(54) ЛИНИЯ ДЛЯ СБОРКИ ПОД СВАРКУ И СВАРКИ ГШОСКИХ КАРКАСОВ ИЗ ПРОДОЛЬНЫХ И ПОПЕРЕЧНЫХ I Изобретение относится к области свар ки,а именно к конструкции линии для сборк под сварку и сварки плоских каркасов из продольных и поперечных стержней. Наиболее успешно эта линия может быть использована на заводах сборного железобетона для изготовления армату1 ных каркасов. Известно устройство для сварки арматурных каркасов, содержащее станину механизм сварки, приводную каретку с толкателем и контактирующий с ним досылатель поперечных стержней 1 , фиксирование поперечных стержней в зон сварки обеспечивается посредством отогнутых концов ограничителей, пружинящих фиксаторов и досылателя, которые при переходе на другой тип каркасов необходимо перестанавливать, что снижает производительность за счет увеличения времени на переналадку. Известна линия для сварки каркасов, содержащая сварочную машину, стеллажи для укладки мерных продольных стер-.
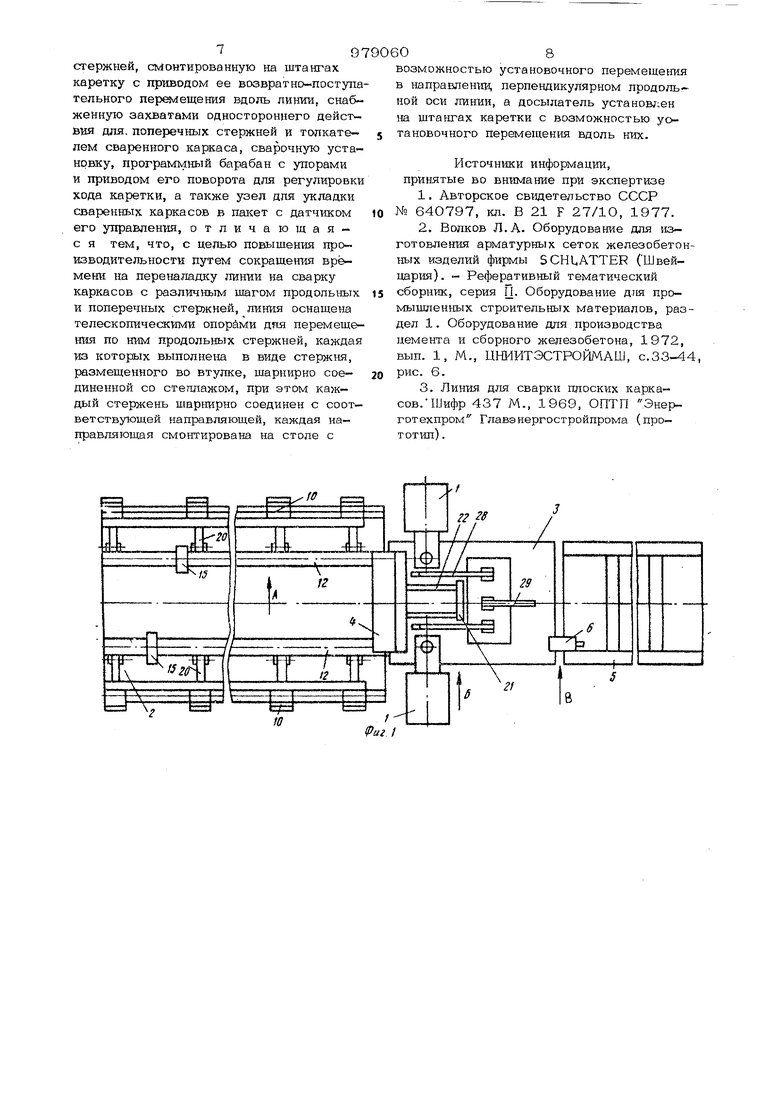
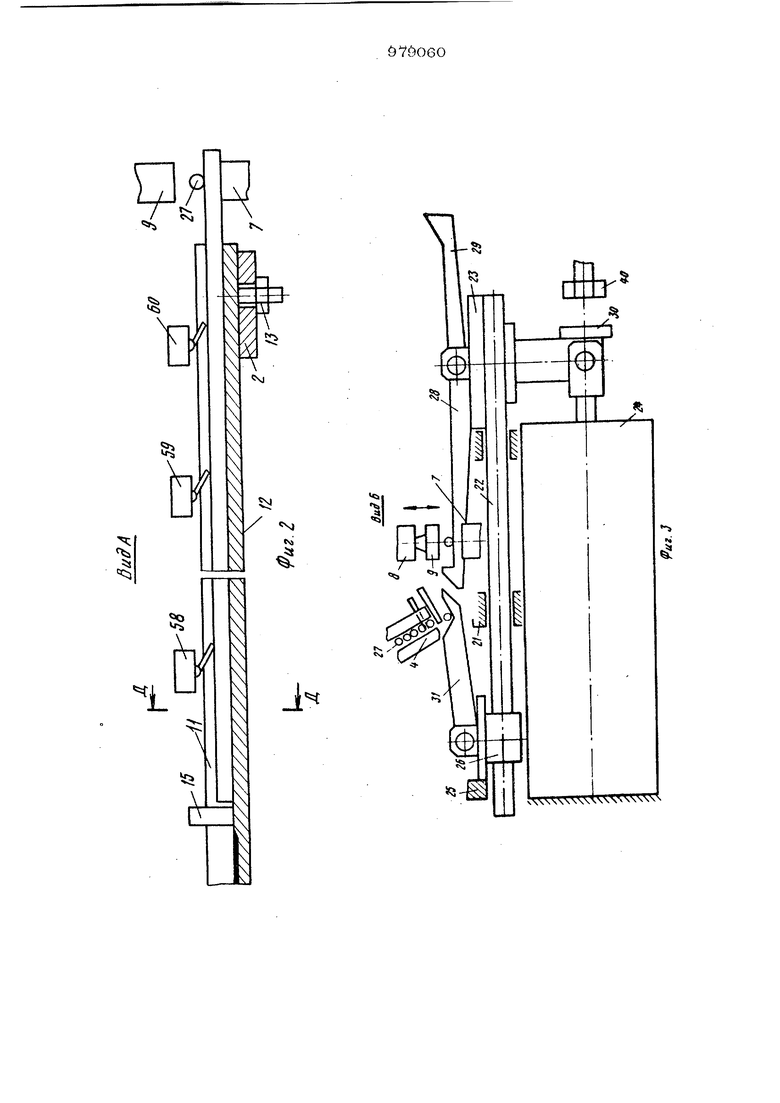
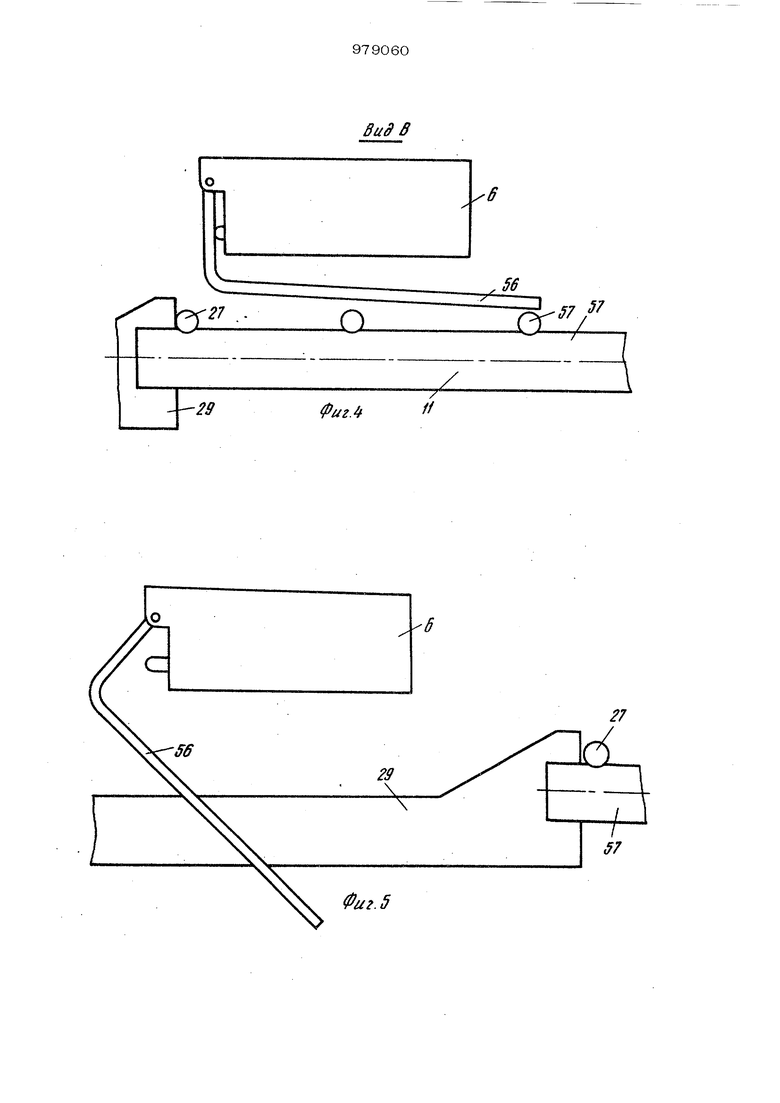
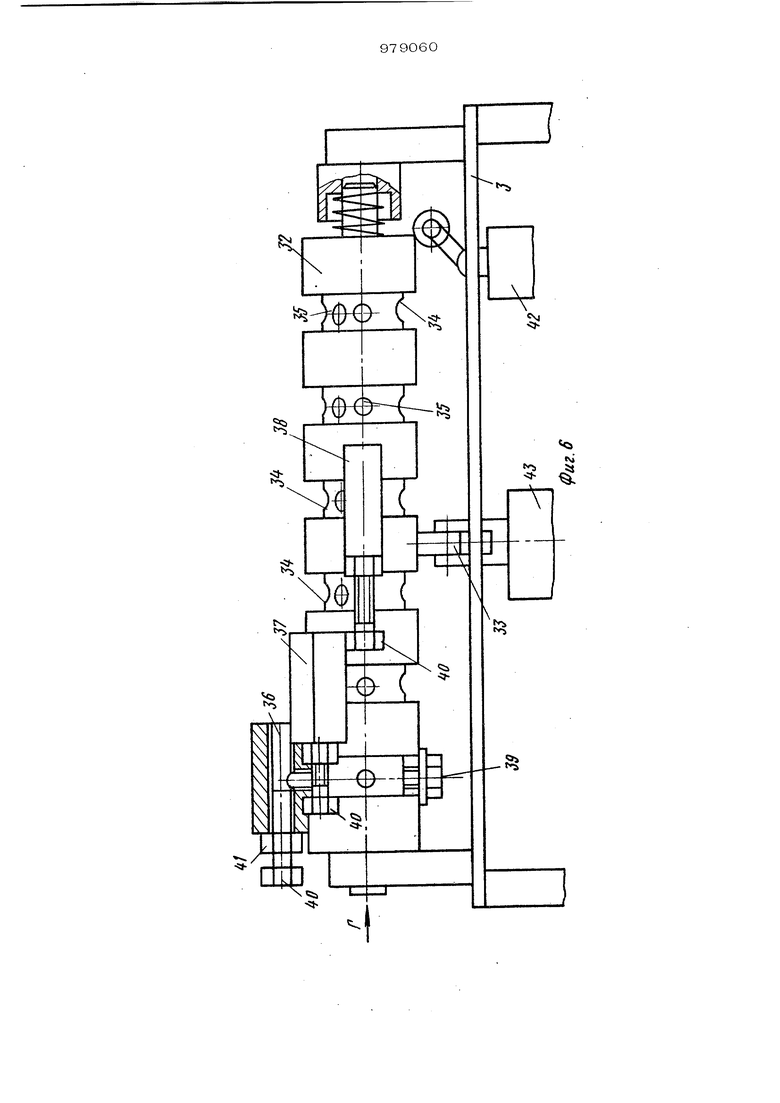
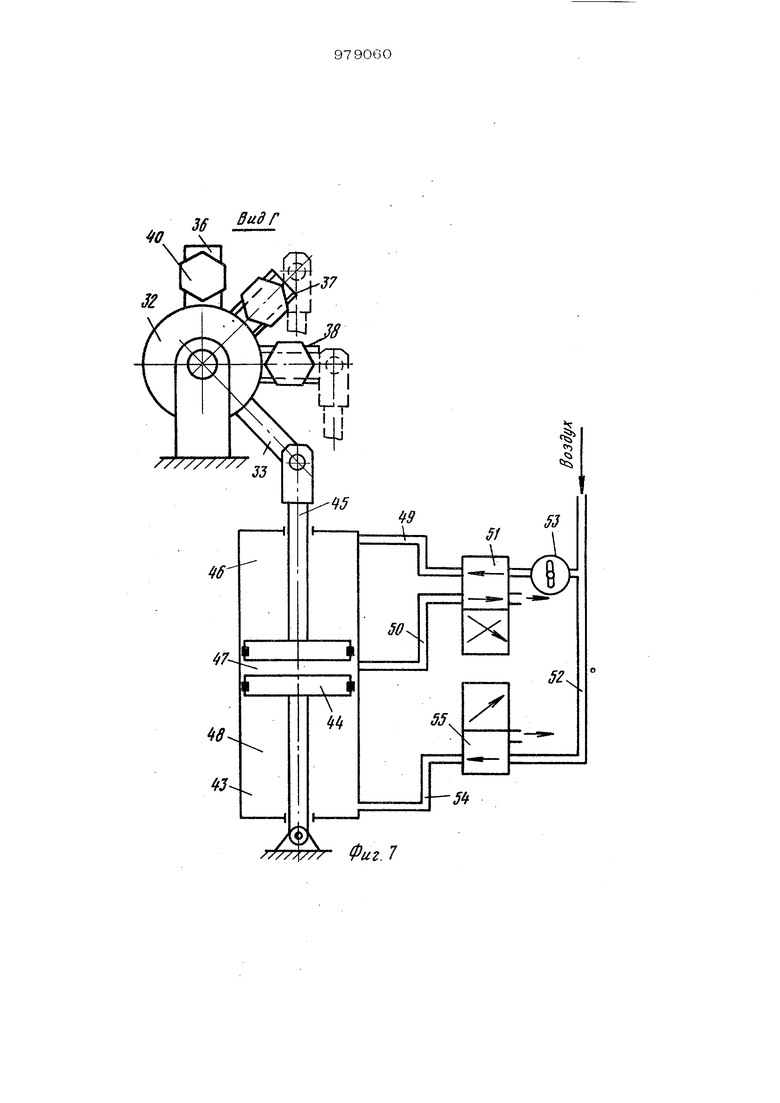
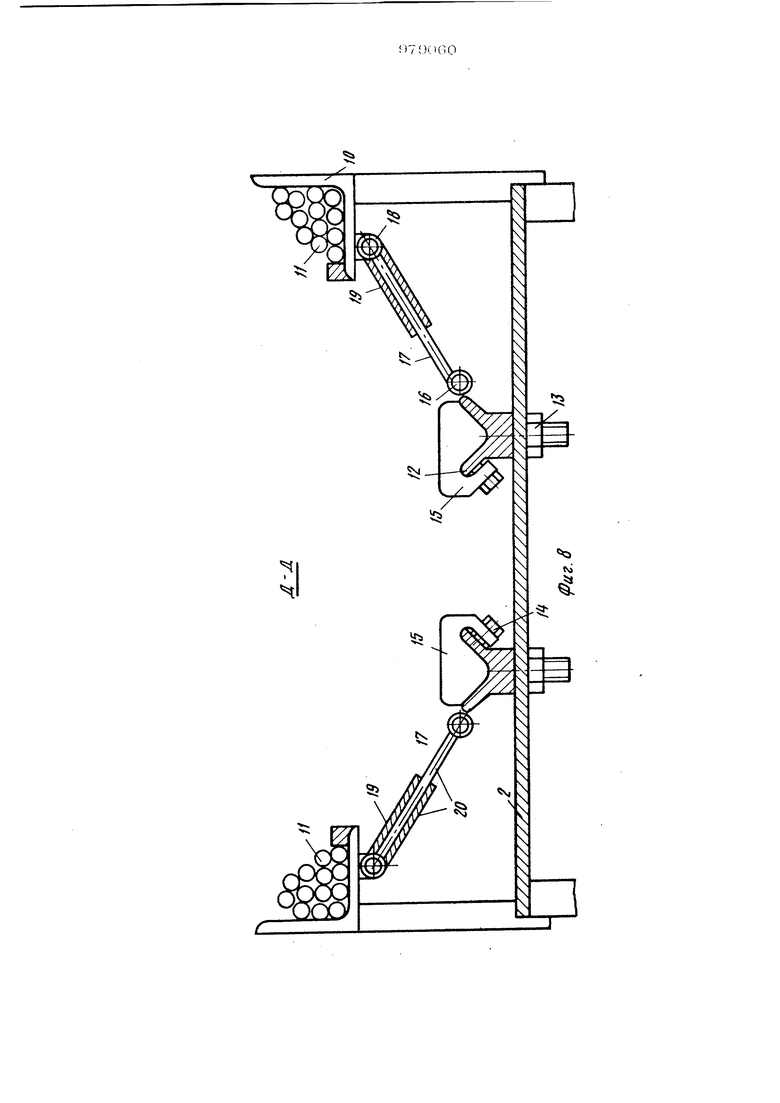
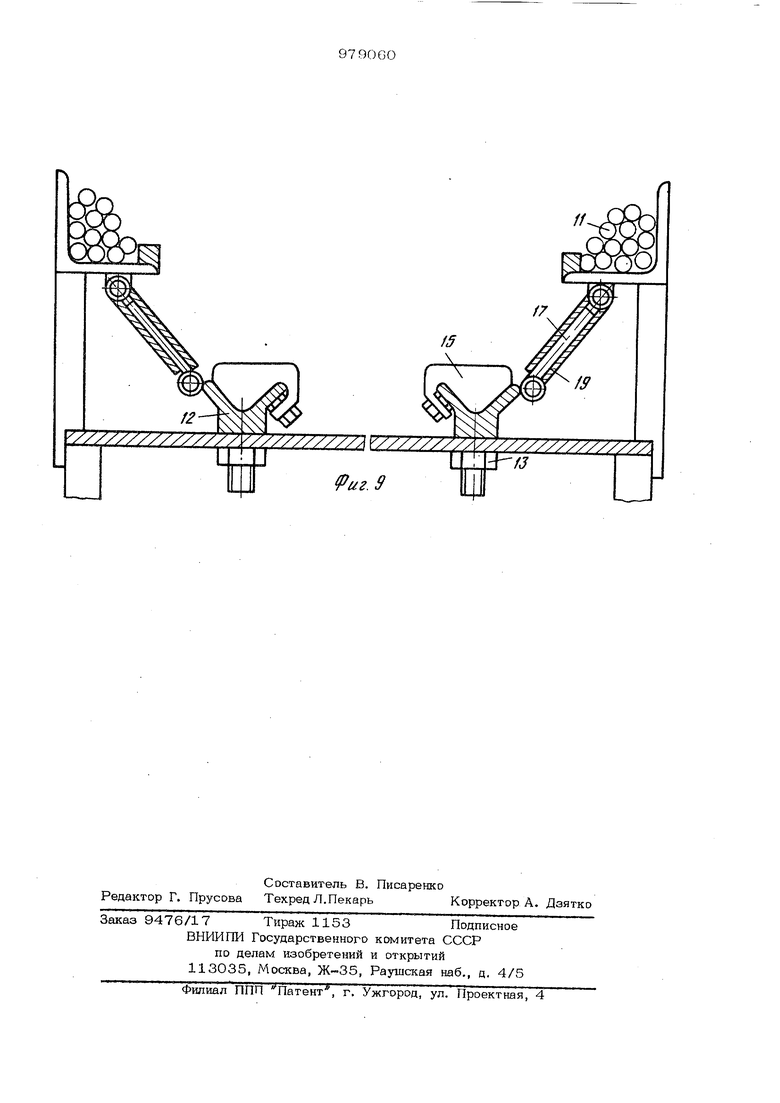
СТЕРЖНЕЙ жней, бункер для подачи поперечных стержней,- механизм перемещения каркаса с программным аппаратом для изменения шага, пакетировщик и датчики управления линией 2 . Известна линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней, содержащая смонтированные на основании стол, снабженный стеллажами для продольных стерж-ней и направляющими по