Изобретение относится к конструкции поточной, линии для сборки и сварки полувагонов.
Целью изобретения является повышение качества сварки полувагонов и повышение производительности
Указанная цель достигается в результате улучшения токообвода, повышения точности настройки сварочных автоматов и полуавтоматов по месту сварки, сокращения межоперационного времени.
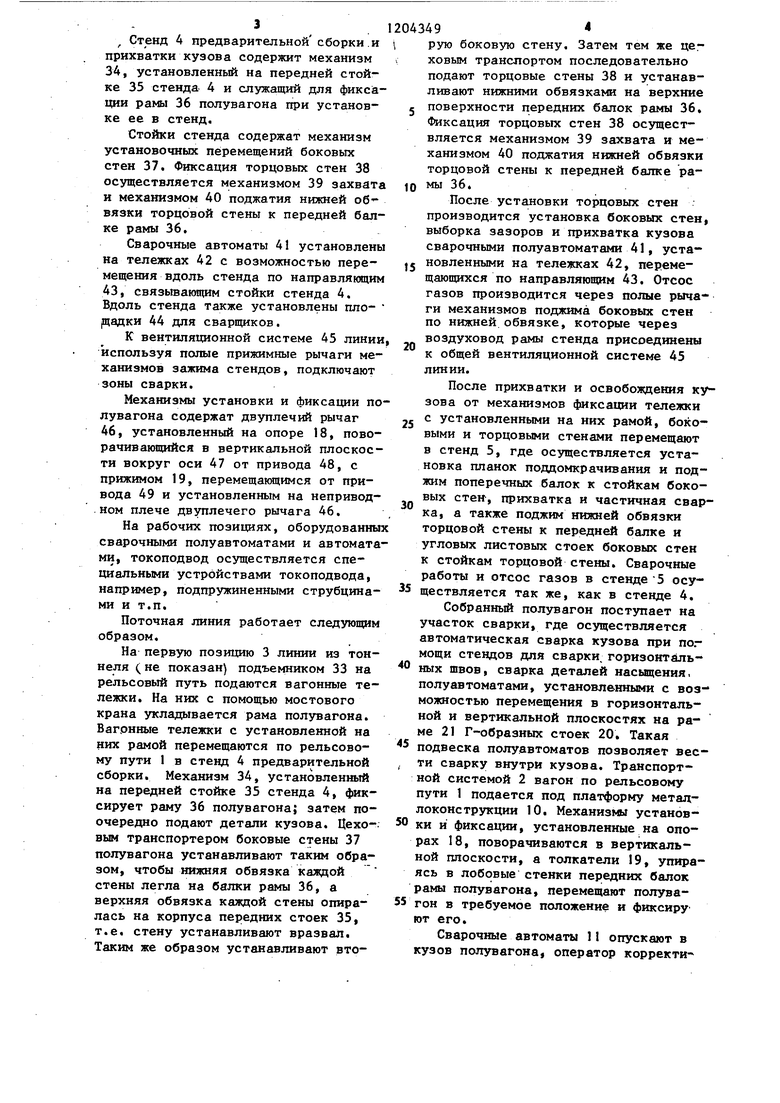
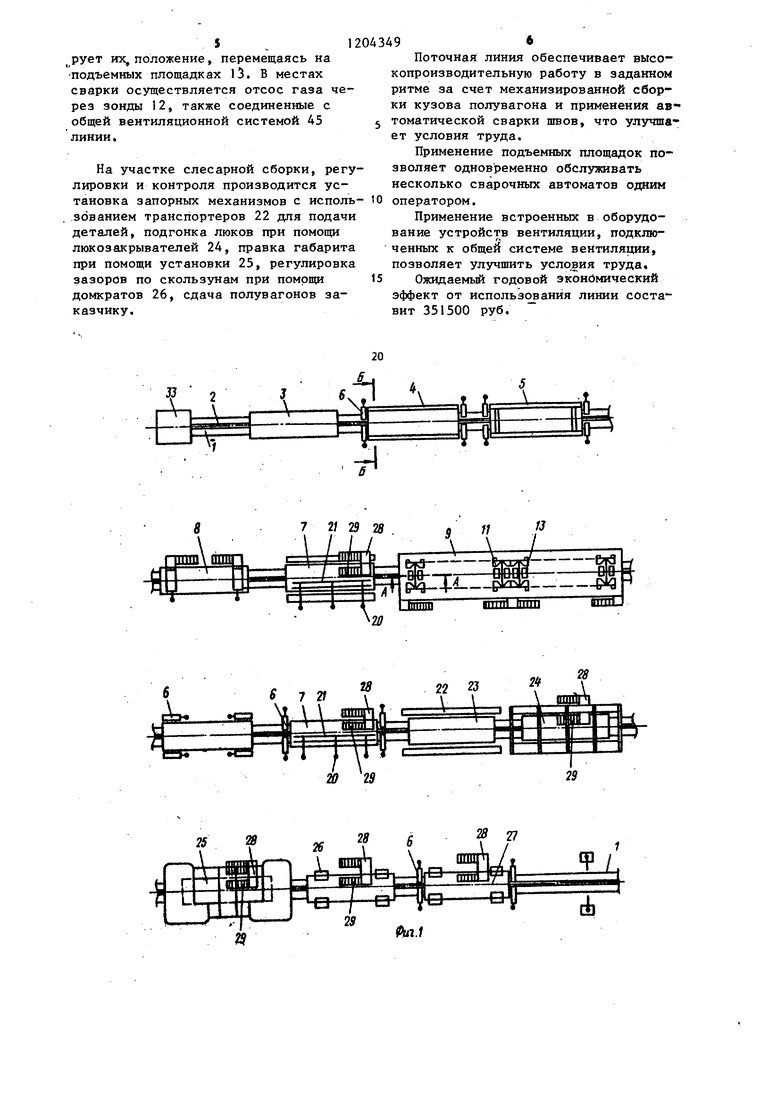
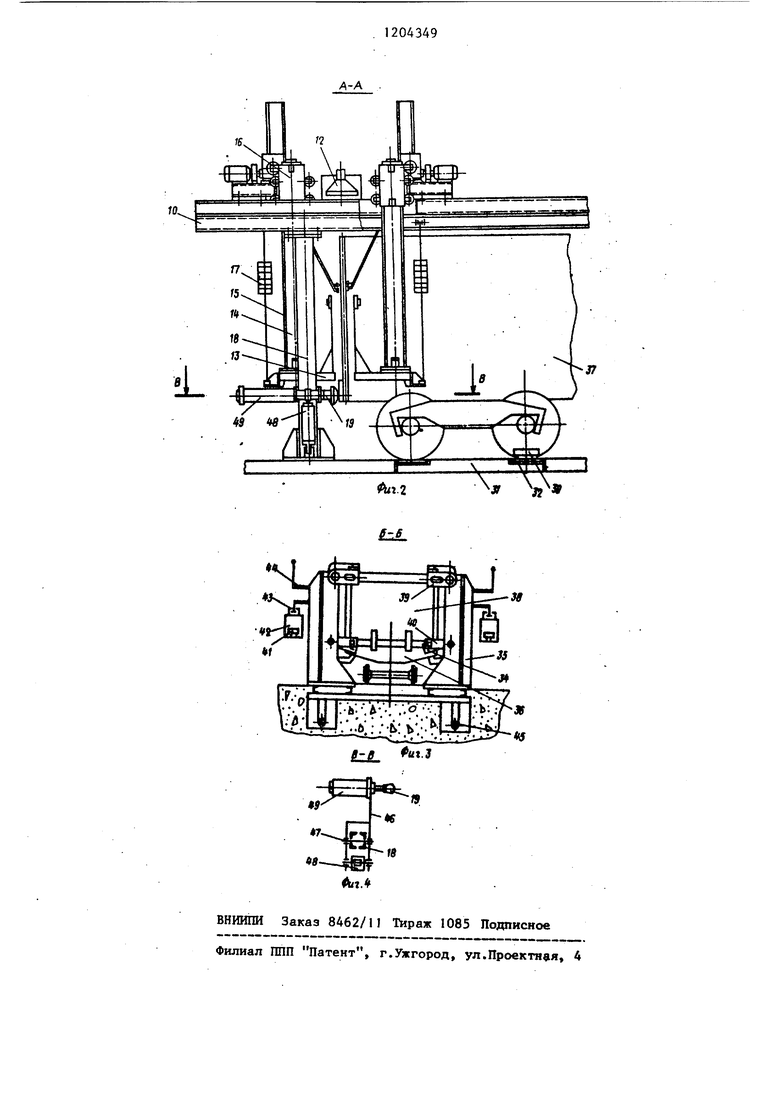
На фиг.1 схематически изображена поточная линия, общий вид; на фиг,2 разрез А-А на фиг.1; на фиг.З-- разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.З.
