(Л
:о
о
4
Изобретение относится к оборудованию для изготовления кабельных изделий и может быть использовано для наложения многослойных полимерных оболочек.
Цель изобретения - повышение качестнала, площадь поперечного сечения которого равна половине площади поперечного сечения входного отверстия экструдера, поступает в распределитель 23. В коническом кольцевом канале 25, образованном дорнова изделий путем возможности наложения 5 матрицей 24 и распределителем 23, проис- дополнительных слоев и регулирование дав- олит разделение потока на составляющие
ления экструдируемых слоев на заготовку.части. Таким образом, накладывается не
На фиг. 1 показана экструзионная го- У оболочки. Остальная
ловка, общий вид; на фиг. 2 - развертка ть потока экструдируемого материала
поверхности распределителя для подачи Ю через сквозное отверстие 17 поступает в ка- экструдируемого материала; на,фиг. 3 - сложной формы распределителя 18.
В кольцевом коническом канале 21, обра25
полнительная дорноматрица.
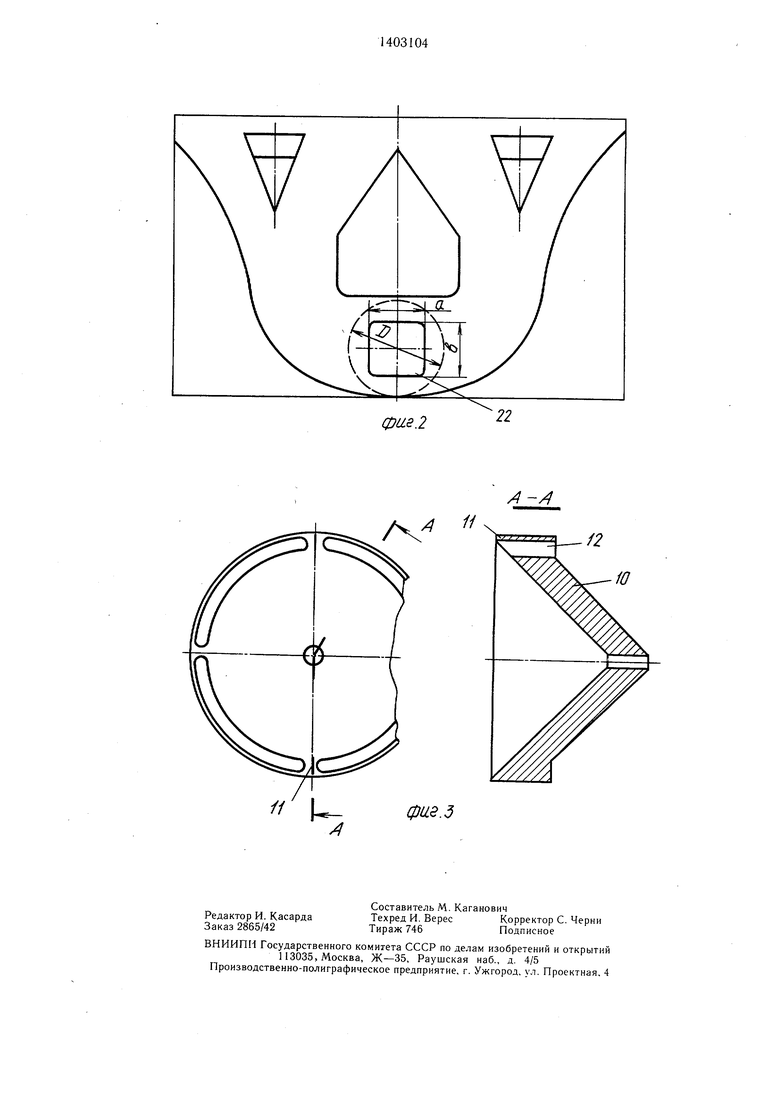
Экструзионная головка состоит из корпуса 1 с фланцами для присоединения к экструдерам. В корпусе имеются каналы 2 и 3 для прохода экструдируемого материа- ла. Внутри корпуса размещен распределитель 4 с каналами сложной формы для изменения направления движения и выравнивания давления потока экструдируемого материала, закрепленный прижимной гай- 20 распределение по кольцу в коническом коль- кой 5.цевом канале 9, образованном дорноматриВ распределителе закреплена дорномат- цей 6 и матрицедержателем 7, формируется рица 6. Со стороны конической части распределителя в корпусе закреплен матрице- держатель 7 с помощью прижимной гайки 8. Между распределителем 4 и матрицедержателем 7 образован кольцевой канал 9. В матрицедержателе установлены дорноматрица 10 в виде конуса с фланцем 11, в котором выполнены отверстия 12 цилиндрической формы. Дорноматрица 10 и мат- зо рица 13 образуют между собой кольцевой канал 14 и имеют осевое перемещение с помощью регулировочной гайки 15. Матри- цедержатель с помощью регулировочных болтов 16 имеет возможность радиального перемещения.
