Изобретение относится к строительным материалам, а именно к стекольной промьшшенности, и мож-ет быть применено в производстве гнутых закаленных стекол. 5
Цель изобретения - повышение надежности в работе и упрощение конструкции..
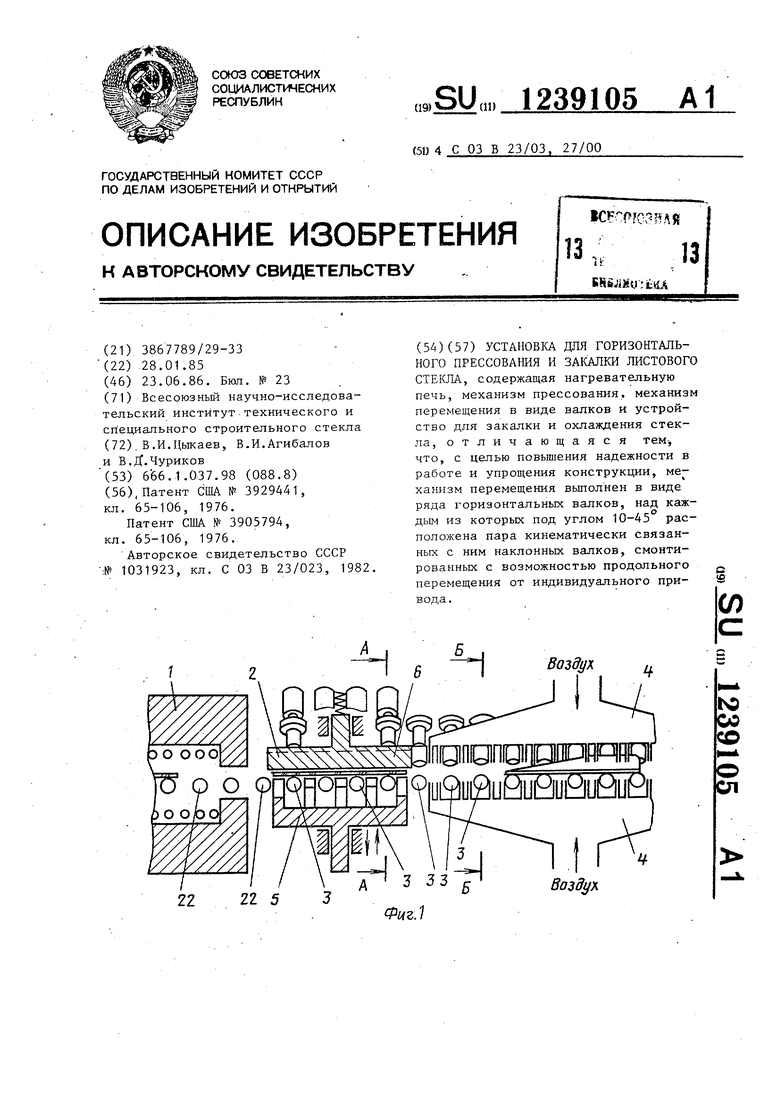
На фиг. 1 изображена установка для горизонтального прессования и tO закалки листового стекла; на фиг,2 - разрез А-А .на фиг. 1 (механизм перемещения плоских и гнутых стекол в позиции прессования стекла находится в положении после прессования стекла, 15 пунктирной линией показано положение наклонных валков и стекла в механизме до прессования стекла); на фиг.З- разрез Б-Б на фиг. 1 (механизм перемещения плоских и гнутых стекол в 20 позиции закалки и охлаждения стекла).
Установка для горизонтального прессования и закалки листового стекла содержит нагревательную печь 1, механизм 2 прессования стекла, меха- 25 низм 3 перемещения плоских и гнутых стекол и устройство 4 для закалки и охлаждения стекла.
-Нагревательная печь 1 .представляет собой одну из известных конструк- 30 ций рольганговых печей.
Механизм 2 прессования является известной конструкцией для горизон- ташьного прессования листового стекла: и состоит из контурной разрезной матрицы 5 и вьтолненного по форме криволинейной поверхности стекла сплошного пуансона 6.
