25
Л6
(Л
27
Риг.1
Установка может выполнять функции штамповочного пресса, горизонтально- ковочной машины, а также двух- и трехбойковой радиально-копочной машины. Тот или иной режим работы достигается включением электродвигателей 26, 27 или 28, гидромоторов 37, а также управляемых муфт связи работы
91
кривошипов 22 и винтов 18. Муфты связи определяют то или иное перемещение ползунов 4, 5 или 9 со штампами 6, 7 и 10, т.е. выполнение тех или иных технологических операций, что и ведет к расширению технологических возможностей установки в целом. 2 з.п. ф-лы, 5 ил.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многооперационная ковочная машина для изготовления изделий методом пластической деформации | 1980 |
|
SU1064573A1 |
| Установка для штамповки пульсирующей нагрузкой | 1985 |
|
SU1291439A1 |
| Пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1258704A1 |
| Горизонтально-ковочная машина | 1983 |
|
SU1505657A1 |
| Пресс для штамповочных операций пульсирующей нагрузкой | 1985 |
|
SU1263538A1 |
| Винтовой пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1276520A1 |
| ГОРИЗОНТАЛЬНО-КОВОЧНАЯ МАШИНА | 1967 |
|
SU224993A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| КРИВОШИПНЫЙ ПРЕСС | 2005 |
|
RU2308376C2 |
| Привод рабочих инструментов ковочной машины | 1990 |
|
SU1750832A1 |
Изобретение относится к кузнеч- но-штамповочному производству, в частности к ковочным установкам. Цель изобретения - расширение технологических возможностей за счет синхронизации работы механизмов регулирования положения ползунов и их приводов.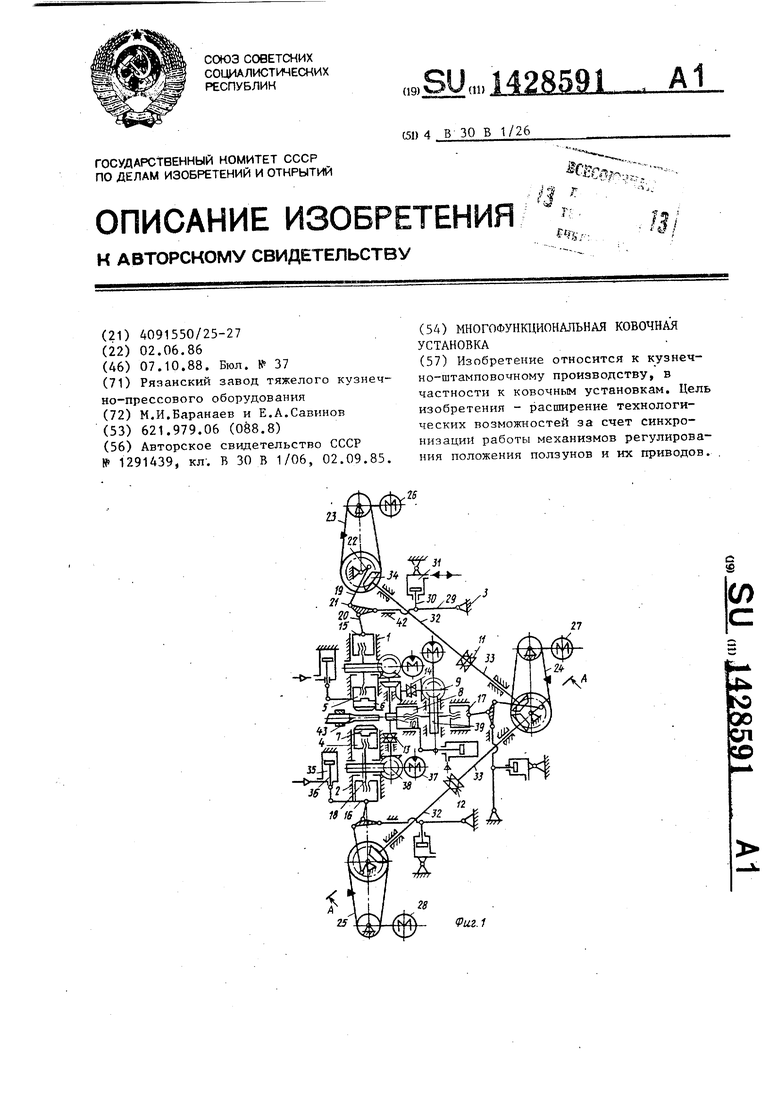
: ,1
; Изобретение относится к кузнечно- )птамповочному производству, в частности к конструкции ковочных установок.
