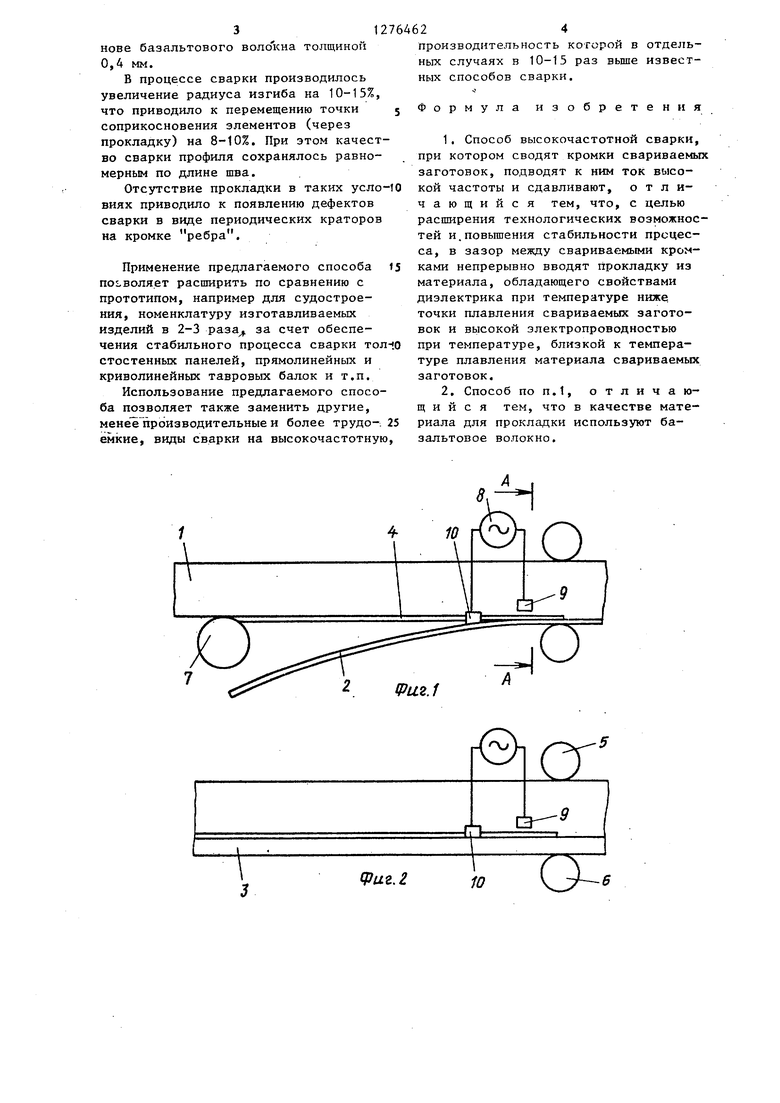
Изобретение относится к высокочастотной сварке и может быть исполь зовано при производстве замкнутых и незамкнутых профилей, а также оре ренных труб и листовых панелей. Целью изобретения является расширение технологических возможностей и повышение стабильности процесса. Указанная цель достигается тем, что согласно способу высокочастотной сварки, заключающемуся в сведении свариваемых элементов, подводе тока высокой частоты и сдавливании загот вок, в зазор между свариваемыми эле ментами вводят материал на основе, например, базальтового волокна, обладающий свойствами диэлектрика при температурах ниже точки плавления свариваемых заготовок и высокой электропроводностью при температуре, близкой к температуре плавления материала свариваемых заготовок. На фиг.1 показана схема реализации предлагаемогоспособа, при изгибе листа, на фиг.2 - то же, без изги ба листа-, на фиг.З - сечение А-А на фиг.1. На представленных чертежах показа но ребро 1, листы 2 и 3 с заключенно между ними прокладкой 4, перемещающи ся между роликами 5 и 6 обжимного ус ройства. Прокладка 4 подается в зазо между ребром и листом с рулона 7, Ге нератор 8 тока высокой частоты кон тактирует с ребром 1 с помощью токоподвода 9 и с листами 2 или 3-е помощью токоподвода 10. Способ осуществляют следующим образом. В процессе сварки прокладка 4 подается н зону сварки между ребром 1, изогнутым (фиг.1) листом 2 или не изогнутым (фиг,2) листом 3. Ребро 1 с листами 2 или 3 и заключенной межд ними прокладкой 4 проходит между роликами 5 и 6 обжимного устройства (фиг.З), где находится зона сварки. В этой зоне при температуре сварки диэлектрические свойства прокладки 4 исчезают и она становится электропроводной, обеспечивая тем самым непрерьшность процесса. Материал прокладки при этом плавится и удаляется из сварочной ванны под действием высокочастотного поля. Введение в зазор прокладки с указанными свойствами позволяет уменьшить необходимый угол изгиба свари62 2 Баемых заготовок, так как благодаря ,прокладке резко повышается электросопротивление зазора между ними. За счет этого, появляется пшрокий класс новых видов профилей, которые могут быть получены методом высокочастотной сварки, в том числе толстостенные профили, различного вида панели и т.п. где заготовка поверхностьне может быть изогнута (принципиально или вследствие недопустимо больших усилий). Способ особенно целесообразен при производстве несимметричных профилей, когда реализуется сварка в тавр. В этом случае имеющие место неравномерные условия нагрева заготовок могут быть выравнены за счет малых зазоров между заготовками. При этом прокладка исключает пробои до точки схождения на участке с близкорасположенными заготовками, что повьшает стабильность процесса за счет стабильности положения и протяженности зоны разогрева. Наличие прокладки снижает также дестабилизирующее влияние случай- ного увеличения радиуса кривизны заготовки в процессе сварки сводимых под углом заготовок (например, радиус поверхности свариваемой с ребром). Объясняется это тем, что при увеличении радиуса перемещение точки соприкосновения, (в сторону, обратную движению), не приводит к изменению длины нагреваемых участков, так как касание происходит через диэлектрическую (в этом ненагретом месте) прокладку . Температура, при которой прокладка становится электропроводной, а значит и электрический контакт между свариваемыми заготовками остается в расчетной точке, расстояние до которой от места подвода тока определяется, в этом случае, только величиной подводимой мощности. Пример. Но предлагаемому способу производилась высокочастотная сварка таврового, профиля с размерами 40x30x2x2 мм. Радиус изгиба поверхности при этом составлял 200 мм. Скорость срарки - 12 м/мин. В качестве высокочастотного источника питания использовался генератор типа ВЧСЗ250/0.44. Б зазор между элементами непрерывно из рулона подавалась прокладка из листового материала на основе базальтового волокна толщиной 0,4 мм.