Поточная линия содержит стенд сборки кузова полувагона, стенды сварки, стенд слесарной сборки, регу лировки и контроля.
Установленное по ходу технологического процесса оборудование связано между собой транспортной системой состоящей из рельсового пути 1 для вагонных тележек и толкающего конвейера 2, расположенного между рельс а- ми и содержащего вьщвижные рычаги, взаимодействующие с осью олесной пары тележки.
Механизированный участок сборки .кузова полувагона включает рабочую позицию 3 установки рамы на вагонные Iтележки, стенд 4 предварительной сборки и прихватки кузова,стенд 5 сборки и прихватки кузова. По торцам стендоб установлены подъемные рабочие площадки 6 для операторов с полуавтоматами. Стенды 4 и 5 содержат установленные в соответствии с расположением балок рамы полувагона, стойки, оснащенные механизмами установочных перемещений боковых и торцовых стен, механизмами выборки зазоров, сварочными установками. В местах сварки прижимные рычаги выполнены полыми и связаны с системой отсоса газов. Участок сварки содержит стенд 7 приварки деталей насыщения кузова, стенд 8 автоматической сварки горизонтальных швов, стенд 9 сварки вертикальных швов.
Стенд 9 автоматической сварки вертикальных швов выполнен в виде установленной на опорах платформы 10, которая имеет окна в местах выполнения швов. В окнах платформы установлены вертикальные направляющие с ав
25
204349
томатами 11 для отсоса газов, образующихся при сварке через зонды 12, связанные с системой отсоса газов, По оси линии между автоматами верти5 капьной сварки размещены подъемные площадки 13 оператора. Площадки 13 прикреплены к основанию стоек 14. На стойках- 14 смонтированы зубчатые .рейки 15, взаимодействующие с привод ными шестернями каретки 16, установленной на платформе 10. Ппощадка 13 оператора уравновешена противовесом 17.
Крайние опоры 18 платформы 10 раз- мещены в соответствии с габаритом
полувагона и содержат в нижней части механизмы установки и фиксации полувагона, которые вьтолнены в виде приводного двуплечего рычага, установленного на опоре 18 с возможностью поворота в вертикальной плоскости и содержащего приводные прижимы 19, размещенные на неприводном плече рычага перпендикулярно ему. На участке сварки в местах проведения полуавтоматической сварки швов внутри кузова полувагона параллельно линии размещены Г-образные стойки 20, консоли которых обращены к линии и связаны с рамой 21. На этих коцсо30 лях закреплены направляющие, по ко- торым перемещаются сварочные полуавтоматы.
Участок слесарной сборки, регулировки и контроля содержит установлен35 ные параллельно линии транспортеры 22 для подачи запорных механизмов, позицию 23, позицию 24 для подгонки люков, позицию 25 для правки габарита, позицию 26 регулировки зазоров,
40 позицию 27 контроля и сдачи.
В местах выполнения -технологических операций внутри вагона в линии установлены площадки 28 с подъемными . лестничными маршами 29.
45 Каждая рабочая позиция линии снабжена устройством 30 для удержания вагона, а рельсовый путь 1 в местах размещения на этих позициях вагонных тележек, оснащен изолированными от
50 общего рельсового пути вставками 31, содержащими изолирующий материал в местах стыка с рельсами и в местах контакта с вагонными колесами 32, что предотвращает протекание свароч55 ного тока через подщипники вагонных тележек.
Поточная линия оснащена подъемником 33, установленным в начале линии.
Стенд 4 предварительной сборки.и прихватки куэсва содержит механизм 34, установленный на передней стойке 35 стенда 4 и служащий для фиксации рамы 36 полувагона при установке ее в стенд.
Стойки стенда содержат механизм установочных перемещений боковых стен 37. Фиксация торцовых стен 38 осуществляется механизмом 39 захвата и механизмом 40 поджатия нижней обвязки торцовой стены к передней балке рамы 36.
Сварочные автоматы 41 установлены на тележках 42 с возможностью перемещения вдоль стенда по направляющим 43, связывающим стойки стенда 4. Вдоль стенда также установлены пло- |Щадки 44 для сварщиков.
К вентиляционной системе 45 линии используя полые прижимные рычаги механизмов зажима стендов, подключают зоны сварки.
