матрицецержатель 6 с матрицей 7, выполненные с полостями. В полости мат- рицедержателя размещен ползун 15, в котором жестко закреплен маркирующий ролик 17. Маркирующий ролик 17 расположен в гнезде матрицедержателя и матрицы, закреплен в вилке ползуна, жестко связанного с штоком 19, и выполнен в виде диска с буквенно-цифf
Изобретение относится к технологии изготовления кабельных изделий и может быть использовано для изготовления кабельных изделий с непрерывной маркировкой в процессе наложения резиновых оболочек на линиях непрерывной вулканизации.
Цель изобретения - повышение качества маркировки путем обеспечения стабильности тиснения,
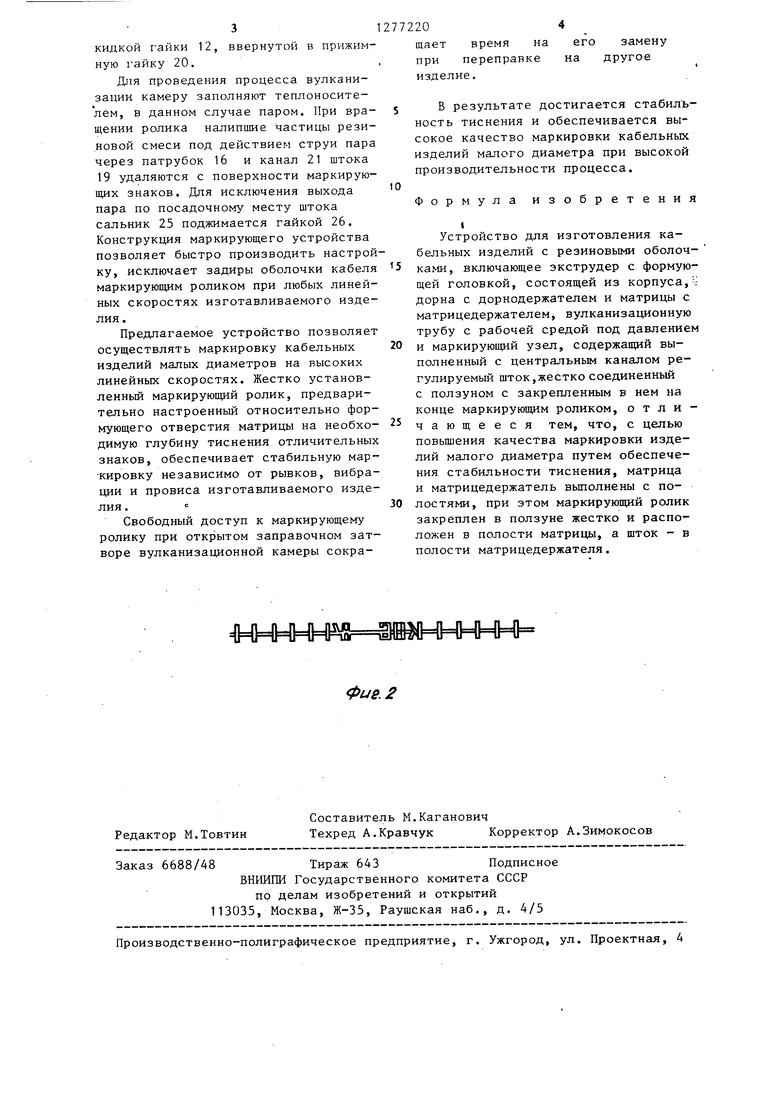
На фиг. 1 показано устройство, продольный разрез на фиг. 2 - развертка наружной поверхности ролика.
Устройство для изготовления маркировки кабельных изделий малых диаметров с резиновыми оболочками содержит корпус головки экструдера 1, в верхней части которого выполнено отверстие 2, распределитель 3j. в котором закреплен дорн 4 с отверстием для прохода кабельной заготовки 5, матрицедержатель 6 с закрепленной в нем матрицей 7.
Распределитель и матрицедержател образуют между собой кольцевой канал для прохода экструдируемого материала 8. Матрицедержатель 6 имеет полость 9, переходящую в гнездо 10, совмещенное с полостью в матрице, и поджат прижимной гайкой 11, в которой резьбовым соединением крепитс накидная гайка 12, герметизирующая через прокладку 13 вулканизационную трубу 14. В полости матрицедержателя размещен ползун 15, имеющий канал с закрепленным на нем патрубком 16. Ползун выполнен в виде вилки, в которой жестко закреплен маркирунщий ролик 17. Маркирующий ролик выполнен в виде диска, на котором имеютс
77220
ровыми маркнруюпщми знаками 18 и ребрами конусной формы. Такое выполнение и установка ролика об спечи- вает стабильную маркировку независимо от рывков, вибраций и провиса из- готавливаемого-изделия. Устройство позволяет осуществить маркировку кабельных изделий малых диаметров на высоких линейных скоростях. 2 ил.
