Изобретение относится к стекольной промьшшенности и может быть реа лизованЬ на заводах, выпускающих стекло или стеклянные изделия строительного назначения
Целью изобретения является повышение качества стеклошифера.
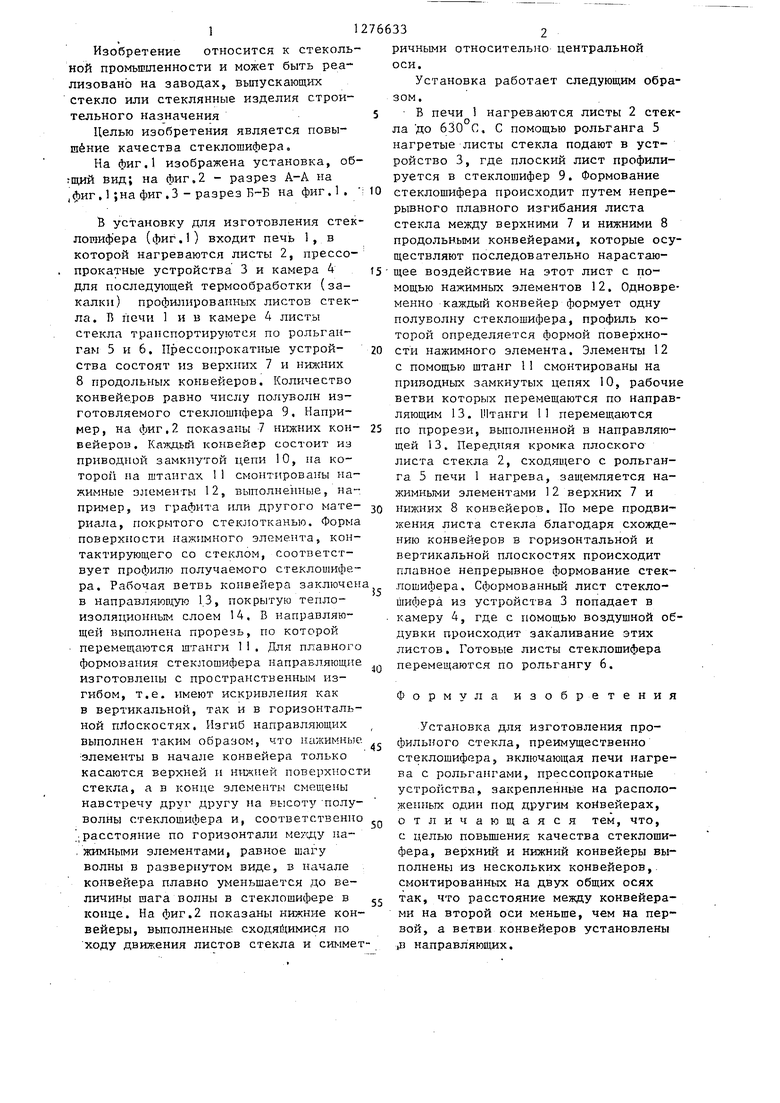
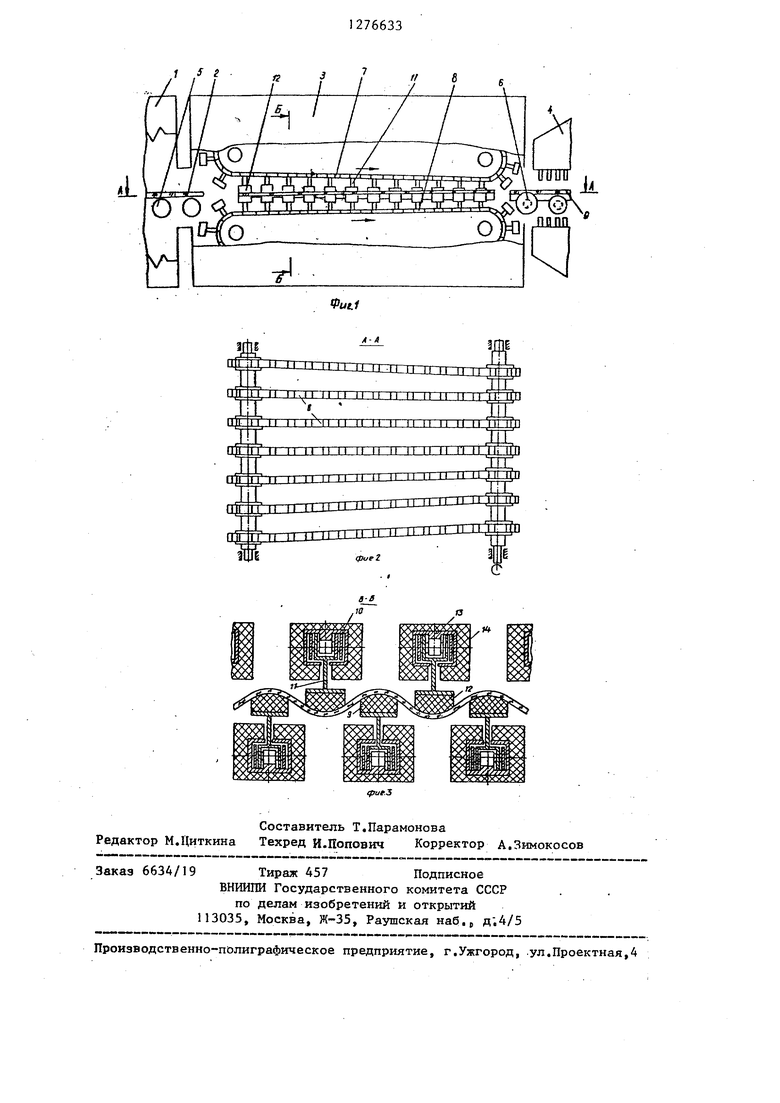
На фиг.1 изображена установка, об- :щий вид; на фиг.2 - разрез А-А на ,фиг. 1 ;на фиг.3 - разрез Б-Б на фиг.1.
