112 Изобретение относится к машиностроению, а именно к устройствам для сборкиИ сварки металлоконструкций, преимущественно полувагонов, и может быть применено в вагоностроении и угольном машиностроении. Цель изобретения - повышение производительности труда путем исключения операций подгоночных работ и улучшение условий труда. На фиг, 1 изображено устройство, общий вид; на фиг. 2 - вид А на фиг.1 (устройство,с торца); на фиг. 3 - разрез Б-Б на фиг, 1 (механизм клещевого типа); на фиг. 4 вид В-В на фиг. 1 (механизм поджатия боковых стен); на фиг. 5 -- разрез Г-Г на- фиг. 4; на фиг. 6 -- вид Д на фиг. 1 (механизм захвата боковых стен за верхнюю обвязку); на фиг. 7 вид Е на фиг. 1 (механизм поджатия балок) . Устройство для сборки и сварки полувагонов содержит основание 1, на котором симметрично продольной оси установлены пара передних стоек 2, расположенные в- зоне шкворневых балок, пара стоек 3 и опоры 4, по числу поперечных балок рамы полу вагона, расположенные в местах расположения - этих балок. Передние стойки 2 в нижней части содержат поворотные в вертикальной плоскости механизмы 5 установки и фиксации рамы полувагона относитель но продольной оси устройства и меха низмы 6 поджатия низа торцовой стен к передней балке рамы полувагона. В верхней части стоек 2 установлены поворотные в плоскости, пер-пендикулярной продольной оси устрой ства, механизмы 7 захвата и фиксаци торцовых стен по вертикальному пояс выполненные в виде двуплечих рычаго 8, одно из плеч которых соединено с приводом, а другое раздвоено в виде вилки. В одном из плеч рычага установлен базовый упор, а на втором луче плеча типа рычага установлен м ханизм поджима торцовой стены к баз вому упору. Стойки 3 в верхней части содержа механизмы 9 захвата боковой стенки за верхнюю обвязку. Механизм 9 вы-полней в виде шатуна 10, установлен кого с возможностью поворота в плос кости, перпендикулярной продольной оси устройства, двух параллельных 3 двуплечих рычагов 11 и 12, установленных посредством шарниров 13 и 14 на шатуне 10 в плоскости его поворота. Одно из плеч верхнего двуплечего рычага 11 имеет Г-образный выступ 15, второе плечо связано через шарнир 16 с приводом 17, смонтированным настойке 3. Плечо верхнего двуплечего рычага 11 связано с плечом параллельного рычага, расположенным с противоположной стороны шатуна, связью 18 через шарниры 19 и 20. На опорах 4 расположены механизмы 21 клещевого типа, выполненные в виде пары рычагов 22, установленных с возможностью поворота оси устройства в плоскости, перпендикулярной продольной оси устройства, и ограниченного перемещения вокруг оси 24 в плоскости, параллельной основанию, до упоров 25 от привода 26. На свободных концах рычагов установлена пара базовых элементов 27, расположенных в плоскости, перпендикулярной оси их поворота. Стойки 2 и 3, опоры 4 в нижней части содержат механизмы 28 поджатия балок рамы к подошвам стоек и механизмы 29 поджатия боковой стенки к раме. Рычаги 30 механизмов 29 выполнены полыми и связаны с коллекторным