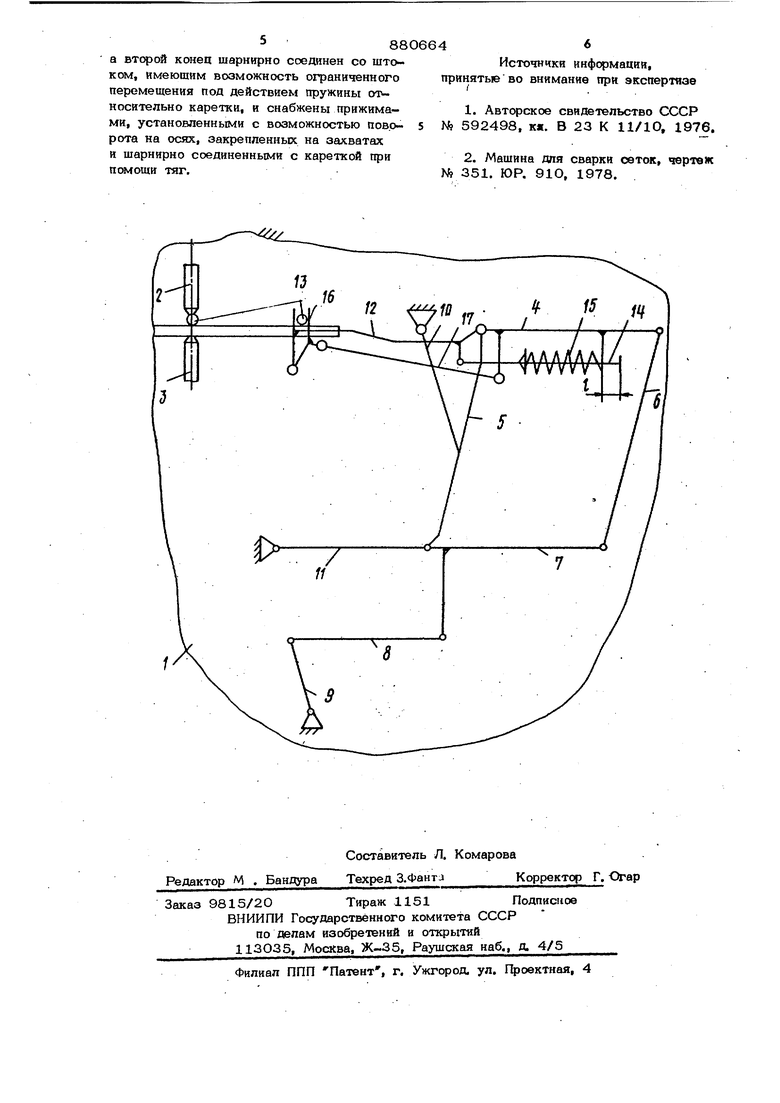
Поставленная цель достигается тем. что в машине, содержащей смонтированные на станине сварочные электроды и механизм шаговой подачи сетки, выполиен30ньй в виде каретки с захватами, установленной с возможностью качания и перемещения в направлении подачи сетйи на заданные шаги, механизм шаговой поаачл снабжен подпружиненным штоком, связанньгм с захватами, захваты установлены на каретке шарнирно, выполнены в виде двуп; ечего рычага, один конец которого установлен с возможностью взаимодействия с поперечными стержнями сеток, а второй конец шарнирно соединен со што ком, имеющим возможность ограниченного перемещения под действием пружины от носительно каретки, и снабжены прижимами, установленными с возможностью повфота на осях, закреплённых на захватах, и шарнирно соединенными с кареткой при помощи тяг. На чертеже показана кинематическая схема машины для сварки арматурных се ток. На станине 1 установлены подвижные 2 и неподвижные. 3 электроды. Каретка 4 шарнирно установлена на шатунах 5 и 6, в свою очередь, соединенных шарнирно с плечом Двуплечего рычага 7, второе плечо которого шарнирно соединено при помощи тяги 8 с кривошипом 9, совершающим периодические качания от привода (не показан). Середина шатуна S шарнир но соединена с кривошипом 10, передающим переодические качания на запрограм мированные углы от привода и имеющим длину, равную половине длины шнура 5. Ось шарнира, соединяющего шатун 5 с рычагом 7, установлена на конце рычага 11 длина которого равна длине тяги 8, а второй конец закреплен щарнирн на станине 1, Захват 12 установлен шар нирно на каретке 4 и выполнен в виде двуплечего рычага, один конец которого взаимодействует с поперечным стержнем 13 сетки, а второй шарнирно соединен со штоком 14, который при прекращении взаимодействия захвата с попереч ным стержнем имеет возможность перемещаться на величину i под действием пружины 15. На захвате 12 с возможностю качания на оси установлен прижим 16, который при помощи тяги 17 шарнирно соединен с кареткой 4. Машина работает следующим образом. В положении, указанном на чертеже,. производится сварка электродами 2 и 3. В это время кривошип 9 поворачивается по часовой стрелке, поворачивая карат ку, 4 через тягу 8, рычаг 7 и шатун 6 против часовой стрелки вокруг верхнего конца шатуна 5. Flptf этом захват 12 не теряет контакт с поперечным стержнем 1 до тех пор, пока шток 14, перемещаясь под действием пружины 15, не перемеотится на величину -t , а в это время тяГа 17, перемещаясь вследсргвие поворота каретки 4, поворачивает прижим 16 и отводит его от иоггеречного сторжня 13. При дальнейшем повороте каретки 4 вместе с ней без взаимных перемещений