числу стеллажей с фиксаторами для продольных стержней, бункер для поперечных стержней с досы- дателем для поштучной подачи поперечных стержней, смонтированную на штавгах каретку с приводом ее возвратнопоступательного перемещения вдоль линии, снабженную захватами одностороннего действия для поперечных стержней и толкателем сваренного каркаса, сварочную установку, программный барабан с упорами и приводом его поворота для регулировки хода каретки, а также узел для укладки сваренных кархшсов в пакет с дагчтжом его управления 3 } Недостатком известной линии является то, что она малопроизводительна, так как. велико время на переналадку ли нии на сварку каркасов с различным ша гом продольных, и поперечных стержней. Целью изобретения является создани такой конструкции линии, которая была бы более производительна благодаря со/ крашению времени на переналадку ли1ши на сварку каркасов с различным шагом продольных и поперечных стержней. Указанная цель в линии для сборки под сварку и сварки каркасов та продольным и поперечных стержней достигается тем, что в этой линии, содержащей смонтированные на основании стол, снабженный стеллажами для продольных стержней и направляющими по числу стеллажей с фиксаторами для про дольных стержней, бункер для поперечных стержней с досылателем для поштучной подачи поперечных стержней, смонтированную на штангах каретку с пр1шодом ее возвратно-яоступательного перемещения вдоль линии, снабженнуто захватами одностороннего действии для поперечных стержней и толкателем сваренного каркаса,сварочную установку, программный барабан с упорами и