Механизмы установки и фиксации полувагона содержат двуплечий рычаг 46, установленный на опоре 18, поворачивающийся в вертикальной плоскости вокруг оси 47 от привода 48, с прижимом 19, перемещающимся от привода 49 и установленным на неприводном плече двуплечего рычага 46.
На рабочих позициях, оборудованны сварочными полуавтоматами и автоматами, токоподвод осуществляется специальными устройствами токоподвода, например, подпружиненными струбцинами и т.п.
Поточная линия работает следующим образом.
На первую позицию 3 линии из тоннеля (не показан) подъегшиком 33 на рельсовый путь подаются вагонные тележки. На них с помощью мостового крана укладывается рама полувагона. Ваг.онные тележки с установленной на них рамой перемещаются по рельсовому пути 1 в стенд 4 предварительной сборки. Механизм 34, установленньтй на передней стойке 35 стенда 4, фиксирует раму 36 полувагона; затем поочередно подают детали кузова. Цеховым транспортером боковые стены 37 полувагона устанавливают таким образом, чтобы нижняя обвязка каждой стены легла на балки рамы 36, а верхняя обвязка каждой стены опиралась на корпуса передних стоек 35, т.е. стену устанавливают вразвал. Таким же образом устанавливают вто204349
10
20
25
4
рую боковую стену. Затем тем же це.- ховым транспортом последовательно подают торцовые стены 38 и устанавливают нижними обвязками на верхние поверхности передних балок рамы 36. Фиксация торцовых стен 38 осуществляется механизмом 39 захвата и механизмом 40 поджатия нижней обвязки торцовой стены к передней балке рамы 36.
После установки торцовых стен производится установка боковых стен, выборка зазоров и прихватка кузова сварочными полуавтоматами 41, уста- je новленными на тележках 42, перемещающихся по направляющим 43. Отсос газов производится через полые рычаги механизмов поджима боковых стен по нижней обвязке, которые через
воздуховод рамы стенда присоединены к общей вентиляционной системе 45 линии.
После прихватки и освобождения кузова от механизмов фиксации тележки с установленными на них рамой, боковыми и торцовыми стенами перемещают в стенд 5, где осуществляется установка планок поддомкрачивания и поджим поперечных балок к стойкам боковых стек, прихватка и частичная сварка, а также поджим нижней обвязки торцовой стены к передней балке и угловых листовых стоек боковых стен к стойкам торцовой стены. Сварочные работы и отсос газов в стенде 5 осуществляется так же, как в стенде 4. Собранный полувагои поступает на участок сварки, где осуществляется автоматическая сварка кузова при пог мощи стендов для сварки, горизонтально ных щвов, сварка деталей насыщения, полуавтоматами, установленными с возможностью перемещения в горизонтальной и вертикальной плоскостях на раме 21 Г-образиых стоек 20. Такая 5 подвеска полуавтоматов позволяет вес- , ти сварку внутри кузова. Транспортной системой 2 вагон по рельсовому пути 1 подается под платформу металлоконструкции 10. Механизмы установ- 50 ки и фиксации, установленные на опорах 18, поворачиваются в вертикальной плоскости, а толкатели 19, упираясь в лобовые стенки передних балок рамы полувагона, перемещают полува- 55 гон в требуемое положение и фиксиру ют его.
Сварочные автоматы 1I опускают в кузов полувагона, оператор корректи
30
35
5 . 1
рует их, положение, перемещаясь на подъемных площадках 13. В местах сварки осуществляется отсос газа через зонды 12, также соединенные с общей вентиляционной системой 45 линии.
На участке слесарной сборки, регу лировки и контроля производится установка запорных механизмов с исполь зованием транспортеров 22 для подачи деталей, подгонка люков при помощи люкозакрывателей 24, правка габарита при помощи установки 25, регулировка зазоров по скользунам при помощи домкратов 26, сдача полувагонов заказчику.
043496
Поточная линия обеспечивает высокопроизводительную работу в заданном ритме за счет механизированной сборки кузова полувагона и применения ав- 5 томатической сварки швов, что улучшает условия труда.
Применение подъемных площадок позволяет одновременно обслуамвать несколько сварочных автоматов одним О оператором.
Применение встроенных в оборудование устройств вентиляции, подключенных к общей системе вентиляции, позволяет улучшить условия труда.