Механизм 3 перемещения плоских и гнутых стекол представляет собой рольганг, состоящий из ряда горизонтальных валков 7, вращающихся вокруг своей оси в направляющих 8, над каждым из которых под углом 10-45 расположена пара кинематически связанных с ним наклонных валков 9, вращающихся вокруг своей оси в направляющих 10. Передачу крутящего момента от редуктора 11 через двойной шарнир Гука 12 и валок 13 осуществляют к го- ризонтальному валку 7, покрытому теплоизолирующей оболочкой, транспортирующему стекло. Далее крутящий момент передают через двойной шарнир
35
40
45
над .о
тые теплоизолирующей оболочкой наклонные ваЛки 9, имеющие возможность перемещаться вдоль оси полых валков 17. Наклонные 9 и горизонтальные 7 валки транспортируют сформованные листы стекла 18. Перемещение наклонных валков 9 вдоль их оси осуществляют с помощью штоков 19, проходящих через полые валки 17. Штоки 19 не вращаются вокруг своей оси и с одной стороны закрепляются в направляющей 20 вращения (например шариковьш подшипник), другая сторона штоков 19 является поршнем пневмо-или гидроприводов 21. Т-аким образом, штоки 19 от пневмо- или гидропривода 21 осуществляют движение вдоль оси, перемещая при этом наклонные валки 9, закрепленные через направляющие 20 вращения со штоками 19. .
Механизм в перемещения плоских и гнутык стекол в позициях закалки и охлаж,цения (фиг. 3) представляет собой рольганг, состоящий из ряда горизонт апьных валков, вращающихся вокруг своей оси в направляющих каждым из которых под углом 10-45 расположена пара кинематически связанных с ним наклонных валков 9. Передачу крутящего момента к полым валкам 17 и валкам 1.4 осуществляют цепной передачей 16 и звездочк ами 15, а к гор:изонтальным валкам - через два двойных шарнира Гука 12. Полые 17 и горизонтальные 7 валки в местах соприкосновения со стеклом покрыты теплоизолирующей оболочкой.
Установка работает следующим об- pa3OMi
Плоский лист стекла из нагревательной печи 1 поступает на валках 22 в механизм 2 для прессования. При этом наклонные валки 9 находятся в положении, показанном пунктирной линией, т.е. наиболее удаленном от стекла. В момент, когда стекло встаетмежду контурной разрезной матрицей 5 и сплош. ным пуансоном 6,валки механизма 3 пре-. кращают свое вращение, стекло останавливается и с помощью специальных
-механизмов (не показаны) устанавливается в нужном положении для формования. Разрезная матрица 5, разрезной формующий контур которой находитГука 12, валок 14;, звездочки 15 и цеп- 55 ся несколько ниже образующих горизонную передачу 16 на полые валки 17, на которых находятся связанные с этими валками (например пшицами) покрытальных валков 7, начинает подниматься ввефх,, захватывая своим формующим контуром лист стекла 18. Так как в
5 0
5
0
5
0
5
над .о
тые теплоизолирующей оболочкой наклонные ваЛки 9, имеющие возможность перемещаться вдоль оси полых валков 17. Наклонные 9 и горизонтальные 7 валки транспортируют сформованные листы стекла 18. Перемещение наклонных валков 9 вдоль их оси осуществляют с помощью штоков 19, проходящих через полые валки 17. Штоки 19 не вращаются вокруг своей оси и с одной стороны закрепляются в направляющей 20 вращения (например шариковьш подшипник), другая сторона штоков 19 является поршнем пневмо-или гидроприводов 21. Т-аким образом, штоки 19 от пневмо- или гидропривода 21 осуществляют движение вдоль оси, перемещая при этом наклонные валки 9, закрепленные через направляющие 20 вращения со штоками 19. .
Механизм в перемещения плоских и гнутык стекол в позициях закалки и охлаж,цения (фиг. 3) представляет собой рольганг, состоящий из ряда горизонт апьных валков, вращающихся вокруг своей оси в направляющих каждым из которых под углом 10-45 расположена пара кинематически связанных с ним наклонных валков 9. Передачу крутящего момента к полым валкам 17 и валкам 1.4 осуществляют цепной передачей 16 и звездочк ами 15, а к гор:изонтальным валкам - через два двойных шарнира Гука 12. Полые 17 и горизонтальные 7 валки в местах соприкосновения со стеклом покрыты теплоизолирующей оболочкой.