поворачиваются и захват 12с прижимом 16 и тягой 17, при этом захват 12 и прижим 16 отпускаются ниже поперечных стержней 13, Кривошип 9 останавливается, а кривошип Ю повфачивается по часовой стрелке и поворачивает относительно рычага 7 шатуны 5 и 6, перемещая каретку 4 с захватом 12 и прижимом 16 влево до вновь приваренного поперечного стержня 13. Кривошип 10 останавливается, а затем кривошип 9 возвращается в исходное положение. Каретка 4 поворачивается посредством тяги 8, рычага 7 и шатуна 6 по часовой стрелке вокруг верхнего шарнира шатуна 5, при этом захват 12 поворачивается только До соприкосновения с поперечным стержйем 13, после чего он останавливается, а каретка 4, щэодолжая поворачиваться, через тягу 17 поворачивает прижим 16 и зажимает поперечный стержень 13, Кривошип 9 останавливается, а кривошип Ю поворачивается против часовой стрелки на следующий заданный угол, соответствующий требуемому шагу, поворачивая по часовой стрелке шатуны 5 и G, и перемещает каретку 4 со свариваемся на следующий шаг. После этого процесс повторяется. Использование данного изобретения позволяет сваривать с необходимой точностью сетки с продольными стержнями мерной длины и переменным шагом поперечньк стержней. Формула изобретения Машина для сварки арматурных сеток, содержащая смонтированные на станине сварочные электроды к механизм шаго- вой подачи сетки, выполненный в виде каретки с захватами, установленной с возможностью качания и перемещения в направлении подачи сетки на заданные шаги, отличающаяся тем, что, с целью повышения точности шага поперечных стержней, механизм шаговой подачи снабжен подпружиненным штоком, связанньп. с захватами, захваты установлены на каретке шарнирно, выполнены в виде двуплечего рычага, один конец которого установлен с возможностью взаимодействия с поперечными стержнями сеток. 588 а второй конец шарнирно соединен со штоком, имеющим возможность ограниченного перемещения под действием пружины OTVносительно каретки, и снабжены прижимами, установленными с возможностью поворота на осях, закрепленных на захватах и шарнирно соединенными с кареткой при помощи тяг. 4 Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР N9 592498, кн. В 23 К 11/1О, 1976. 2. Машина для сварки сеток, чертеж N9 351. ЮР. 910, 1978.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Устройство для контактной точечной сварки арматурных сеток | 1989 |
|
SU1680465A1 |
| Автоматическая линия для изготовления арматурных каркасов | 1984 |
|
SU1337176A1 |
| КОНТАКТНОЙ СВАРКИ СЕТОК | 1971 |
|
SU322243A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ СВАРКИ АРМАТУРНЫХ СЕТОК | 1991 |
|
RU2020017C1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