Ожидаемый годовой эконбмический эффект от использования линии соста вит 351500 руб.
15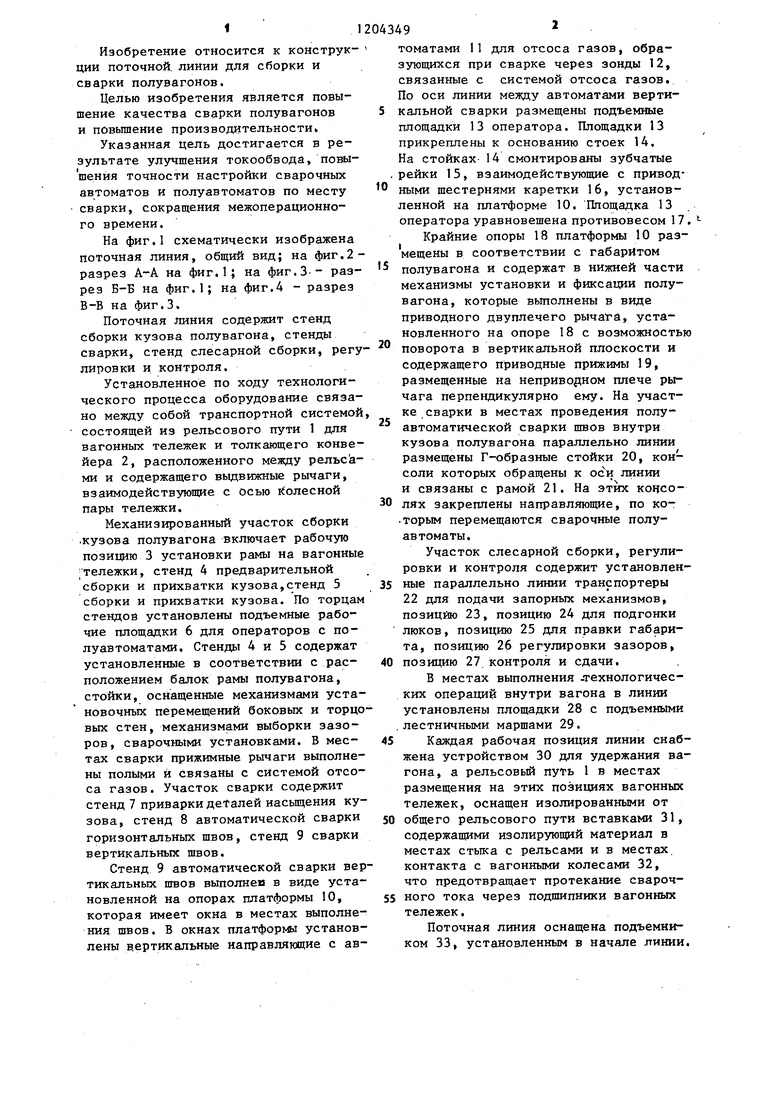
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки полувагонов | 1982 |
|
SU1276473A1 |
| Кантователь металлоконструкций под сварку | 1986 |
|
SU1388248A1 |
| Поточная линия для сборки и сварки полува-гОНОВ | 1979 |
|
SU837689A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БОКОВЫХ СТЕН ГРУЗОВЫХ ВАГОНОВ И УСТРОЙСТВО ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2575112C2 |
| Поточная линия для изготовления сварных изделий | 1981 |
|
SU998067A1 |
| Способ сборки кузовов вагонов с рамами малой жесткости | 2022 |
|
RU2797221C1 |
| Поточная линия для изготовления изделий | 1979 |
|
SU837691A1 |
| Стенд сборки кузова полувагона | 1984 |
|
SU1152840A1 |
| Устройство для сборки кузова вагонов | 1979 |
|
SU846208A1 |
| СТЕНД ДЛЯ СБОРКИ КУЗОВОВ ВАГОНОВ | 1973 |
|
SU397403A1 |
/J
W 29
Фиг.1
Л-А ,
лГл
й
ч
39
9-В ut.3
ВНИИПИ Заказ 8А62/П 1085 Подписное Филиал ППП Патент, г.Ужгород, ул.Проектная, А
| Чиркин В,В | |||
| и др | |||
| Технология вагоностроения | |||
| М.: Машгиз, 1970, с | |||
| Фотореле для аппарата, служащего для передачи на расстояние изображений | 1920 |
|
SU224A1 |
