(54) СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК
,1
Изобретение относится к машинострое- нию, в частности к производству оборудсьвания для контактной точечной сварки : плоских сеток.
Известна машина для контактной сварки арматурных .сеток, содержащая станину, приводную каретку, вертикально подвижную приводную траверсу, верхние и нижние электроды 1 .
Количество электродов и сварочных ,Q трансформаторов на этой машине определяется количеством продольных стержнейв свариваемой сетке, в результате чего усложняется конструкция машины и повышается ее установочная мощность.
Известен станок для контактной сварки арматурных сеток, содержащий установленные на станине каретку с приводом сжатия электродов и траверсу для фиксашш соединяемых элементов сеток 2 .20
Перемещение каретки по основанию на этом станке осуществляют вручную, в результате чего производительность снижается.
Целью изобретения является повышение производительности изготовления сеток.
Поставленная цель достигается тем, что станок для контактной сварки арматурных сеток, содержащий установленные на станине каретку с приводом сжатия электродов и траверсу для фиксации соединяемых элементов сеток, снабжен приводной тягой с переставными упорами и поводком с пальцем,; взаимодействукяпим с упорами, проходящими через каретку, цан-t говым захватом, шаркирно установленным на каретке, выполненным в виде треугольной прЕЗмы с пазом и подпружиыен {ым фиксатором, взаямодействукхцей поочере; но двумя ребрами с тягой, при этом пллец поводка размещен в пазу призмы.
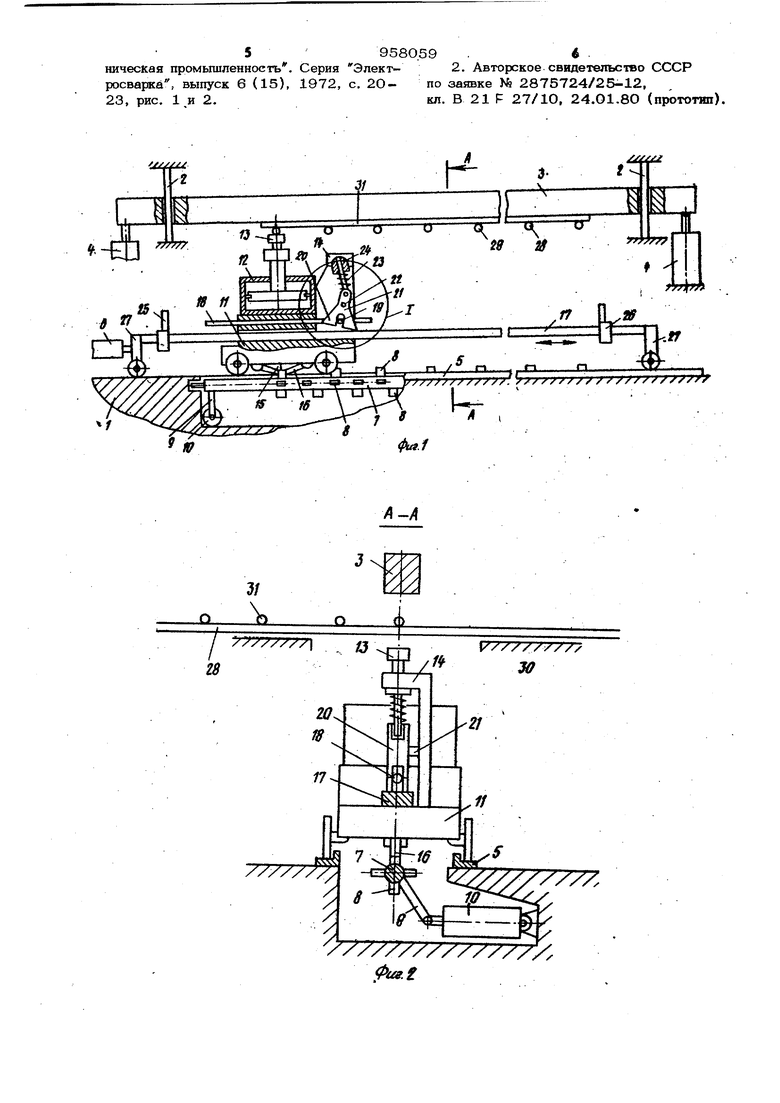
На фиг. 1 схематически показан пре/ь лагаемый станок в момент сйарки последней точки поперечного стержня, общий вид; на фнг. 2 - сечение А-А на фиг. 1; на фиг. 3 - узел на фиг. 1. Станок состоит из станины 1, закреппениых на ней направляющих 2 с траверсой 3, связанных с ней приводом 4, репьсов 5 и привода 6. а также установлен поворотный вал 7 с переставными упорами 8 и рычагом 9, шарнирно связанным с закрепленным на станине приводом 10. На рельсах 5 установлена каретка 11, на которой закреплены привод 12 с элект родом 13, упорный кронштейн 14, установлены храповые фиксаторы 15 и 16, взаимодействующие поочередно с одним из упоров 8. В каретке также выполнены два параллельных отверстия, через одно из которых