Распределитель 4 со стороны канала 3 имеет сквозное отверстие 17. Внутри распределителя 4 расположен распределитель 18, закрепленный прижимной гайкой 19. В распределителе 18 закреплена дорноматрица дд подачи материалов от экструдеров, рас- 20, которая с распределителем 4 и дорно-пределители для наложения слоев оболочек,
матрицей 6 образует кольцевой конический канал 21.
Распределитель 18 в месте формующих каналов имеет сквозное отверстие 22, площади поперечного сечения которого равна 45 половине площади поперечного сечения входзованном дорноматрицей 20 и дорноматри- цей 6 распределителя 4, образуется дополнительный слой оболочки изделия.
Экструдируемый материал, подаваемый под давлением другим экструдером, движется по каналу 2 корпуса 1, подается в кана- ЛЕ)1 распределителя 4, в которых изменяется направление его движения. Происходит
оболочка изделия.
Часть потока эструдируемого материала под давлением через сквозные отверстия 12 цилиндрической формы дорноматрицы 10 поступает в конический кольцевой зазор, образованный дорноматрицей 10 и матрицей 13, где формируется дополнительная оболочка изделия.
Давление и концентричность накладываемых слоев оболочки регулируются матрицедержателем 7 с помощью болтов.. Таким образом, обеспечивается возможность одновременного наложения двух дополнительных слоев оболочек и регулирования концент- 35 ричности каждого слоя оболочки.
Формула изобретения Экструзионная головка для наложения полимерных оболочек на кабельные изделия, содержащая корпус с каналами для
ного отверстия экструдера. Внутри распределителя 18 расположен распределитель 23, в котором закреплена дорноматрица 24, обснабженные дорном и дорноматрицами, полость для прохождения заготовки, матрицу и элементы крепления и регулирования, отличающаяся тем, что с целью повыщения качества изделий путем возможности наложения дополнительных слоев и регулирования давления экструдируемых слоев на заготовку, распределители расположены соосно внутри друг друга, причем канал распреде распределение по кольцу в коническом коль- цевом канале 9, образованном дорноматризованном дорноматрицей 20 и дорноматри- цей 6 распределителя 4, образуется дополнительный слой оболочки изделия.
Экструдируемый материал, подаваемый под давлением другим экструдером, движется по каналу 2 корпуса 1, подается в кана- ЛЕ)1 распределителя 4, в которых изменяется направление его движения. Происходит
цей 6 и матрицедержателем 7, формируется
подачи материалов от экструдеров, рас- пределители для наложения слоев оболочек,
оболочка изделия.
Часть потока эструдируемого материала под давлением через сквозные отверстия 12 цилиндрической формы дорноматрицы 10 поступает в конический кольцевой зазор, образованный дорноматрицей 10 и матрицей 13, где формируется дополнительная оболочка изделия.
Давление и концентричность накладываемых слоев оболочки регулируются матрицедержателем 7 с помощью болтов.. Таким образом, обеспечивается возможность одновременного наложения двух дополнительных слоев оболочек и регулирования концент- ричности каждого слоя оболочки.