20
В установку для изготовления стек- ошифера (фиг.1) входит печь 1, в которой нагреваются листы 2, прессо- прокатные устройства 3 и камера 4 для последующей термообработки (закалки) профилированных листов стекла. Б печи 1 и в камере 4 листы стекла транспортируются по рольгангам 5 и 6. Прессопрокатные устройства состоят из верхних 7 и нюкних 8 продольных конвейеров. Количество конвейеров равно числу полуволн изготовляемого стеклошифера 9, Например, на фиг.2 показаны 7 нижних кон- 25 вейероц. Ка7Вдьй конвейер состоит из приводной замкнутой цепи 10, па которой на штангах 11 смонтированы нажимные элементы 12, выполненные, например, из графита или другого материала, покрытого стеклотканью. Форма поверхности нажимного элемента, контактирующего со стеклом, соответствует профилю получаемого стеклошифера. Рабочая ветвь конвейера заключена в нaпpaвляюDJyю 1.3, покрытую тепло- изоляцион(1ым слоем 14. В направляющей выполнена прорезь, по которой перемещаются штанги 11. Для плавного формования стеклошифера направляющие изготовлепы с пространственным изгибом, т.е. имеют искривления как в вертикальной, так и в горизонтальной плоскостях. Изгиб направляющих выполнен таким образом, что нажимные элементы в начале конвейера только касаются верхней и нт-тней поверхности стекла, а в конце злементы смещены навстречу друг другу на высотз полу10
15
30
S5
40
45
волны стеклощифера и, соответственно отличающаяся тем, что.
,; расстояние по горизонтали меуэду нажимными элементами, равное шагу волны в развернутом виде, в начале конвейера плавно уменьшается до величины шага волны в стеклошифере в конце. На фиг.2 показаны нижние конвейеры, выполненные сходя111имися по ходу движения листов стекла и симмет55
с целью повьш1ения качества стеклощи фера, верхний и нижний конвейеры вы полнены из нескольких конвейеров,, смонтированных на двух общих осях так, что расстояние между конвейера ми на второй оси меньше, чем на пер вой, а ветви конвейеров установлены дз направляющих.
ричными относительно центральной оси.
Установка работает следующим образом.
В печи 1 нагреваются листы 2 стекла до 630 С, С помощью рольганга 5 нагретые листы стекла подают в устройство 3, где плоский лист профилируется в стеклошифер 9. Формование
стеклощифера происходит путем непрерывного плавного изгибания листа стекла между верхними 7 и нижними 8 продольными конвейерами, которые осуществляют последовательно нарастающее воздействие на этот лист с помощью нажимных элементов 12. Одновременно каждый конвейер формует одну полуволну стеклошифера, профиль которой определяется формой поверхности нажимного элемента. Элементы 12 с помощью штанг 11 смонтированы на приводных замкнутых цепях 10, рабочие ветви которых перемещаются по направляющим 13. 111танги 11 перемещаются по прорези, выполненной в направляющей 13. Передняя кромка плоского листа стекла 2, сходящего с рольганга 5 печи 1 нагрева, защемляется нажимными элементами 12 верхних 7 и нижних 8 конвейеров. По мере продвижения листа стекла благодаря схождению конвейеров в горизонтальной и вертикальной плоскостях происходит плавное непрерывное формование стеклошифера. Сформованный лист стекло- шифера из устройства 3 попадает в камеру 4, где с помощью воздушной обдувки происходит закаливание этих листов. Готовые листы стеклошифера перемещаются по рольгангу 6.
Формула изобретения
Установка для изготовления профильного стекла, преимущественно стеклошифера, включающая печи нагрева с рольгангами, прессопрокатные устройства, закрепленные на расположенных один под другим конвейерах.