Цель изобретения - расширение тех Иологических возможностей за счет синхронизации работы механизмов регулирования положения ползунов и их приводов.
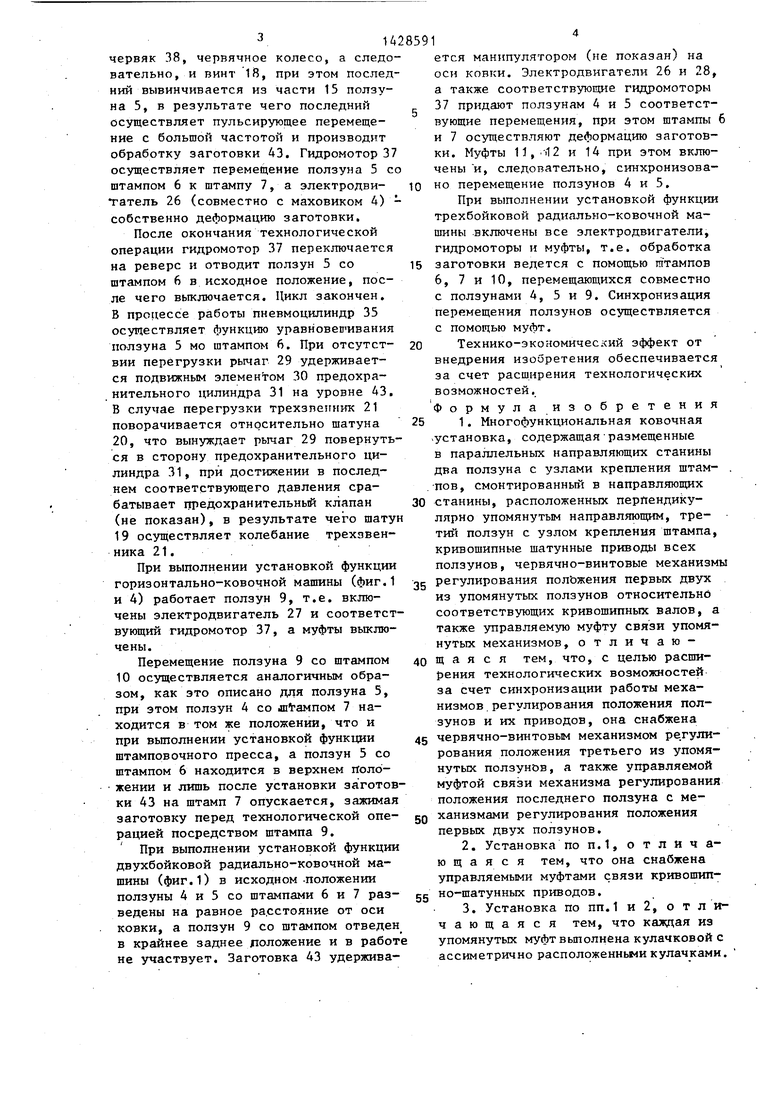
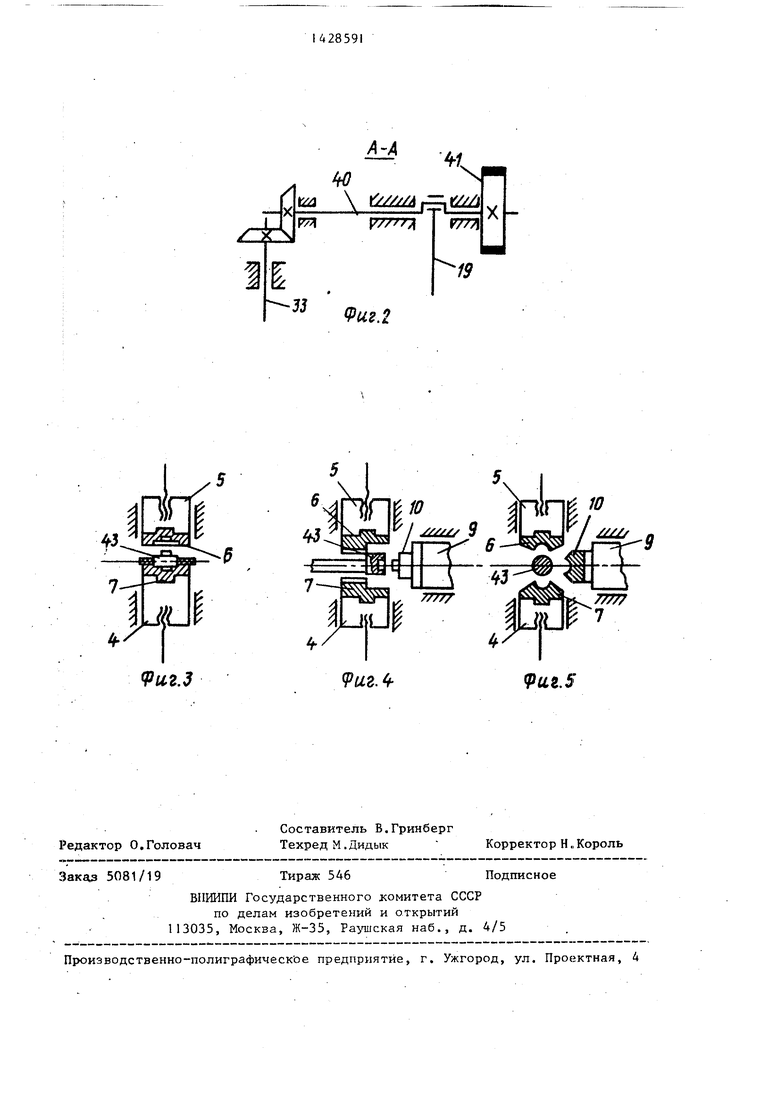
На фиг,1 показана установка, об- 11ЦИЙ вид , на фиг. 2 - разрез А-А на фиг. 1, н.а фиг.3-5 - примеры использования ползунов со штампами при выполнении различных технологических операций.
Установка содержит размещенные в Параллельных направляющих 1 и 2 ста- мины 3 ползуны 4 и 5 со штампами 6 и 7, смонтированньй в направляющих 8, расположенных перпендикулярно нап- равляюш;им 1 и 2, ползун 9 со штампом 10, кривошипно-шатунные приводы пол- эуной 4, 5 и 9, червячно-винтовые механизмы регулирования их положения, а также управляемые кулачковые муфты 11-14 связи упомянутых приводов и механизмов. Каждый из ползунов 4, 5 и 9 имеет дополнительные составные части 15-17, связанные с ползунами 4, 3 и 9 винтами 18, Каждый криво- Шипно-юатунный привод состоит из двух шатунов 19 и 20, сочлененных трехзвенником 21, а также кривошипа 22, шарнирно сочлененного -с шатуном 19, при этом шатун 20 шарнирно соч- ленен с соответствующей частью 15, 16 или 17 ползуна. Привод кривошипа 22 осуществляется от клиноременной передачи 23, 24 или 25 и электродвигателя 26, 27 или 28. Каждый из трех эвенников 21 шарнирно сочленен также с рычагом 29, который, в свою очеред
t5
0
5
0
35 40
5
0
связан с подвижным элементом 30 предохранительного цилиндра 31.
Каждый из кривошипов 22 связан друг с другом посредством валом 32 и 33 с коническими колесами 34. Валы 32 и 33 связаны посредством, кулачковых муфт 11 и 12 с асимметрично расположенными кулачками. Установка содер жит уравновешиватели в виде пневмо- цилиндров 35, подвижные части 36 которых связаны с ползунами 4, 5 и 9, Каждый из червячно-винтовых механизмов регулирования положения ползунов 4, 5 и 9 состоит их гидромотора 37, червячной пары в виде червяка 38 и колеса 39, сочлененного нарезкой с винтом 18, Все червяки 38 соединены коническими передачами.
Кривошип 22 привода колзуна 9 размещен на валу 40. На всех валах размещения кривошипов 22 установлены маховики 41, под каждый из рычагов 29 установлен упор 42.
Установка работает следующим образом.