приводом его поворота для регулировки хода каретки, а также узел для укладки сваренных каркасов в пакет с датчиком его управления, линия оснащена телеско гщчес1ШМИ опорами для перемещения по ним продольных стержней, каждая из ко рых выполнена в виде стержня, размещенного во втулке, щарнирно соединенной со стеллажом, при этом каждый стержень ширнирно соединен с соответствующей 11аправянющей, кажд ая направ ляющая смонтирована на столе с возможностью установочного перемещения направлешш, перпендикулярном продольной оси линии, а досылатель установлен н щтангах каретки с возможностью установочного перемещения вдоль них. На фиг. 1 изображена предлагаемая пиния, вид сверху; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - ввд п стрелке Б на фИг. 1; на фиг. 4 - вид по стрелке В на фиг. 1; на фиг. 5 момент окончания взаимодействия Каракаса с датчиком узла для кладки сваренных каркасов в пакет; на фиг. 6 программный барабан; на фиг. 7 - вид по стрелке Г на фиг. 6; на фиг. 8 разрез Д-Д на фиг. 2; tra фиг. 9 - то же, что и на фиг. 8 с увеличенным расстоянием между направляющггми. Линия состоит из сварочной установки 1, стола 2, механюма 3 перемещеШ1Я каркаса, бункера 4 и узла 5 для укладки сваренных каркасов в пакет с датчиком 6 его управления. Сварочная установка 1 выполнена в ввде двух переставных одноточечных машин, каждая из которых имеет неподвижный электрод 7 и приводной электрододержатель 8 с электродом 9. На столе 2 закреплены стеллажи 10 для укладки продольных стержней 11 и установлены направляющие 12с крепежными гайками 13. На направляющих посредством