буквенно-цифровые маркирующие знаки 18 и ребра конусной формы и расположен в полости, выполненной в матрице. Ползун жестко связан с штоком
19 через уплотнительную прокладку 20 и имеет сквозной канал 21, соединенный с каналом штока, расположенного в полости матрицедержателя.Шток посредством гайки 22 соединен резьбой с фланцем. 23, закрепленным на корпусе, и имеет возможность радиального перемещения, величина которого контролируется по измерительной линейке 24. Герметизация штока осуществляется сальником 25 посредством гайки 26, ввернутой через отверстие 2 в тело матрицедержателя.
Устройство работает следующим образом,
Движущаяся под давлением резиновая смесь по распределителю 3 поступает в кольцевой канал, образованный дорном и матрицей 7, где форми- руется в оболочку, накладываемую на кабельную заготовку 5. По выходу из формующей части матрицы 7 изготавливаемый кабель 5 соприкасается с маркирующим роликом 17, на котором нанесены буквенно-цифровые знаки и
ребра 18 конусной формы. Маркирующий ролик 17 закреплен в вилке ползуна, жестко связанного с штоком 19, перемещением которого посредством гайки 22 устанавливается глубина оттиска. Маркирующие знаки вьшуклые и для того, чтобы ролик вращался постоянно, на нем через равные промех ут- ки нанесены ребра. Вулканизационная камера 14 через уплотняющую прокладку 13 герметизируется поджимом на3
кидкой гайки 12, ввернутой в прижимную гайку 20.
Для проведения процесса вулканизации камеру заполняют теплоносителем, в данном случае паром. При вращении ролика налипшие частицы резиновой смеси под действием струи пара через патрубок 16 и канал 21 штока 19 удаляются с поверхности маркирующих знаков. Для исключения выхода пара по посадочному месту штока сальник 25 поджимается гайкой 26. Конструкция маркирующего устройства позволяет быстро производить настройку, исключает задиры оболочки кабеля маркирующим роликом при любых линейных скоростях изготавливаемого изделия.
Предлагаемое устройство позволяет осуществлять маркировку кабельных изделий малых диаметров на высоких линейных скоростях. Жестко установленный маркирующий ролик, предварительно настроенный относительно формующего отверстия матрицы на необходимую глубину тиснения отличительных знаков, обеспечивает стабильную мар- кировку независимо от рывков, вибрации и провиса изготавливаемого изделия .
Свободный доступ к маркирующему ролику при открытом заправочном затворе вулканизационной камеры сокраФи8.2
Редактор М.Товтин Заказ 6688/48