воздуховодом 31 основания 1 посредством полых цапф 32, служащих осью вращения рычагам 30. Коллекторный воздуховод 31 основания 1 подключается к вентиляционной системе. К стойкам 2 и 3 прикреплены монорельсы 33. На монорельсах 33 с возможностью перемещения установлены сварочные полуавтоматы 34. Для перемещения сварщиков и сборщиков вдоль устройства на стойках 2 и 3 закреплены площадки 35. Внутри устройства смонтированы направляющие 36 для пересечения тележек 37. Устройство работает следующим образом. Раму 38 полувагона монтируют на тележках 37 и.подают по направляющим 36 в устройство. Механизмы. 5 установки и фиксации рамы жестко фиксируют ее. Затем поочередно подают детали. Боковую стенку 39 устанавливают таким образом, чтобы нижняя обвязка 40 легла на балку рамы 38 и подошвы ее стоек примерно совпадали с площадками соответствующих балок, а верхняя обвязка 41 устройства опиралась на корпуса стоек 2, обеспечивая при этом развал стенки с углом наклона к вертикали 3-5. Таким же образом устанавливают вторую стенку. Послед вательно подают торцовые стены 2 и устанавливают их нижними обвязками на передние балки рамы 38. Механизмами 6 и 7 стоек 2 осущес вляют установочные перемещения и фи сацию торцовых стен к раме. После установки торцовых стен ме ханизмы 9 захвата боковой стенки за верхнюю обвязку стоек 3 выбирают развал стенок, при этом привод 17 перемещает рычаг 11, который осущес вляет поворот шатуна 10 до тех пор, пока рычаг 12 не упрется в стенку. При дальнейшем движении связь 18 осуществляет установку Г-образного плеча рычага 11 в исходное положение и рычаг 12 прижимает стенку к Г-образному плечу рычага 11. Одновременно происходит поворот рычагов 22 вокруг оси 23, включение привода 26 и перемещения рычагов 22 до упоров 25. При этом происходит фиксация элементов рамы 38 и стенки между базовыми элементами 27. Затем механизмами 28 стоек 2 и 3 и опор 4 выбираю зазоры между подошвами стоек боковых стен и балками pa№)i 38. Перемещая сварочные полуавтоматы 34 по монорельсу 33, осуществляют прихватку и сборку полувагона. После окончания сварки все механизмы отключаются и готовый полувагон выкатывается из устройства. Конструкция устройства позволяет повысить производительность труда за счет совмещения операций захвата, перемещения и надежного зажима в зон сборки изделий, улучшить условия тру да за счет обеспечения перемещения сварочных автоматов и отсоса вредных аэрозолей. Формула изобретения 1. Устройство для сборки и сварки полувагонов, содержащее смонтированные на основании симметрично продольной оси передние стойки. расположенные между стойками опоры. расположенные на стойках и опорах механизмы установки и фиксации рамы полувагона, механизмы захвата и установочных поперечных перемещений боковых стен- за верхнюю обвязку, механизмы поджатия боковых стен, отличающееся тем, что, с целью повышения производительности путем исключения операций подгоночных работ, оно оснащено дополнительными стойками с механизмами захвата и установочных перемещений и