болтов 14 закреплены фиксаторы 15 и смонтированы шарниры 16 со стержнями 17. На стеллажах посредством шарниров 18 закреплены втулки 19, которые совместно со cтepж шми 17 образуют телескопические опоры 20. Механизм перемещения каркаса состоит из втулок 21, в которых установлены штанги 22 с кареткой 23, связанного с кареткой 23 привода 24, ограничителя 25. и установленного на щтангах досылателя 26 для подачи . поперечных стержней 27. На каретке 23 щарнирно установлены подпружиненные захваты 28 одностороннего действия, толкатель 29 и закреплен выступ 30,а на досылателе 26 установлеТтЫ подпружиненные ловители 31. На механизме перемещения каркаса также установлен программный барабан 32, на котором закреплен рычаг 33, выполнены кольцевые пазы 34 и радиальные отверстия 35. В пазах 34 размещены переставные упоры 36-38, которые посредством гаек 39 зафиксированы в отверстиях 35 и имеют регулировочные болты 40, снабжен 1ые контргайками 41, На станине механизма 3 перемещения каркаса закреплен датчш 42, взаимодействующий с барабаном 32, и установлен привод, выполненный в ввде двухпоршневого пневмоцилиндра 43, поршень 44 которого шарнирно закреплен на станине, а поршень 45 связан с рычагом 33 барабана. Норшни 44 и 45 делят цилиндр на камеры 46-48. Смежные камеры 46 и 47 гибкими шлангами 49 и 50 связаны с воздухораспределителем 51, который подключен к системе 52 сжатого воздуха посредством редуктора 53, обеспечивающего понижение давления сжатого воздуха, а камера 48 посредством шланга 54 подключена к воздухораспределителю 55, который подключен к системе 52, Датчик 6 