Изобретение относится к кузнечно-штам- повочному производству, в частности к конструкции установок для штамповки пульсирующей нагрузкой.
Цель изобретения - расширение технологических возможностей за счет обработки заготовок с двух сторон.
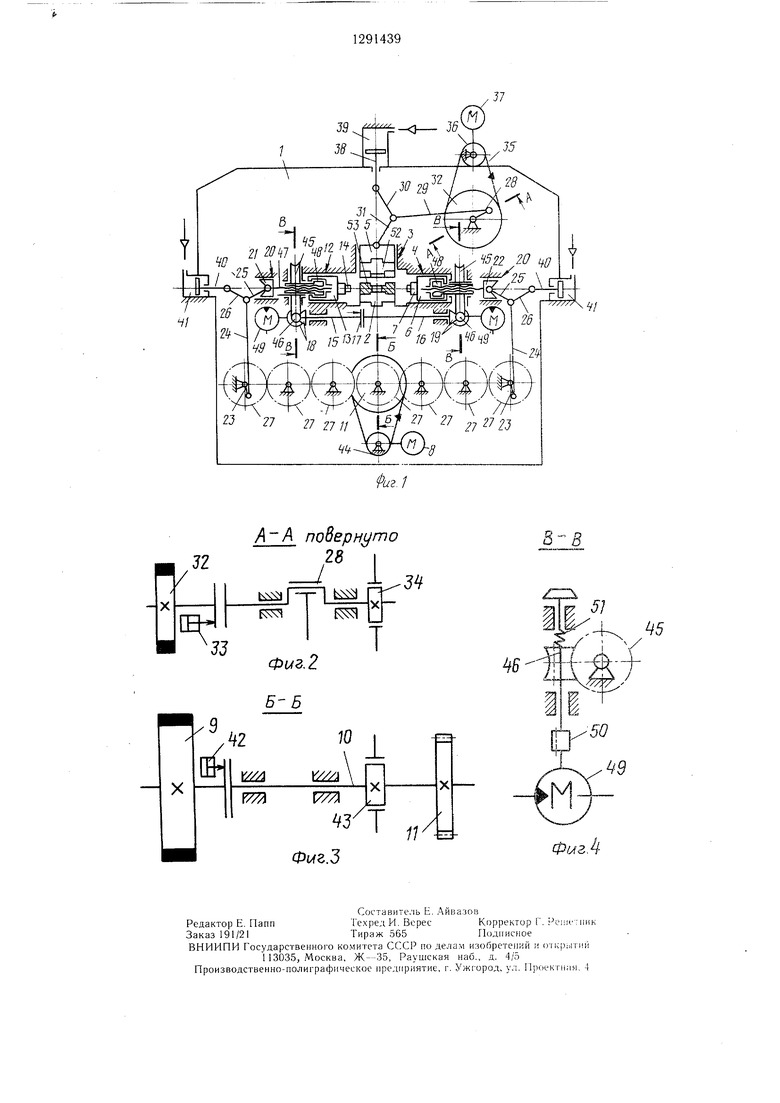
На фиг. 1 показана установка, общий вид; на фиг. 2-4 - разрез А-А, Б-Б и В-В на фиг. 1 соответственно.
Установка содержит смонтированную на 10 станине 1 неподвижную часть штампа 2, размешенные во взаимно перпендикулярных направляющих 3 и 4 станины 1 зажимной ползун 5 и деформирующий ползун 6 с подвижной частью штампа 7, исполнительный механизм привода зажимного ползуна 5, исполнительный зубчато-кривошипный механизм привода деформирующего ползуна б, эдектродвигатель 8 с клиноре- менной передачей, шкив 9 которой размещен на валу 10 с зубчатым колесом 11 упо- 2о мянутого зубчато-кривошипного механизма, приводной червячно-винтовой механизм регулирования положения деформирующего ползуна 6 относительно неподвижной части щтампа.