При выполнении установкой функций штамповочного пресса (фиг.1 и 3.) работает только один ползун 5, ползун 4 находится в верхнем положении (фиг.1) так, что штамп 7 постоянно находится на уровне оси ковки, а электродвигатели 27 и 28 и муфты 11-14 отключены. Включен только электродвигатель 26, от которого через клиноременную передачу 23 движение передается на кривошип 22 и с помощью шатунов 19 и 20 и трехзвенника 21 далее на ползун 5, который совершает возвратно-поступателъное перемещение в направляющих 1, Заготовка 43 устанавливается на штамп 7 и далее включается гидромотор 37, вращающий
червяк 38, червячное колесо, а следовательно, и винт 18, при этом последний вывинчивается из части 15 ползуна 5, в результате чего последний осуществляет пульсирующее перемещение с больщой частотой и производит обработку заготовки 43. Гидромотор 37 осуществляет перемещение ползуна 5 с штампом 6 к штампу 7, а электродви- татель 26 (совместно с маховиком 4) собственно деформацию заготовки.
После окончания технологической операции гидромотор 37 переключается на реверс и отводит ползун 5 со штампом 6 в исходное положение, после чего выключается. Цикл закончен. В процессе работы пневмоцилиндр 35 осуществляет функцию уравновеп ивания ползуна 5 МО штампом 6. При отсутствии перегрузки рычаг 29 удерживается подвижным элементом 30 предохранительного цилиндра 31 на уровне 43. В случае перегрузки трехзве гник 21 поворачивается относительно шатуна 20, что вынуждает рычаг 29 повернуться в сторону предохранительного цилиндра 31, при достижении в последнем соответствующего давления срабатывает предохранительный клапан (не показан), в результате чего шату 19 осуществляет колебание трехзвен- ника 21.
При выполнении установкой функции горизонтально-ковочной мащины (фиг.1 и 4) работает ползун 9, т.е. включены электродвигатель 27 и соответствующий гидромотор 37, а муфты выключены.
Перемещение ползуна 9 со штампом 10 осуществляется аналогичным образом, как это описано для ползуна 5, при этом ползун 4 со лп ампом 7 находится в том же положений, что и при вьтолнении установкой функции штамповочного пресса, а ползун 5 со штампом 6 находится в верхнем Положении и лишь после установки заготовки 43 на штамп 7 опускается, зажимая заготовку перед технологической операцией посредством штампа 9.
При выполнении установкой функции двухбойковой радиально-ковочной машины (фиг.1) в исходном-положении ползуны 4 и 5 со штампами 6 и 7 разведены на равное расстояние от оси ковки, а ползун 9 со штампом отведен в крайнее заднее лоложение и в работ не участвует. Заготовка 43 удержива0
5
0
5
0
5
0
5
0
5
ется манипулятором (не показан) на оси ковки. Электродвигатели 26 и 28, а также соответствующие гидромоторы 37 придают ползунам 4 и 5 соответствующие перемещения, при этом штампы 6 и 7 осуществляют деформацию заготовки. Муфты n,.-i12 и 14 при этом включены и, следовательно, синхронизовано перемещение ползунов 4 и 5.
При выполнении установкой функции трехбойковой радиально-ковочной машины .включены все электродвигатели, гидромоторы и муфты, т.е. обработка заготовки ведется с помощью штампов 6, 7 и 10, перемещающихся совместно с ползунами 4, 5 и 9. Синхронизация перемещения ползунов осзяцествляется с помощью муфт.
Технико-экономический эффект от внедрения изобретения обеспечивается за счет расширения технологических возможностей. Формула изобретения
в параллельных направляющих станины два ползуна с узлами крепления щтам- . пов, смонтированный в направляющих станины, расположенных перпендикулярно упомянутым направляющим, третий ползун с узлом крепления штампа, кривошипные шатунные приводы всех ползунов, червячно-винтовые механизмы регулирования пол ожения первых двух из упомянутых ползунов относительно соответствующих кривошипных валов, а также управляемую муфту связи упомянутых механизмов, отличающаяся тем, что, с целью расширения технологических возможностей за счет синхронизации работы механизмов, регулирования положения ползунов и их приводов, она снабжена червячно-винтовым механизмом ре.гули- рования положения третьего из упомянутых ползунов, а также управляемой муфтой связи механизма регулирования положения последнего ползуна с механизмами регулирования положения первых двух ползунов.
м
taa к /////«
/Х
7
33
Фиг.2
Vuz.3
9иг.
Тттгг
19
tiZ,S
| Установка для штамповки пульсирующей нагрузкой | 1985 |
|
SU1291439A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