размещен в зоне действия толкателя 29 и имеет рычаг 56 его вкл чения, взаимодействующий с каркасом 5 На одной из направляющих 12 установлены датчики 58-60, которые обеспе чивают управление воздухораспределителями 51 и 55. Работает линия следующим образом. Со стеллажей 10 два хфодольных сте жня 11 сбрасывают на опоры 20, по ко торым они скатываются и попадают на направляющие 12. Затем передние концы стержней укладывают на нижние электро ды 7, а противоположные концы упирают в фиксаторы 15. После чего включают линию и производят сварку каркаса 57, при этом посредством привода 24 каретка 23 совершает возвратно-поступательное движение. При перемещении каретки 23 в сторону электродов 7 и 9 досылатель 26 перемещается до ограничителя 25, в результате чего ловители 31 расположатся под бункером 4, из которого выдают один поперечный стержень, а захваты 28 зацепляются за уже приваренный к продольных стержням 11 поперечный стержень 27. Затем каретку 23 отводят в исходное положение, при этом захваты 28 перемещают каркас 57 на щаг, а выступ 30 упирается в болт 40 упора 36, в результате чего барабан 32 смещается, сжимая пружину, и нажимает на датчик 42, который дает сигнал на повторение цикла. Когда стержень 11 освободит датчик 58, последний подает сигнал на воздухораспределитель 51, который из камеры 46 снимает давление сжатого воздутса, а в камеру 47 подает сжатый воздух. В результате этого поршень 45 поднимается в верхнее положение и поворачивает барабан 32 так, что упор 37 займет место упора 36, т.е. упор 37 займет рабочее .