Формула изобретения Экструзионная головка для наложения полимерных оболочек на кабельные изделия, содержащая корпус с каналами для
снабженные дорном и дорноматрицами, полость для прохождения заготовки, матрицу и элементы крепления и регулирования, отличающаяся тем, что с целью повыщения качества изделий путем возможности наложения дополнительных слоев и регулирования давления экструдируемых слоев на заготовку, распределители расположены соосно внутри друг друга, причем канал распреде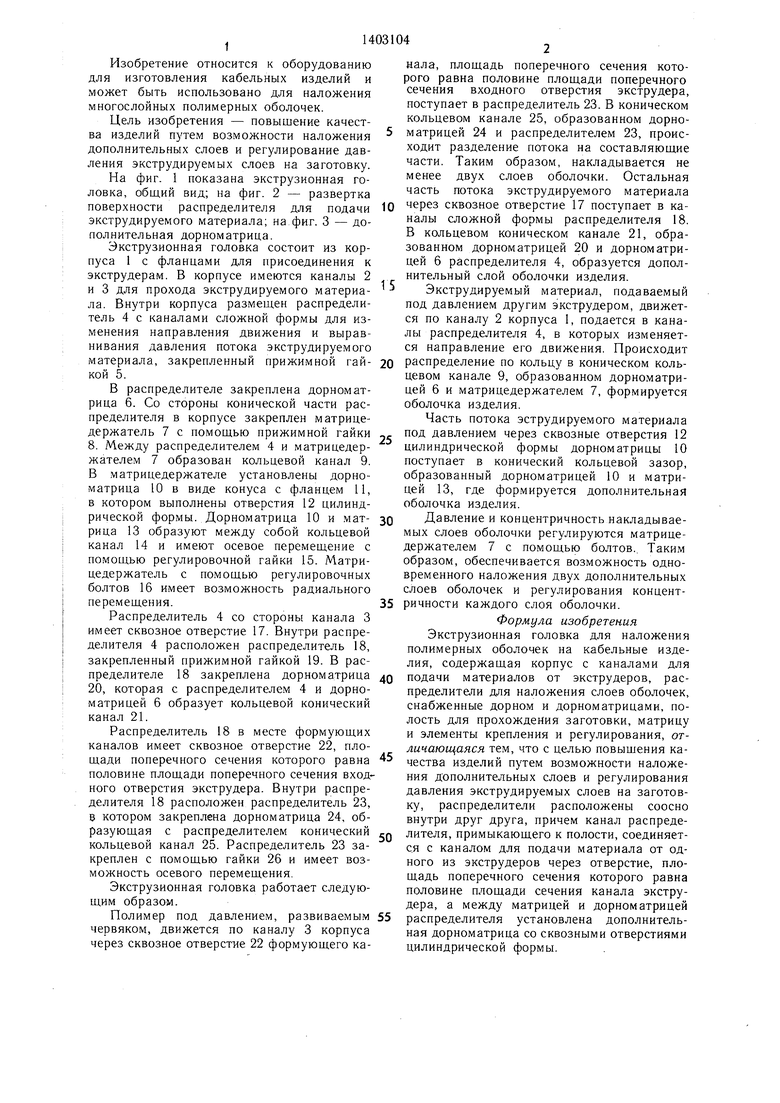
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| Устройство для наложения двухслойных оболочек на кабели | 1989 |
|
SU1723588A1 |
| Устройство для изготовления кабельных изделий с резиновыми оболочками | 1984 |
|
SU1277220A1 |
| Головка для соэкструзии полимеров | 1989 |
|
SU1682196A1 |
| Головка экструдера | 1989 |
|
SU1647661A1 |
| Экструзионная головка | 1986 |
|
SU1410110A1 |
| Экструзионная головка | 1982 |
|
SU1073804A1 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |
| Экструзионная головка | 1990 |
|
SU1786512A1 |
| Экструзионная головка для наложения многослойного покрытия на кабельные изделия | 1990 |
|
SU1831721A3 |