В процессе сварки производилось увеличение радиуса изгиба на 10-15%, что приводило к перемещению точки соприкосновения элементов (через прокладку) на 8-10%. При этом качество сварки профиля сохранялось равномерным по длине шва.
Отсутствие прокладки в таких усло ВИЯХ приводило к появлению дефектов сварки в виде периодических краторов на кромке ребра.
Применение предлагаемого способа по«,воляет расширить по сравнению с прототипом, например для судостроения, номенклатуру изготавливаемых изделий в 2-3 раза за счет обеспечения стабильного процесса сварки тол стостенных панелей, прямолинейных и криволинейных тавровых балок и т.п.
Использование предлагаемого способа позволяет также заменить другие, менеЪ производительные и более трудоемкие, виды сварки на высокочастотную
производительность которой в отдельных случаях в 10-15 раз вьше известных способов сварки.
Формула изобретения
1.Способ высокочастотной сварки, при котором сводят кромки свариваемы заготовок, подводят к ним ток высокой частоты и сдавливают, отличающийся тем, что, с целью расширения технологических возможностей и.повышения стабильности процесса, в зазор между свариваемыми кромками непрерывно вводят прокладку из материала, обладающего свойствами диэлектрика при температуре ниже точки плавления свариваемых заготовок и высокой электропроводностью при температуре, близкой к температуре плавления материала свариваемых заготовок.
2.Способ ПОП.1, отличающийся тем, что в качестве материала для прокладки используют базальтовое волокно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ высокочастотной сварки | 1975 |
|
SU603532A1 |
| Устройство для высокочастотной сварки | 1979 |
|
SU846176A1 |
| Способ высокочастотной сварки профилей и устройство для его осуществления | 1977 |
|
SU946854A1 |
| Устройство для высокочастотной сварки | 1976 |
|
SU694323A1 |
| Способ автоматического регулированияпРОцЕССА ВыСОКОчАСТОТНОй СВАРКи | 1979 |
|
SU837675A1 |
| Устройство для высокочастотной сварки | 1980 |
|
SU870036A1 |
| Способ автоматического регулирования процесса высокочастотной сварки труб большого диаметра | 1975 |
|
SU564123A1 |
| СПОСОБ И ЛИНИЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОРЕБРЕННЫХ МЕТАЛЛОКОНСТРУКЦИЙ МЕТОДОМ ВЫСОКОЧАСТОТНОЙ СВАРКИ | 2014 |
|
RU2574151C2 |
| Способ высокочастотной сварки толстостенных изделий | 1973 |
|
SU512017A1 |
| Способ сварки плавлением | 1977 |
|
SU721281A1 |

Изобретение относится к высокочастотной сварке и может быть использовано в различных отраслях народного хозяйства при изготовлении замкнутых и незамкнутых профилей н листовых панелей. Целью изобретения является расширение технологических возможностей и повышение стабильности процесса. Способ заключается в том, что свариваемые кромки сводят, подводят к ним ток высокой частоты и сдавливают. В зазор между свариваемыми кромками вводят материал,- обладающий свойствами диэлектрика при температуре ниже точки плавления свариваемых заготовок и высокой электропроводностью при температуре, близкой к температуре плавления материала заготовок. Введение в зазор прокладки с указанными свойствами позволяет уменьшить угол изгиба заготовок, так как резко повьш1ается i электросопротивление зазора между ними. За счет этого появляется широ(Л С кий класс новых видов профилей, которые могут быть получены высокочастотной сваркой, в том числе толстостенные профили, различного вида панели и пр., где заготовка не может быть изогнута. 1 з.п.ф-лы, 3 ил. ю 1 05 4 О
fpuz.2
v ;/10
| Глуханов Н.Н | |||
| и др | |||
| Сварка металлов при высокочастотном нагреве | |||
| М.-Л.: Машгиз, 1962, с | |||
| Устройство для разметки подлежащих сортированию и резанию лесных материалов | 1922 |
|
SU123A1 |
| Шамов A.M | |||
| и др | |||
| Высокочастотная сварка металлов | |||
| Л.: Машиностроение | |||
| Шеститрубный элемент пароперегревателя в жаровых трубках | 1918 |
|
SU1977A1 |