положение, при этом выступ ЗО ка ретки 23 будет доходить до болта 40 упора 37, в результате чего щаг увеличится. Когда конец стержня 11 освободит датчик 59, последний включит воздухораспределитель 55, который из камеры 48 снимет давление сжатого воздуха, в результате чего под действием давления сжатого воздуха камеры 47 порщень 45 поднимет пневмоцилиндр 43 так, что его нижний торец упрется в порщень 44 - между порщнями будет мак симальное расстояние, а барабан повергнется в положение, при котором упор 38 займет верхнее рабочее положение. В результате этого каретка 23 будет перемещаться на максимальный щаг для данного положения упоров. Когда стержень освободит датчик 60, один или оба воздухораспределителя переключатся в исходное положение, в результате чего барабан 32 повернется и упор 37 или 36 установится в рабочее положение, что обеспечит изменение щага. В процессе перемещения каркаса 57 поперечные стержни 27 доходят до узла 5 для укладки сваренных каркасов в пакет и нажимают на рычаг 56, который включает датчик 6, в результате чегоузел 5 займет положение для приема каркаса 57. После окончания сварки толкатель 29 захватывает каркас 57 за последний поперечный стернсень 27 и п&ремещает его за пределы рычага 56, в результате чего последний освобождается от нажатия каркаса 57 и отключает датчик 6, который дает сигнал на сброс каркаса. При переналадке на другой тип каркасов изменяют положение фиксаторов 15, размер между датчиками 58-6О, перестанавливают направляющие 12 и электроды 7 и 9 сварочной установки 1, упоры 36-38 переставляют в требуемые кольцевые пазы 34, а для установки более точного размера