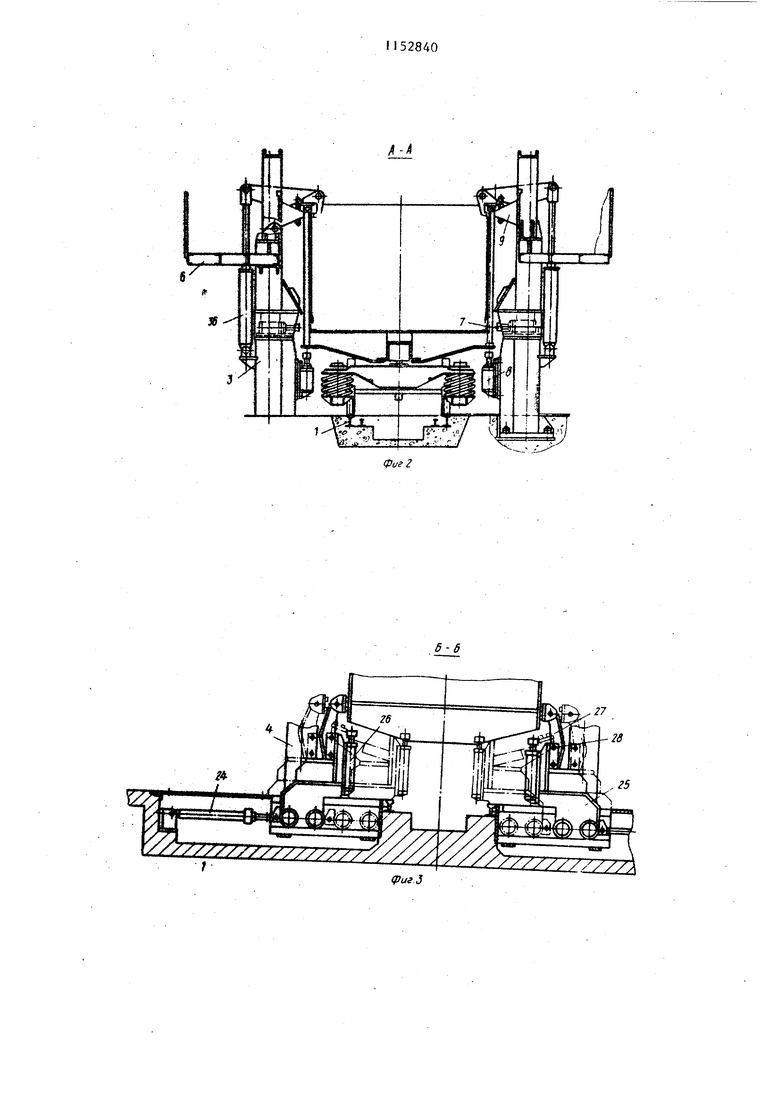
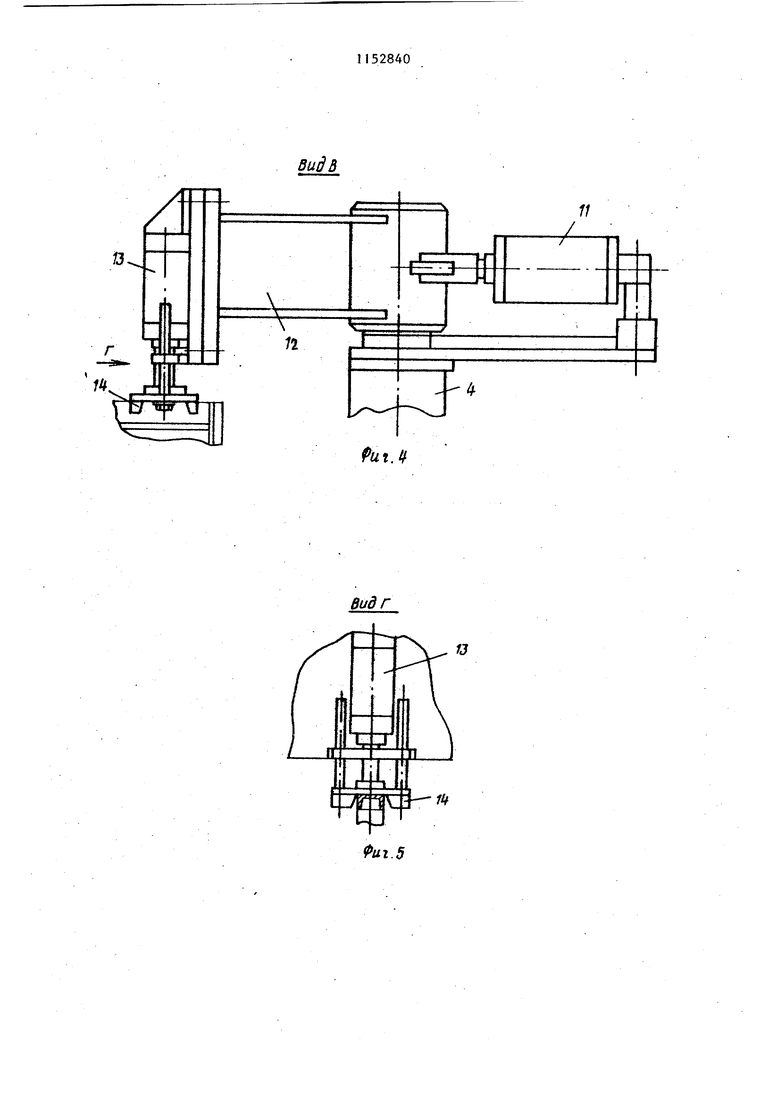
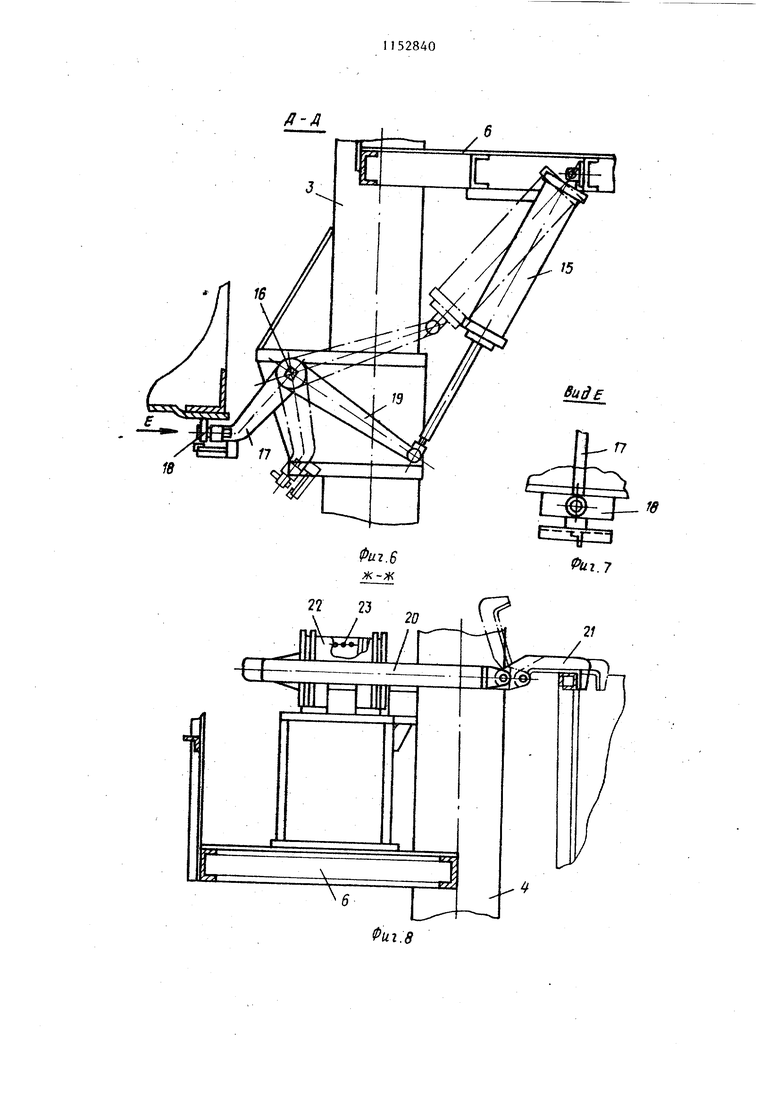
Изобретение относится к железнодорожному транспорту и касается устройств для сборки кузовов полувагонов при их изготовлении и ремонте, и может быть использовано в вагоностро нии и вагоноремонтном хозяйстве. Известен стенд сборки кузова полу вагона, содержащий основание с рельсовым путем и механизмом фиксации ходовой части полувагона, расположен ные с двух сторон основания колонны вертикальшдаш и горизонтальньми сило выми цилиндрами и механизмами фиксации боковых стен, лестницы и площадки fl. Недостатком такого стенда является низкая производительность труда, обусловленная необходимостью выполнять выравнивание и прижим торцовых стен после их установки в кузове, поджим настила пола к уголкам нижней обэязки боковых стен, растяжку боковых стен при установке торцовьтх и другие операции с помощью отдельных механизмов, требующих применения ручного труда, а также последователь на срабатыванием механизмов, выполняймцих фиксацию боковых стен, что предопределяет значительные трудозатраты и продолжительность сборки кузова. Цель изобретения - повышение производительности . Цель достигается тем, что стенд сборки кузова полувагона, содержащий основание с рельсовым путем и механизмом фиксации ходовой части полу вагона, расположенные с двух сторон основания колонны с вертикальными и горизонтальными силовыми цилиндрами и механизмами фиксации боковых стен лестницы и площадки, снабжен установленной на каждой крайней колонне горизонтальной балкой, смонтированной, с возможностью поворота в горизонтальной плоскости посредством со ответствукщего горизонтального сило вого цилиндра, соединенного с одним концом горизонтальной балки, а другой ее конец соединен с соответствующим вертикальным силовым цилиндром, на штоке которого смонтирован фиксатор торцовой стены, шарнирно одними концами прикрепленными к ука занным площадкам и колоннам рычага1 1 с прижимными планками, которые смонтированы с возможностью перемещения от вторых силовь1Х ц и1индров, шарнирно соединенными концами со штоками третьих горизонтальных силовых цилиндров и крайними колоннами дополнительными рычагами с откидными захватами боковых стен, размещенными в указанном основании в зоне крайних колонн выдвижными пер пендикулярно оси пути посредством четвертых силовых цилиндров тележками, которые оснащены вертикальными прижимами и боковыми откидными упорами, шарнирно закрепленными на колонне вторым и третьим дополнительньми рычагами и жестко закрепленным на колонне упором, причем каждый указаннг 1Й механизм фиксации боковых стен включает в себя указанный второй дополнительный рычаг, который оснащен пластиной контроля габарита и кронштейном, смонтированным с возможностью взаимодействия с указанным упором, а каждый третий дополнительный рычаг шарнирно соединен с соответствующим указанным вторым дополнительным рычагом и пятым силовым цилиндром, который шарнирно закреплен на колонне, и снабжен шарнирно закрепленньи на нем упорным кронштейном, при этом каждый указанный соответствующий второй rf третий дополнительные рычаги шарнирно соединены шестым силовым цилиндром. Кроме того, указанные прижимные планки могут быть смонтированы с возможностью качания в вертикальной продольной плоскости. Штоки указанных третьих силовых цилиндров могут быть подпружинены, а каждый указанный упорный кронштейн может быть снабжен контргрузом. На фиг.1 схематически изображен стенд, общий вид; на фиг.2 .- разрез А-А на фиг.(; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - вид В на фиг,1| на фиг.5 - вид Г на фиг.4; на фиг.6 разрез Д-Д на фиг.1: на фиг.7 вид Е на фиг.6; на фиг.8 - разрез Ж-Ж на фиг.1; на фиг.9 - механизм фиксации боковых стен; на фиг.10 вид И на фиг.9. . Стенд сборки кузова полувагона состоит из основания 1 с рельсовым путем, механизма фиксации 2 ходовой части, расположенных по обе стороны основания колонн 3 установки боковых стен и колонн Д установки торцовых стен, прикрепленных к колоннам 3 и 4 естниц 5 и площадок 6. Каждая колонна 3 установки бокавых стен оснащена горизонтальным 7 и йертикальнвм 8 силовыми цилиндрами и механизмом фиксации 9 боковых стен. Каждая колонна 4 установки торцовых стен оснащена горизонтальными силовыми цилиндрами 10, а на огловках колонн 4 установлены поворотные посредством силовых цилиндров I1 горизонтальные балки 12 с вертикальньв4И снловьми цилиндрами 13, снабженными вильчатыми фиксаторами 14. К колоннам 3 и 4 и к площадка 6 шарнирно прикреплены силовые цилиндры 15 и некруглого сечения валы 16, на которых установлены с возможностью продольного- перемещения рычаги 17 с прижимными планками I8 и шар нирно соединенные со штоками силовых цилиндров 15 рычаги 19. Прижимныепла ки 18 на рычагах 17 