Установка также содержит смонтированные в станине 1 параллельно и соосно направляющим 4 дополнительные направляющие 12, размещенный в последних дополнительный деформирующий ползун 13 с подвижной частью 14 штампа, исполнительный зубчато-кривошипный механизм привода дополнительного деформирующего ползуна 13 и приводной червячно-винтовой механизм регулирования его положения относительно неподвижной части штампа 2, смонтированные в станине 1 параллельно направра 39. Зубчатые колеса 27 связань зацеплением между собой и зубчатым колесом И. Рычаги 25 шарнирно сочленены с ползуш- ками 21, а рычаги 26 - с щтоками 40 гидроцилиндров 41. На валу 10 размещена муфта 42 и смонтирован тормоз 43. На валу электродвигателя 8 смонтирован цдкив 44.
Червячно-винтовые механизмы регулирования положения деформирующих ползунов 6 и 13 выполнены каждый в виде червячного колеса 45, связанного с ним зацеплением червяка 46, на валу которого смонтировано одно из зубчатых конических колес указанных пар 18 или 19, другие колеса которых смонтированы соответственно на валах 15 и 16, винтов 47, гаек 48 и гидро- моторов 49. Каждая из ползушек 21 соединена с соответствующим винтом 47, а каждая из гаек 48 смонтирована соответственно в одном из ползунов 6 и 13. Валы червяков 46 соединен151 с гпдромоторами 49 посредством муфт 50. Черявяки 46 подпружинены пружинами 51. На зажимном ползуне 5 закреплена зажимная полуматрица 52.
Установка работасг следующим образом.
На непо.авижную часть штампа 2 укладывают заготовку 53. От командоаппарата 25 (не показан) включают муфту 33 и выключают тормоз 34. Вращение от электродвигателя 37 при этом передается через кли- ноременную передачу 35 на маховик 32 и далее на кривошипный вал 28, шатун 29 и рычаги 30 и 31, от которых поступательное движение передается зажимному ползуну 5 с зажимной полуматрицей, которая зажимает заготовку относительно неподвижной части штампа ,2.
При включении муфты 42 и отключении тормоза 43 вращение от электродвигателя
ляющим 4 и 12 два вала 15 и 16, соединен-8 через клиноременную передачу и шкив 9
ные посредством муфты 17 и две пары конических зубчатых колес 18 и 19. Кроме того, установка содержит направляюпхие планки 20, смонтированные в станине 1 параллельно направляющим 4 и 12, и раз- 40 мещенные в направляющих планках 20 ползущки 21 и 22.
Зубчато-кривошипные механизмы привода деформирующих ползунов 6 и 13 выполнены каждый в виде кривошипного вала 23, шатуна 24, шарнирно сочлененнь 1х с послед- ним рычагов 25 и 26 и зубчатых колес 27.
Исполнительный механизм привода .зажимного ползуна 5 выполнен в виде кривошипного вала 28, шатуна 29 и шарнирно сочлененных с последним рычагов 30 и 31. На кривошипном валу 28 размещен маховик 32, который соединен с ним посредством муфты 33. На другом конце кривошипного вала 28 смонтирован тормоз 34. Маховик 32 соединен клиноременной передачей 35 со
50
передается на вал И) с зубчатым колесом 11, от которого оно передается на зубчатые .колеса 27, кривошипные валы 23, шатуны 24 и рычаги 25 и 26, а также ползушкам 21, поступательное перемещение последних трансформируется через винты 47 и гайки 48 в поступательное перемещение деформирующих ползунов 6 и 13 с подвижными частями штампов 7 и 14, которые и производят штамповку заготовки 53. Необходимо отметить, что при включении электродвигателя 8 одновременно от гидромоторов 49 через червяки 46 вращение передается червячным колесам 45, а от них гайкам 48 (через щлицевые соединения между гайками 48 и червячными колесами 45) и далее поступательное перемещение деформирующим ползунам 6 и 13. При этом следует подчеркнуть, что перемещение (сближение) деформирующих ползунов 6 и 13 от гидромоторов 49 происходит только при обратных
шкивом 36, закрепленным на валу электро- 55 ходах деформирующих ползунов 6 и 13. двигателя 37. Зажимной ползун 5 шарнир- Так как червяки 46 подпружинены пружи- но сочленен с рычагом 31, а рычаг 30 шар- нами 51, то в. момент штамповки заготов- нирно сочленен с штоком 38 гидроцилинд- ки 53 вращения гаек 48 не происходит.