шага производят регулировку болтов 40. Причем если изменяется, последовательность изменения шагов, например в начале каркаса выполняют большие щаги, затем выполняют маленькие щаги, то jrnop 38, поворачивая по кольцевому пазу 34, смеи: ают в верхнее положение, а упор 36 - в нижнее. Линия позволяет по сравнению с базовым объектом, взятым за прототип, повысить производгттельность за счет сокращения времени на переналадку. Формулп изобретения Линия для сборки под сварку и свари плоских каркасов из продольных и поеречных стержней, содержащая смонтированные на основании стол, снабженный теллажами для продольных стержней..и направляющими по числу стеллажей с иксаторами для продольных стержней, ункер для поперечных стержней с досыателем для пощтучной подачи поперечных стержней, смонтированную на штангах каретку с приводом ее возвратно-поступа тельного переплетения вдоль лишга, снабженную захватами одностороннего действия для, поперечных стержней и толкателем сваренного каркаса, сварочную установку, программный барабан с упорами и приводом его поворота для регулировки хода каретки, а также узел для укладки сваренных каркасов в пакет с датчиком его управления, отличающая- с я тем, что, с целью повышения производительности путем сокрашешга врёмеш на переналадку линии на сварку каркасов с различным шагом продольных и поперечных стержней, линия оснащена телескопическими опорами дпя перемещения по ним продольных стержней, каждая из которых выполнена в виде стержня, размещенного во втулке, шарнирно соединенной со стеллажом, при этом каждый стержень шнрнирно соединен с