установлены шарнирно с возможностью качания вдоль полувагона. К колоннам 4 и площадкам 6 шарнирно прикреплены рычаги 20 с окидными захватами 21 боковых стен. KoHisJ рычагов 20 шарнирно соединены со штоками силовых цилиндров 22, в которых для автоматического возврата поршней в исходное положение штоки . подпружинены пружинами 23.
В зоне установки торцовых стен {возле колонн 41 в основании I стенда размещены выдвижные при помощи силовых цилиндров 24 тележки 25 с вертикальными прижимными цилиндрами 26 и шарнирно установленными боко выми откидными упорами 27 с фиксирующими пальцами 28.
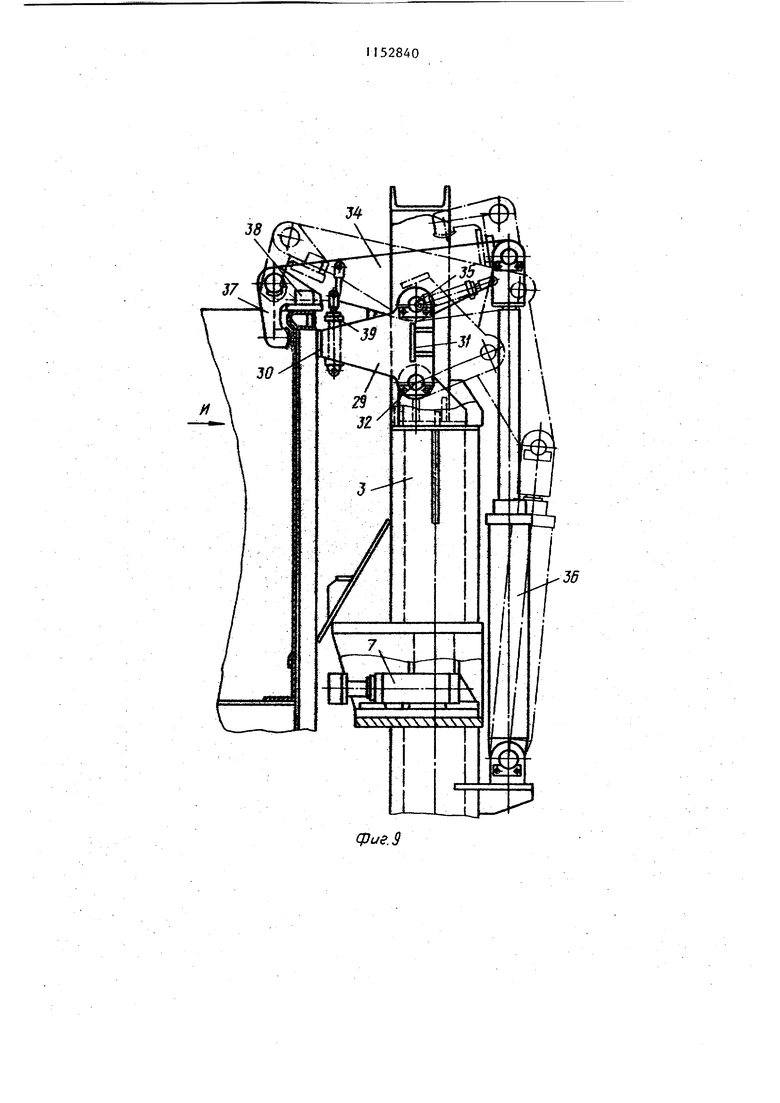
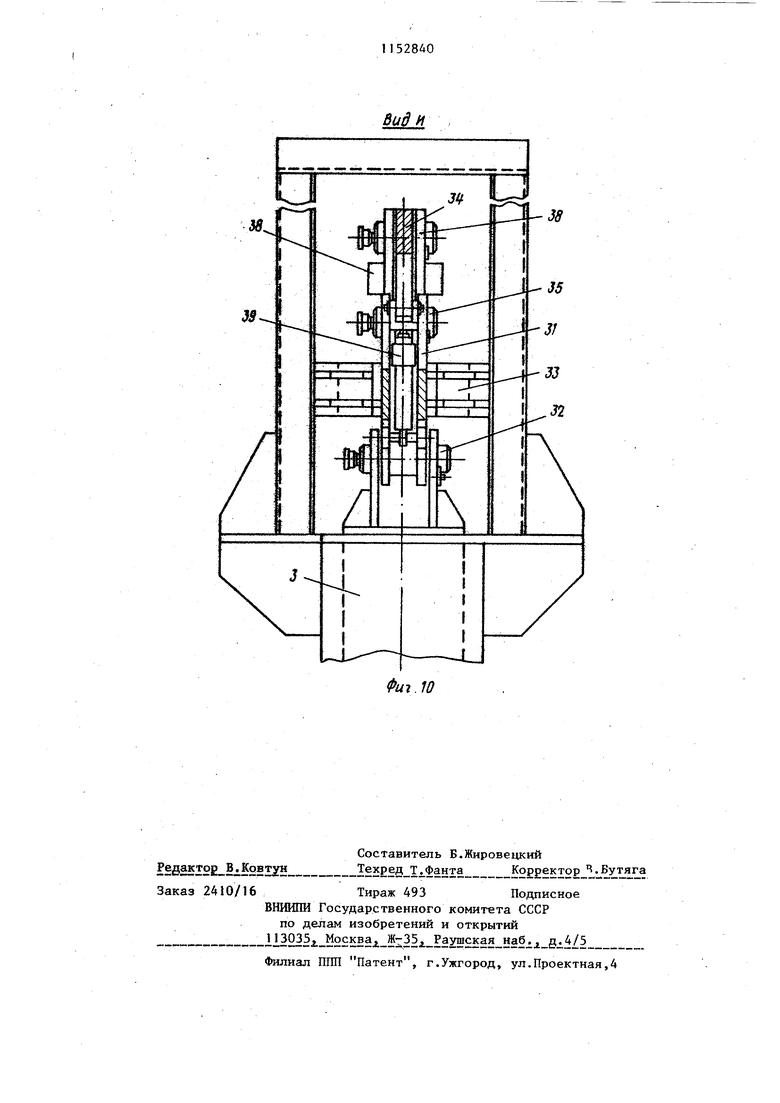
Каждый механизм фиксации 9 боковых стен состоит из рычага 29, шарнирно з становленного на оголовке колонны 3, снабженного пластиной 30 для контроля габарита, остановочными кронщтейнами 31 и осью 32, упоров 33, закрепленных на металлоконструкции колонны 3, рычага 34, шарнирно соединенного с рычагом 29 осью 35 и щарнирно установленным на колонне 3 силовьм цилиндром 36. На конце рычага 34 щарнирно закреплен упорный К ронштейн 37 с контргрузами 38. Рычаги 29 и 34 шарнирно .соединены меходу собой силовым цилиндром 39.