Установка работает следующим об- pa3OMi
Плоский лист стекла из нагревательной печи 1 поступает на валках 22 в механизм 2 для прессования. При этом наклонные валки 9 находятся в положении, показанном пунктирной линией, т.е. наиболее удаленном от стекла. В момент, когда стекло встаетмежду контурной разрезной матрицей 5 и сплош. ным пуансоном 6,валки механизма 3 пре-. кращают свое вращение, стекло останавливается и с помощью специальных
-механизмов (не показаны) устанавливается в нужном положении для формования. Разрезная матрица 5, разрезной формующий контур которой находиттальных валков 7, начинает подниматься ввефх,, захватывая своим формующим контуром лист стекла 18. Так как в
формующем контуре матрицы 5 имеются- вырезы для горизонтальных валков, то контур матрицы 5 беспрепятственно поднимается выше образующих горизон- тальных валков 7 -до соприкосновения верхней поверхности стекла с поверхностью пуансона- 6. Стекло при этом принимает форму пуансона. Как только стекло 18 контуром матрицы 5 подня- лось вверх к пуансону 6, наклонные валки 9 от пневмо- или гидропривода 21 перемещаются вдоль своей оси в положение, как показано на фиг. 2, устанавливаясь при этом под стеклом 18. После формования матрица 5, поддерживая своим контуром сформованное стекло 18, опускается в нижнее положение. При опускании матрицы 5 в нижнее положение стекло устанавливается на образующие горизонтальньк 7.валков и наклонных 9 валков механизма 3 перемещения, а контур матрицы 5 опус кается в исходное положение.
- Валки механизма 3 перемещения, начиная вращаться, транспортируют стекло в устройство 4 для закалки и охлаждения.
Наклонные валки 9 расположены под углом 10-45 к горизонтальному валку 7 по следующим причинам: при углах
меньше 10° стекло практически имеет плоскую форму, при углах более 45 давление стекла в большей степени осуществляется на горизонтальный валок, что недопустимо, так как на стекле могут появиться отпечатки.
В предлагаемой конструкции механизма перемещения уменьшено в два раза число двойных шарниров Гука, в три раза число приводных пневмо- или гидроприводов, в три раза число шарнирных опор. В связи с этим уменьшается стоимость изготовления такого механизма, упрощение обслуживания и повышается надежность в работе.
Экономический эффект от внедрения предлагаемого механизма перемещения плоских и гнутых листов стекла в установке для горизонтального прессования и закалки листового стекла производительностью 400 тыс.м гнутых закаленных стекол в год составит 105 тыс.руб. за счет уменьшения стоимости этого механизма, повьш1ения надежности в работе и, следовательнй, более редкой замены вьш1едших из строя деталей, меньшего количества аварийных ситуаций и меньшего количества брака в работе.
те
г ;
fennrc
W
/2
«t±±dbA
t
п
2

| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм перемещения плоских и гнутых листов стекла | 1982 |
|
SU1031923A1 |
| Установка для гнутья и закалки листового стекла | 1987 |
|
SU1479425A1 |
| Устройство для изготовления гнутого стеклянного листа | 1979 |
|
SU1120922A3 |
| Линия для изготовления стекол "триплекс | 1979 |
|
SU975601A1 |
| Валок для изгибания и транспортировки заготовок из стекла | 1982 |
|
SU1031922A1 |
| Способ изгибания листового стек-лА и уСТРОйСТВО для ЕгО ОСущЕСТВ-лЕНия | 1978 |
|
SU793949A1 |
| Установка для изготовления гнуто-гО зАКАлЕННОгО лиСТОВОгО СТЕКлА | 1979 |
|
SU808388A1 |
| Установка для изготовления триплекса | 1988 |
|
SU1736333A3 |
| СПОСОБ ПЕРЕДАЧИ СТЕКЛЯННОГО ЛИСТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2092460C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВОГО ПРОФИЛЯ | 2004 |
|
RU2272688C1 |
ВНИИПИ Заказ 3351/19 Тираж 457
Произв.-полигр. пр-тие, г, Ужгород, ул. Проектная, 4
Подписное
| , Патент США № 3929441, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Патент США № 3905794, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Механизм перемещения плоских и гнутых листов стекла | 1982 |
|
SU1031923A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