соответств тощей направляющей, каждая направляющая смонтирована на столе с 97 08 возможностью установочного перемещения в направлении, перпендикулярном продольной оси линии, а досылатель устанош;ен на щтангах каретки с возможностью уотановочного перемещения вдоль них. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 640797, кл. В 21 F 27/10, 1977. 2.Волков Л. А. Оборудование для изготовления арматурных сеток железобетонных изделий фирмы SCHLcATTER (Швейцария). - Реферативный тематический сборник, серия П. Оборудование для промылотенных строительных материалов, раздел 1. Оборудование для производства цемента и сборного железобетона, 1972, вып. 1, М., ЦНИИТЭСТРОЙМАШ, с.33-44, рис. 6. 3.Линия для сварки плоских каркасов. Шифр 437 М., 1969, ОПТП Энерготехпром Главэнергостройпрома (прототип) .
/
rv.
55
X
J4 Фиг л
Buff В cr
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Устройство для сварки арматурных сеток | 1975 |
|
SU553029A1 |
| Устройство для сварки арматурных сеток | 1977 |
|
SU732058A1 |
| Машина для контактной сварки | 1985 |
|
SU1306670A1 |
| Способ изготовления пространственных арматурных каркасов и устройство для его осуществления | 1985 |
|
SU1250366A1 |
| Станок для контактной сварки арматурных сеток | 1981 |
|
SU958059A1 |
| Машина для контактной сварки плоских сеток | 1976 |
|
SU647082A1 |
| Машина для контактной сварки сеток | 1978 |
|
SU841858A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 1972 |
|
SU339363A1 |
| Устройство для сварки сеток | 1985 |
|
SU1326412A1 |
Фи2.5
b
I
S
KI
;2f
«V
S
I
1 f
1
.
;J
В ид Г
/////г///
Фиг. 7