Стенд сборки кузова полувагона работает следующим образом.
В основание I стенда по рельсовому пути подается платформа полувагона на тележках и фиксируется в стенде в заданном месте механизмом фиксации 2 ходовой части. Грузоподъемным устройством на платформу уголком нижней обвязки устанавливается боковая стена, включаются силовые цилиндры iJ6 механизмов фиксации 9 б ковых стен .колонн 3 со стороны устанавливаемой: боковой стены, боковая стена фиксй уется на платформе в проектном положении и освобождается от грузозахватного приспособления. .
Таким же образом устанавливается и фиксируется вторая боковая стена.
На верхнюю обвязку боковик стен выбрасываются откидные захваты 21, подается воздух в поршневые полости силовых цилиндров 22, поворачиваются рычаги 20 с откидными захватами 21, и концевые плоскости боковых стен в зоне установки торцовых раздвигаются .
Грузоподъемными механизмами устанавливаются на платформе торцовые стены, включаются силовые цилиндры I1, установленные на оголовках колонн 4, поворачиваются горизонтальные балки 12, включаются сило вые цилиндры 13 и посредством вильчатых фиксаторов 14 торцовые стены устанавливаются в проектное положение и прижимаются к платформе. Включаются силовые цилиндры 22, прзгжины 23 возвращают их поршни и штоки с рычагами 20 в исходное положение, концевые плоскости боковых стен подходят к торцовым, отбрасываются откидные захваты 21. Затем включаются установленные на колоннах 4 горизонтальные силовые ципиндры 10, и боковые и торцовые стены сжимаются между собой.
Включаются вертикальные 8, а затем горизонтальные силовые цилиндры 7, при этом балки рамы и нижняя обвязка боковых стен сжимаются до . ликвидации зазоров между ними.
Включаются силовые цилиндры 24, перемещаются тележки 25 и боковыми откидными упорами 27 прижимают нижние углы боковых стен к платформе и к торцовым стенам. Производится сборка сжатых злементов кузова при помощи злектроприхваток.
Для выбора зазоров между нижними обвязками торцовых стен и платформой вынимаются фиксируюоше пальцы 28 и отбрасываются упоры 27, тележки 25 силовыми цилиндрами 24 перемещаются в необходим1.а положения, и вертикальными прижимными цилиндрами 26 платформа прижимается к торцовым стенам. После сборки всех основных узлов кузова включаются силовые цилиндры 15, перемей(ающие при помощи рычагов 19 и некруглых валов 16 рычаги J7 с прижимными планками 18, которые, самоустанавливаясь, прижимают настил платформы к уголкам нижней обвязки боковых стен. Производится полная сборка полувагона при помощи электроприхваток, все механизмы отводятся в исходное положение, освобождая кузов, и