Составитель М.Каганович
Техред А.Кравчук Корректор А.Зимокосов
Тираж 643Подписное
ВНШПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
277220
щает время на при переправке изделие.
В результате достигается стабильность тиснения и обеспечивается высокое качество маркировки кабельных изделий малого диаметра при высокой производительности процесса.
Формула изобретения
I
Устройство для изготовления кабельных изделий с резиновыми оболочками, включающее экструдер с формующей головкой, состоящей из корпуса,- ; дорна с дорнодержателем и матрицы с матрицедержателем, вулканизационную трубу с рабочей средой под давлением
и маркирующий узел, содержащий выполненный с центральным каналом регулируемый шток,жестко соединенный с ползуном с закрепленным в нем на конце маркирующим роликом, отличающееся тем, что, с целью повышения качества маркировки изделий малого диаметра путем обеспечения стабильности тиснения, матрица и матрицедержатель вьшолнены с полостями, при этом маркирующий ролик закреплен в ползуне жестко и расположен в полости матрицы, а шток - в полости матрицедержателя.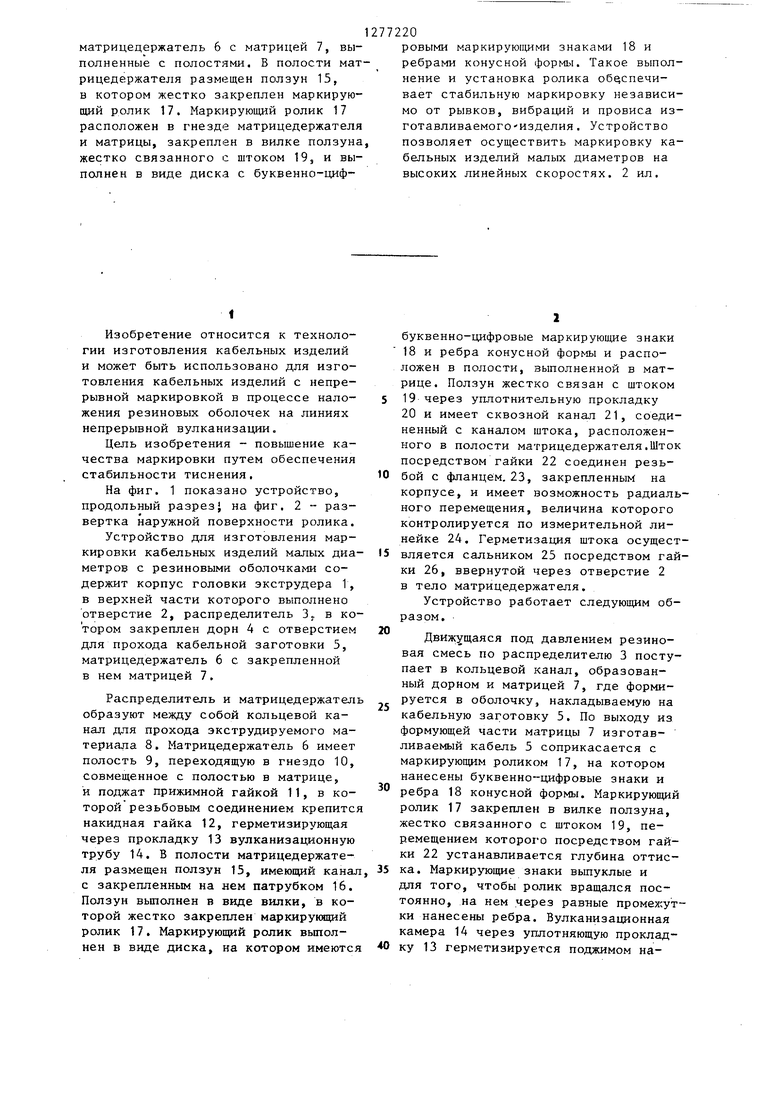
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления и маркировки кабелей с резиновыми оболочками | 1980 |
|
SU943860A1 |
| Экструзионная головка для наложения полимерных оболочек на кабельные изделия | 1986 |
|
SU1403104A1 |
| Экструзионная головка | 1986 |
|
SU1410110A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| Устройство для маркировки кабельных изделий | 1989 |
|
SU1742864A1 |
| Экструзионная головка | 1990 |
|
SU1786512A1 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |
| Экструзионная головка для наложения многослойного покрытия на кабельные изделия | 1990 |
|
SU1831721A3 |
| Печатающее устройство для маркировки кабельных изделий | 1975 |
|
SU546941A1 |
Изобретение относится к электротехнике, в частности к устройствам для изготовления кабельных изделий с резиновыми оболочками. Цель изобретения - повышение качества маркировки путем обеспечения стабильности тиснения. Устройство содержит корпус головки экструдера 1 с отверстием 2, распределитель 3, дорн 4, 15 (Л 18 Фиг.1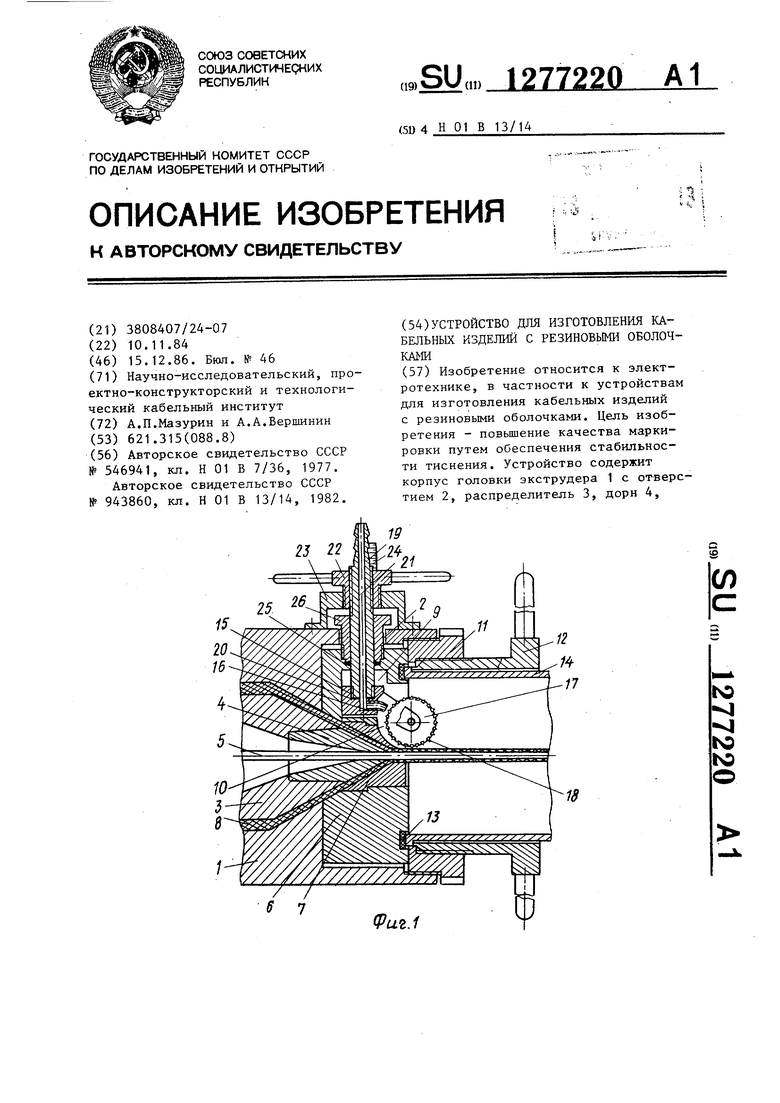
| Печатающее устройство для маркировки кабельных изделий | 1975 |
|
SU546941A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для изготовления и маркировки кабелей с резиновыми оболочками | 1980 |
|
SU943860A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