пропущена тяга 17, контактирующая с кареткой, а через другое поводок 18, связанный посредством паль- ца 19 с цанговым захватом 2О, выполненным в виде треугольной призмы с пазом, два ребра которой поочередно взаимо действуют с тягой 17, а третье - посредством плоского шарнира 21 закреплено на каретке и снабжено рычагом 22 с подпружинен1Ш1М фиксатором 23, имеющим сфери ческий шарнир 24, входящий в выполненкое в кронштейне гнездо. На тяге 17 и против поводка 18 закреплены переставны упоры 25 и 26 и имеются поддерживающие ее тележки 27, одна из которых связана с приводом 6. Упоры 8 на валу 7 установлены рядам причем шаг упоров в каждом ряду соответствует шагу продольных стержней 28 изготавливаемого в данный момент арматурного каркаса 29. Для удержания продольных стержней на требуемом уровне вдоль траверсы 3 установлены стеллажи 30. На стеллажах 30 размещают продольные стержни 28, на которые укладывают поперечный стержень 31. Затем включают станок и производят сварку, при-этом при воды 4 опускают траверсу, которая прижимает поперечный стермсень 31 к проДОЛЬНЫМ 28, а привод 12 поднимает элек род 13 вверх и производит сжатие одного из образованных стержнями пересечений, после чего, пропуская сварочный ток, про изводят сварку, проковку и опускают элек род. Затем включают привод 6, который перемещает тягу 17, при этом цанговый захват 20 своим ребром относительно шарнира 21 входит в зацепление с Т5жгой 17, в результате чего каретка 11 перемещается до тех пор, пока фиксатор 16 не упрется в очередной упор 8. После чег цикл повторяется. В процессе каждого цик ла сварки включают привод 10, который, поворачивая вал 7, выводит упор И из ацепления с фиксатором 16, что обеспе ивает свободный путь для перемещения аретки на очередной щаг, в процессе его вал поворачивают в исходное полоение. В процессе сварки последнего пересеения и при перемещении тяги 17 вправо пор 25 нажимает на поводок 18, который, мещаясь вправо, переключает захват. 20 положение, при котором его левое ребо входит в зацепление с тягой 17. После окончания сварки всех пересеений поднимают траверсу, перемещают аркас на щаг, укладывают следующий оперечный стержень, и процесс повторятся. . Когда производят сварку последнего ересечения, упор 26 нажимает на повоок 18, в результате чего захват 20 по- орачивается в