полувагон выводится из стенда. Работа каждого механизма фиксаVfiK боковых стен 9 осуществляется в следующей последовательности. В порш невую полость силового цилиндра 39 постоянно подается под давлением рабочая среда, например воздух, шток его максимально выдвинут, а рычаги 29 и 34 при этом факсимально раздвинуты и за4«ксированы друг относительно друга. При подаче масла в пор невую полость силового цилиндра 36 его шток перемещает зафиксированные в зпсазаяном положении рычаги 29 и 34 вокруг оси 32 до тех пор, пока остановочные кронштейны 31 не войдут в контакт с упорами 33 (при этом пластина 30 устанавливается в положение обусловливакнв1е е габарит полувагона по ширине},, а рычаг 34 вращается вокруг оси 35, перемещая поршень силового цилиндра 39, и останавливается при полном выходе штока силового цилиндра 36. В этом положении упорный кронштейн 37 с контргрузами 38 захватывает верхнюю обвязку боковой стены полувагона и прижимает ее к пластине 30 рычага 29. Так контролируется габарит полувагона по высоте. Контргрузы 38 при подходе упорного кронштейна 37 к боковой стене обеспечивают его плавный контакт с верхней обвязкой, исключая при этом их деформации и поломки. При необходимости освободить боковую стену полувагона от механизма фиксации 9 масло подается в штоковую полость силового цилиндра 36, и перемещение всех элементов осуществляется в обратной последовательности до тех пор, пока шток силового цилиндра 36 не займет крайнее нижнее положение, а элементы механизма 9 не выйдут за металлоконструкцию колонны 3,. Лестнищл 5 и площадки 6 обеспечивают доступ к ме; санизмам стенда, расположенным на верху колонн 3 и 4, а также к элементам боковых и борцовых стен при сборке кузова полувагона. Применение стенда позволит значительно повысить производительность и улучшить условия труда при сборке кузова полувагона.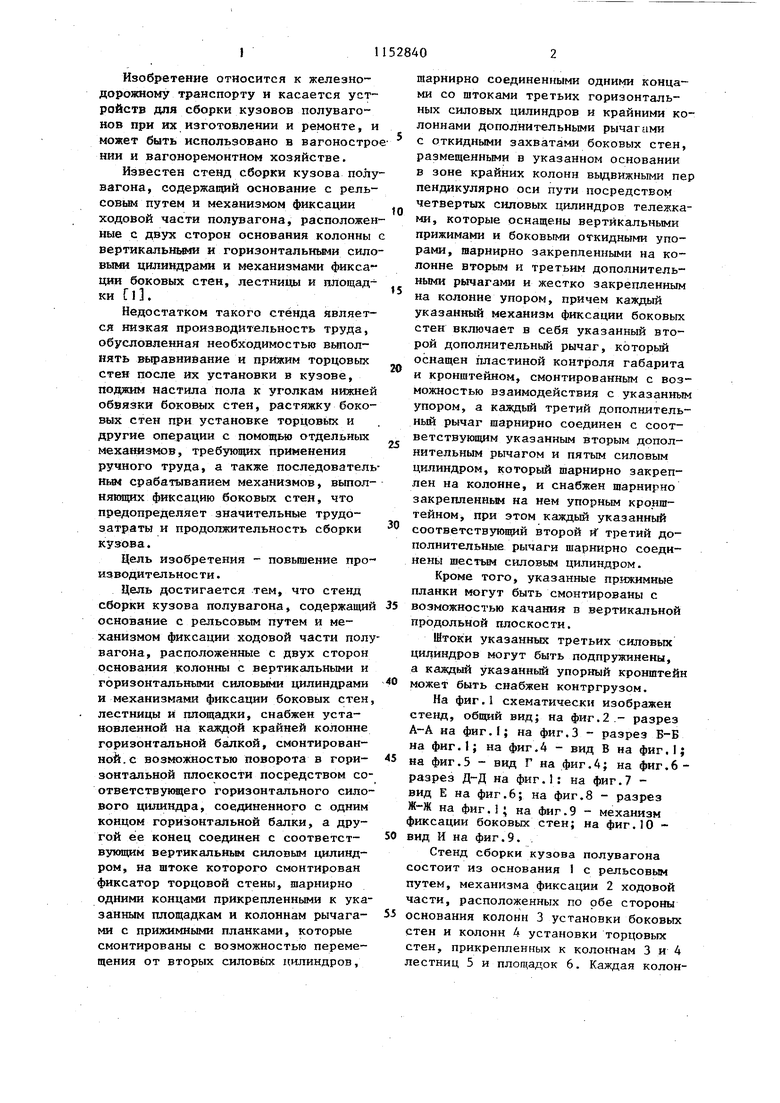
| название | год | авторы | номер документа |
|---|---|---|---|
| Стенд сборки кузова полувагона | 1985 |
|
SU1257008A2 |
| Поточная линия для сборки и сварки полувагонов | 1983 |
|
SU1204349A1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| Кантователь полувагонов | 1980 |
|
SU967756A1 |
| ОТКРЫВАЮЩАЯСЯ КРЫША КУЗОВА ТРАНСПОРТНОГО СРЕДСТВА, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕЕ ПЕРЕМЕЩЕНИЯ | 2004 |
|
RU2308389C2 |
| Устройство для сборки кузова вагонов | 1979 |
|
SU846208A1 |
| Устройство для сборки и сварки полувагонов | 1982 |
|
SU1276473A1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| Стенд для сборки под сварку | 1978 |
|
SU764911A1 |