с целью повьш1ения качества стеклощифера, верхний и нижний конвейеры выполнены из нескольких конвейеров,, смонтированных на двух общих осях так, что расстояние между конвейерами на второй оси меньше, чем на первой, а ветви конвейеров установлены дз направляющих.
iL
v
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления профильного стекла | 1986 |
|
SU1362714A1 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| ФОРМА С ГИБКОЙ ПОВЕРХНОСТЬЮ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2004 |
|
RU2317262C2 |
| Установка для горизонтального закаливания плоских стекол | 1978 |
|
SU719974A1 |
| Устройство для раскладки плоских предметов | 1982 |
|
SU1055687A1 |
| Установка для горизонтального прессования и закалки листового стекла | 1985 |
|
SU1239105A1 |
| Установка для изготовления гнутого закаленного листового стекла | 1983 |
|
SU1122627A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ОТПУСКА СТЕКЛЯННЫХ ЛИСТОВ | 1992 |
|
RU2083512C1 |
| Устройство для раскладки плоских предметов | 1980 |
|
SU906797A1 |
| Установка для производства листового стекла | 1975 |
|
SU601231A1 |
Изобретение может быть использовано на стекольных заводах, выпускающих закаленное стекло для строительства. Цель изобретения - повьшение качества стеклошифера. В печи 1 нагреваются листы стекла 2 ( ЛС) до температуры 630°С. С помощью рольганга 5 нагретые ЛС 2 подают в прессопро- катное устройство 3, где плоский лист профилируется в стеклоиифер 9. Формование стеклотифера происходит путем непрерьшного плавного изгибания ЛС 2 между верхними 7 и нижними 8 продольными конвейерами (ПК), осуществляющими последовательно нарастающее давление на этот лист с помощью нажимных элементов (НЭ) 12, Одновременно каждый конвейер формует одну- полуволну стеклошифера. НЭ 12 с помощью штанг 11 смонтированы на приводных замкнутых цепях, рабочие ветви которых перемещаются по направляющим. Передняя кроьоса плоского ЛС 2, сходящего с рольганга 5 печи нагрева 1, защемляется НЭ 12 верхних 7 и нижних 8 ПК. По мере продвижения ЛС происходит плавное непрерывное формование стеклошифера. Закаливание готовых листов стеклошифера происходит в камере 4, откуда они рольгангу 6. 3 ил. с (О СП го О5 САЭ СО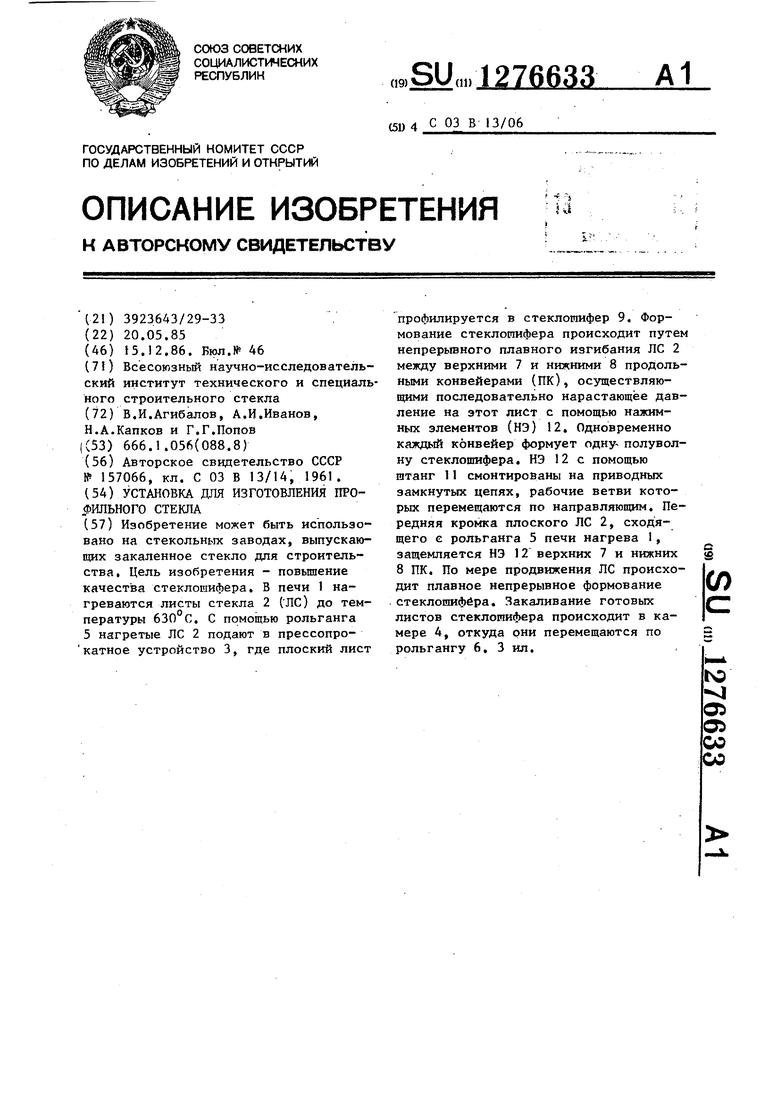
Составитель Т.Парамонова Редактор М.Питкина Техред И.Попович Корректор А.Зимокосов
Заказ 6634/19 Тираж 457 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. д ,4/5
Производственно-полиграфическое предприятие, г.Ужгород, .ул.Проектная,4
| 0 |
|
SU157066A1 | |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