о
ра 39. Зубчатые колеса 27 связань зацеплением между собой и зубчатым колесом И. Рычаги 25 шарнирно сочленены с ползуш- ками 21, а рычаги 26 - с щтоками 40 гидроцилиндров 41. На валу 10 размещена муфта 42 и смонтирован тормоз 43. На валу электродвигателя 8 смонтирован цдкив 44.
Червячно-винтовые механизмы регулирования положения деформирующих ползунов 6 и 13 выполнены каждый в виде червячного колеса 45, связанного с ним зацеплением червяка 46, на валу которого смонтировано одно из зубчатых конических колес указанных пар 18 или 19, другие колеса которых смонтированы соответственно на валах 15 и 16, винтов 47, гаек 48 и гидро- моторов 49. Каждая из ползушек 21 соединена с соответствующим винтом 47, а каждая из гаек 48 смонтирована соответственно в одном из ползунов 6 и 13. Валы червяков 46 соединен151 с гпдромоторами 49 посредством муфт 50. Черявяки 46 подпружинены пружинами 51. На зажимном ползуне 5 закреплена зажимная полуматрица 52.
Установка работасг следующим образом.
На непо.авижную часть штампа 2 укладывают заготовку 53. От командоаппарата 5 (не показан) включают муфту 33 и выключают тормоз 34. Вращение от электродвигателя 37 при этом передается через кли- ноременную передачу 35 на маховик 32 и далее на кривошипный вал 28, шатун 29 и рычаги 30 и 31, от которых поступательное движение передается зажимному ползуну 5 с зажимной полуматрицей, которая зажимает заготовку относительно неподвижной части штампа ,2.
При включении муфты 42 и отключении тормоза 43 вращение от электродвигателя
8 через клиноременную передачу и шкив 9
передается на вал И) с зубчатым колесом 11, от которого оно передается на зубчатые .колеса 27, кривошипные валы 23, шатуны 24 и рычаги 25 и 26, а также ползушкам 21, поступательное перемещение последних трансформируется через винты 47 и гайки 48 в поступательное перемещение деформирующих ползунов 6 и 13 с подвижными частями штампов 7 и 14, которые и производят штамповку заготовки 53. Необходимо отметить, что при включении электродвигателя 8 одновременно от гидромоторов 49 через червяки 46 вращение передается червячным колесам 45, а от них гайкам 48 (через щлицевые соединения между гайками 48 и червячными колесами 45) и далее поступательное перемещение деформирующим ползунам 6 и 13. При этом следует подчеркнуть, что перемещение (сближение) деформирующих ползунов 6 и 13 от гидромоторов 49 происходит только при обратных
По окончании штамповки заготовки 53 ко- мандоаппарат дает команду на реверсивное вращение гидромоторов 49, которые отводят деформирующие ползуны 6 и 13 от отштампованной детали. При нахождении ползунов 5, 6 и 13 в крайних от отштампованной детали положениях выключаются муфты 33 и 42 и включаются тормоза 34 и 43. Цикл закончен. Одновременно сбрасывается давление в гидроцилиндрах 39 и 41. При перегрузке срабатывают предохранительные клапаны (не показаны) и происходит сброс давления в гидроцилиндрах 39 и 41. Если перед работой установки выключить муфту 17 и соответствующий гидромотор 49, то можно работать одним из ползунов 6 и 13. А если отключить электродвигатель 8, то можно работать TO JibKo ползуном 5, используя его в этом случае в качестве деформирующего ползуна.
В том случае, если по условиям работы необходим больший по времени выстой зажимного ползуна 5 в закрытом положении, поступают следующим образом. При смыкании зажимного ползуна с неподвижной частью штампа 2 муфту 33 выключают и включают тормоз 34. Производят формообразование заготовки. Отводят формообразую- щие ползуны 6 и 13 с подвижными частями штампа в исходное положение. Давление в гидроцилиндре зажимного ползуна 5 сбрасывается. Тормоз 34 выключают, муфту 33 включают и отводят зажимной ползун 5 в исходное положение. После этого давление в гидроцилиндре восстанавливают до требуемого значения.
Технико-экономический эффект от внедрения изобретения обеспечивается расширением технологических возможностей по сравнению с базовым объектом за счет штамповки заготовки с двух концов.