| Устройство для закрывания крышек люков железнодорожных полувагонов | 1986 |
|
SU1390103A1 |
J. СТЕНД СБОРКИ КУЗОВА ПОЛУВАГОНА, содержащий основание с рельсовым путем и механизмом фиксации ходовой части полувагона, расположенные с двух сторон основания колонны с вертикальными и горизонтальными силовыми цилиндрами и механизмами фиксации боковых стен, лестницы и площадки, отличающийся тем, что, с целью повышения производительности, он снабжен установленной на каждой крайней колонне горизонтальной балкой, смонтированной с возможностью поворота в горизонтальной плоскости посредством соответствую1 его горизонтального силового цилиндра, соединенного с одним концом горизонтальной балки, а другой ее конец соединен с соответствующим верти кальный силовым цилиндром, на штоке Которого смонтирован фиксатор торцовой стены, шарнирно одними концами прикрепленными к указанным площадкам и колоннам рычагами с прижимными планками, смонтированными с возможностью перемещения от вторых силовых цилиндров, шарнирно соединенными одними концами со штоками третьих -.- ---.-.-..j.ij.. V I ; - - - ff :.;. -. „ I ИЭ i :i I Й I i :-itJ;S.{iV;i-i-i;;j-j горизонтальных силовых цилиндров и крайними колоннами дополнительными рычагами с откидными захватами боковых стен, размещенными в указанном основании в зоне крайних колонн выд- вижными.перпендикулярно оси пути посредством четвертых силовых цилиндров тележками, которые оснащены вертикальными прижимами и боковыми откидными упорами, шарнирно закрепленными на колонне вторым и третьим дополнительными рычагами и жестко закрепленным на колонне упором, причем каждый указанный механизм фиксации боковых стен включает в себя ука занный второй дополнительный рычаг, которьй оснащен пластиной контроля W габарита и кронштейном, смонтированным с возможностью взаимодействия с указанным упором, а каждый третий дополнительный рычаг шарнирно соединен с соответствующим указанным вторым дополнительным рычагом и пятым силовым цилиндром, который шарнирно закреплен на колонне, и снабжен шарнирно закрепленным на нем упорным кронштейном, при этом каждый указанный соответствуюпшй второй и третий дополнительные рычаги шарнирно соединены шестым силовым цилиндром. 2.Стенд поп,1,о т л и ч аю щи йс я тем,что указанныеприждалые планки ;смонтированы с возможностью качания в вертикальной продольной плоскости. 3.Стенд ПОП.1, отличающий ся тем,что штоки указанных третьих силовых цилиндров подпружинены , 4.Стеид по п. 1 , о т J и ч а ю щ ий с я тем,что каждый указанный упорный кронштейн снабжен контргрузом .
н
г
I д
Фиг.8 д
S8.
)S
Вид И
38
Фиг. W
| I | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