первоначальное положение. При переналадке станка на другой щаг, сеток вал 7 относительно рычага 9 поворачивают, так, что против фиксаторов 15 и 16 располагается другой ряд упоров 8, а при изменении ширины сетки упоры 25 и 26 сближают между собой или удаляют. Использование изобретения позволяет автоматизировать перемещение каретки на шаг и изменять направление ее движения, что обеспечивает повышение производительности станка. Формула изобретения Станок для контактной сварки арматуруных сеток, содержащий установленные на станине каретку с приводом сжатия электродов и траверсу для фиксации соединяемых элементов сеток, отличаю ui и и с я тем, что, с целью повьпиения производительности, станок снабжен приводной тягой спереставными упорами и поводком с пальцем, взаимодействукнцим с упорами, проходящими через каретку, цанговым захватом, шарнирно установленным на каретке, выполненным в виде треугольной призмы с пазом и подпружиненным фиксатором, взаимодействующей поочередно двумя ребрами с тягой, при этом палец поводка размешен в пазу призмы. Источники информации, принятые во внимание при экспертизе 1. BonKoiB Л. А. Многоэпектродные машины для сварки арматурных сеток, фирма Roiti- EEectrlc. Информационный научно-технический сборник Электротех5ническая промьшленностъ . Серия росварка, выпуск 6 (15), 1972, 23. рис. 2. 958059 ,« . Элект-2. Авторское свидетельство СССР с, 20- по заявке Ns 2875724/25-12, кл. В 21 F 27/10. 24.01.80(прототип).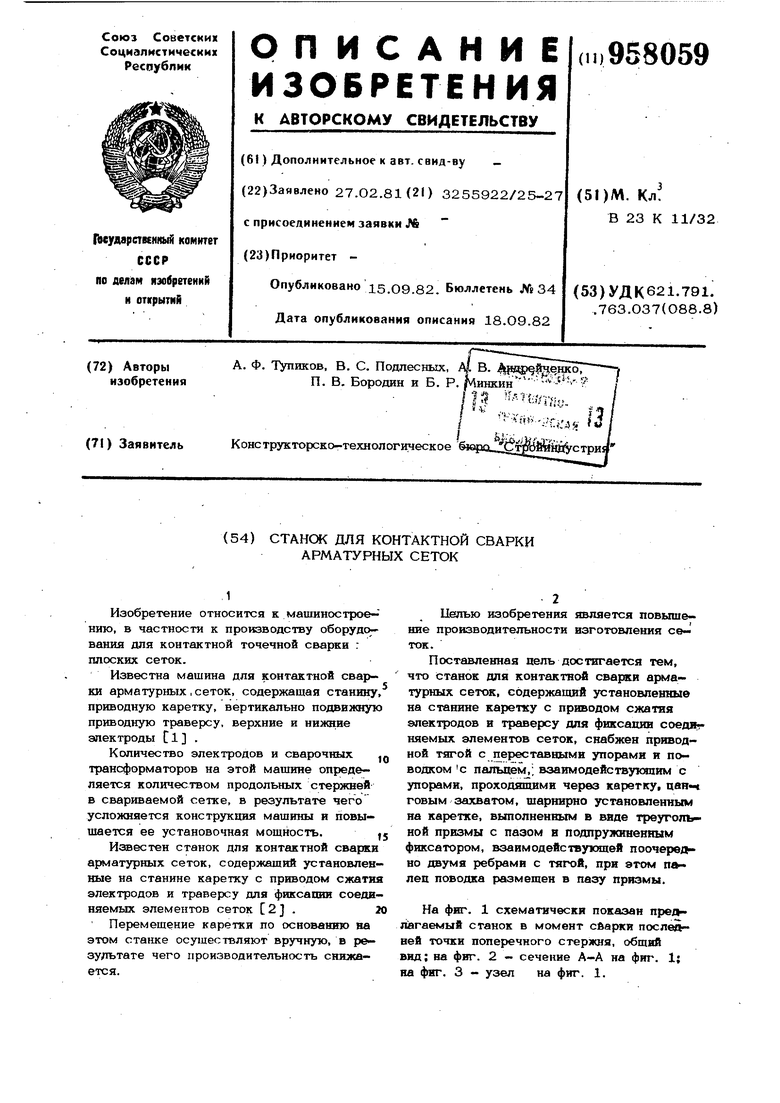

| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления пространст-ВЕННыХ АРМАТуРНыХ KAPKACOB | 1977 |
|
SU804134A1 |
| Машина для контактной точечной сварки арматурных сеток | 1982 |
|
SU1055609A1 |
| СТАНОК ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ КАРКАСОВ | 1971 |
|
SU292021A1 |
| Линия для изготовления железобетонных изделий | 1983 |
|
SU1105591A1 |
| Установка для сварки пространственных арматурных каркасов | 1977 |
|
SU657895A1 |
| МАШИНА ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1993 |
|
RU2034685C1 |
| Стенд для испытания арматурных стержней | 1983 |
|
SU1168371A1 |
| Линия для сборки под сварку и сварки плоских каркасов из продольных и поперечных стержней | 1981 |
|
SU979060A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |

/////////////у
.f
2
4Iff
гз