дополнительными опорами с механизмами клещевого типа, при этом все дополнителбные стойки и опоры установлены в местах расположения соответственно шкворневых и поперечных балок рамы, механизм клещевого типа выполнен в виде пары рычагов с приводом, установленной с возможностью поворота в плоскости, перпендикулярной продольной оси устройства, на свободных концах рычагов установлена пара базовых элементов, расположенных в плоскости, перпендикулярной оси их поворота. j 2. Устройство по п. 1, отличающееся тем, что механизм захвата боковых стен за верхнюю обвязку выполнен в виде силового цилиндра, шатуна, установленного с возможностью поворота в плоскости, перпендикулярной продольной оси устройства, и двух параллельных двуплечих рычагов, шарнирно установленных на шатуне в плоскости его поворота, при этом опорное плечо одного двуплечего рычага снабжено Г-образным выступом и тягой, второе плечо соединено с приводом, а тяга соединена с плечом второго рычага, расположенным со стороны, противоположной размещению плеча первого рычага с выступом относительно шатуна. 3. Устройство по п. 1, отличающееся тем, что, с целью улучшения условий труда, стойки снабжены соединительными направляющими с установленными на них с возможностью перемещения сварочными автоматами. 25 22 /
(puef cpua.2 С-:;;-.р;:л-б- ff/7а ерну/тг0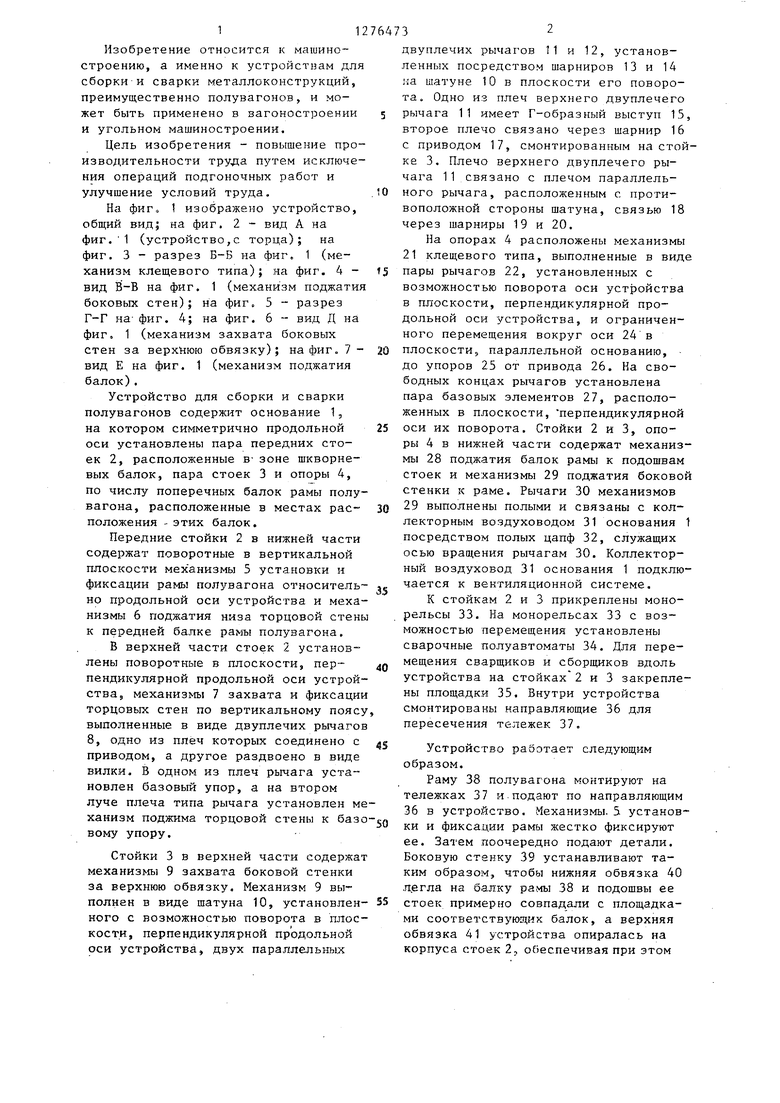

| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Устройство для сборки кузова вагонов | 1979 |
|
SU846208A1 |
| СКОРОСТНОЙ ГРУЗОВОЙ ВАГОН В.В. БОДРОВА (ВАРИАНТЫ) | 2015 |
|
RU2600399C2 |
| ВАГОН С РАСКРЫВАЮЩЕЙСЯ КРЫШЕЙ КОНСТРУКЦИИ В.В. БОДРОВА | 2016 |
|
RU2631760C2 |
| ОТКРЫВАЮЩАЯСЯ КРЫША КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПЕРЕМЕЩЕНИЯ | 2004 |
|
RU2308389C2 |
| Стенд сборки кузова полувагона | 1984 |
|
SU1152840A1 |
| Устройство для установки закидок и поворота запорных секторов крышек люков железнодорожных полувагонов | 1986 |
|
SU1481121A1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| ВАГОН С РАСКРЫВАЮЩЕЙСЯ КРЫШЕЙ В.В. БОДРОВА | 2015 |
|
RU2609557C2 |

Изобретение относится к машиностроению, а именно к устройствам для сборки и сварки кузова полувагона. Цель изобретения - увеличение производительности труда при улучшении качества изделий и условий труда. Устройство содержит стойки и опоры с механизмами поджатия боковых стен, стойки с механизмами 7 захвата и установочных поперечных перемещений боковых стен за верхнюю обвязку и механизмами 6 поджатия низа торцовой стены к передней балке рамы полувагона, установленные на стойках и опорах механизмы 9 поджатия боковых стен. Механизмами 6 и 7 осуществляют установочные перемещения и фиксацию торцовых стен к раме, а механизмы 9 выбирают развал стенок. Благодаря совмещению операции захвата, перемещения и зажима элементов полувагона, в зоне сборки обеспечивается с S повьппение производительности. 2 з.п. ф-лы, 7 ил. (Л
| Устройство для сборки кузова вагонов | 1979 |
|
SU846208A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