Формула изобретения
1. Установка для штамповки пульсирующей нагрузкой, содержащая смонтированную на станине неподвижную часть щтам-па, размещенную во взаимно перпендикулярных направляющих станины зажимной ползун и деформирующий ползун с подвижной частью штампа, исполнительный механизм привода зажимного ползуна, исполнительный зубчато-кривошипный меха5
0
0
5
0
5
низм привода деформирующего ползуна, электродвигатель с клиноременной передачей, один из шкивов которой размещен на одном валу с одним из зубчатых колес зубчато-кривошипного механизма, приводной червячно-винтовой механизм регулирования положения деформирующего ползуна относительно неподвижной части щтампа, отличающаяся тем, что, с целью расщирения технологических возможностей за счет обработки заготовок с двух сторон, она снабжена смонтированными в станине параллельно и соосно направляющим деформирующего ползуна дополнительными направляющими, размещенным в последних дополнительным деформирующим ползуном с подвижной частью штампа, исполнительным зубчато-кривошипным механизмом привода дополнительно деформирующего ползуна и приводным червячно-винтовым механизмом регулирования его положения относительно неподвижной части штампа, при этом од(ю . из зубчатых колес привода дополнительного деформирующего ползуна связано зацеплением с зубчатым колесом 3y64aTO-KpHBonjHn- ного механизма привода основного деформирующего ползуна.
2.Установка по п. 1, отличающаяся тем, что она снабжена смонтированными в станине параллельно направляющим деформирующих ползуЕюв двумя валами с соединительной муфтой, а также двумя парами конических зубчатых колес, при этом в каждой паре одно из конических зубчатых колес смонтировано на червяке соответствующего из червячно-винтовых механизмов.
3.Установка по п. 1, oтJ(uчaющaяcя тем, что она снабжена направляк)щими планками, смонтированными в станине параллельно направляющим деформирующих ползунов и размещенными в них ползушками, каждая из которых шарнирно сочленена с соответствующим звеном исполнительного механизма привода соответствующего деформирующего ползуна и соединена с винтом соответствующего червячно-винтового механизма, при этом каждая из гаек последних смонтирована в соответствующем деформирующем ползуне и ступице соответствующего червячного колеса с возможностью осевого перемещения относительно последнего и вращения в соответствующем деформирующем ползуне.
| название | год | авторы | номер документа |
|---|---|---|---|
| Винтовой пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1276520A1 |
| Пресс для штамповочных операций пульсирующей нагрузкой | 1985 |
|
SU1263538A1 |
| Пресс для штамповки пульсирующей нагрузкой | 1985 |
|
SU1258704A1 |
| Многофункциональная ковочная установка | 1986 |
|
SU1428591A1 |
| Многооперационная ковочная машина для изготовления изделий методом пластической деформации | 1980 |
|
SU1064573A1 |
| Механический пресс с нижним приводом | 1981 |
|
SU961992A1 |
| Радиально-ковочная машина | 1979 |
|
SU880596A1 |
| Кривошипный пресс для горячей объемной штамповки | 1984 |
|
SU1201166A1 |
| Пресс-автомат | 1987 |
|
SU1447512A1 |
| Многопозиционный пресс для листовой штамповки | 1988 |
|
SU1562049A1 |
Изобретение относится к области кузнечно-штамповочного производства, в частности к конструкции установок для штамповки пульсирующей нагрузкой. Цель изобретения - расширение технологических возможностей за счет обработки заготовок с двух сторон. В установке используются два деформирующих ползуна и один зажимной, что позволяет обрабатывать заготовку с двух сторон одновременно. 2 з.п. ф-лы, 4 ил. Is:) со со ;0
повернуто
п;« j
Фиг.З
Составите.чь Е. Айвазов
Редактор Е. ПаппТехред И. ВересКорректор Г. Pei,4 -:iiiiK
Заказ 191/21Тираж 565Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и откр:,тий
1 13035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-нолиграфическое нредириятие, г. Ужгород, y, i. Проектная, 4
ФигМ
| Установка для штамповки пульсирующей нагрузкой | 1984 |
|
SU1216020A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