Изобретение относится к электротехнике, в частности к оборудованию для изготовления кабельных изделий. Цель изобретения - повышение качества изделий путем возможности наложения дополнительных слоев и регулирование давления экстру дируемых слоев на заготовку. В коническом кольцевом канале 25 происходит разделение потока на составляющие части. Таким образом, накладывается не менее двух слоев оболочки. В кольцевом коническом канале 21, образованном дорноматри- цами 20 и 6, образуется дополнительный слой оболочки. Остальные слои оболочки формируются в коническом кольцевом канале 9 и канале между дорноматрицей 10 и матрицей 13. 3 ил. .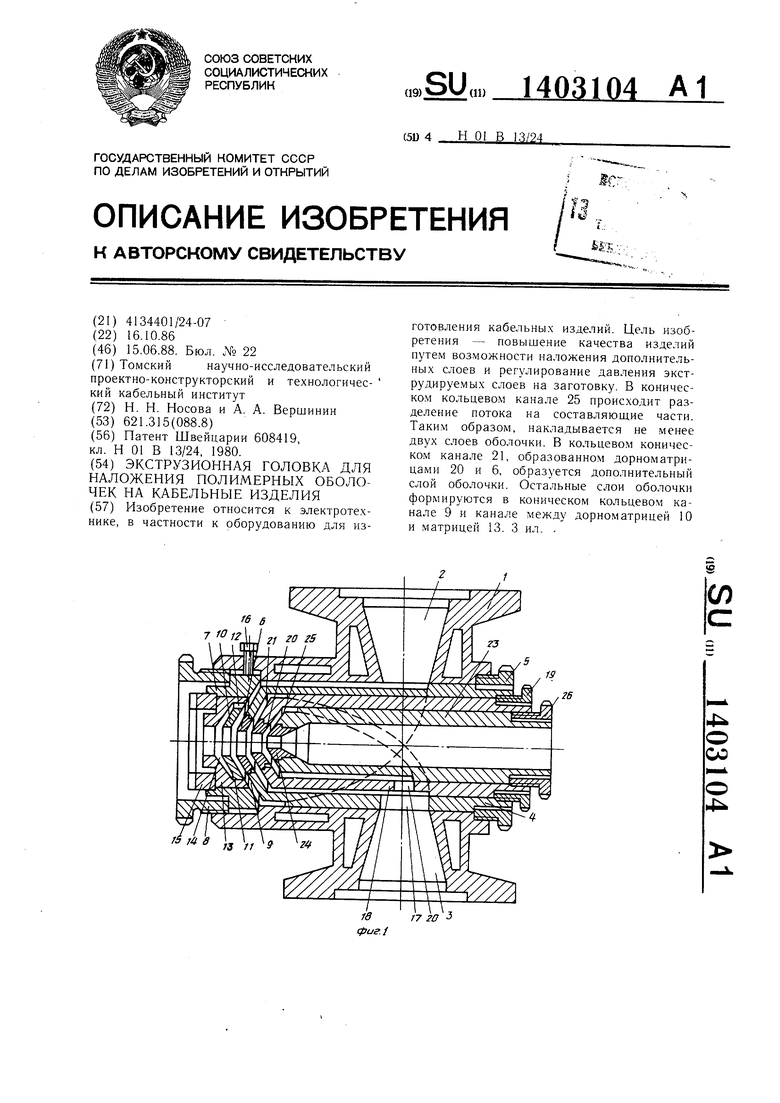
разующая с распределителем конический Q лителя, примыкающего к полости, соединяет- кольцевой канал 25. Распределитель 23 закреплен с помощью гайки 26 и имеет возможность осевого перемещения.
Экструзионная головка работает следующим образом.
Полимер под давлением, развиваемым 55 распределителя установлена дополнитель- червяком, движется по каналу 3 корпусаная дорноматрица со сквозными отверстиями
через сквозное отверстие 22 формующего ка-цилиндрической формы.
ся с каналом для подачи материала от одного из экструдеров через отверстие, площадь поперечного сечения которого равна половине площади сечения канала экструдера, а между матрицей и дорноматрицей
лителя, примыкающего к полости, соединяет-
распределителя установлена дополнитель- ная дорноматрица со сквозными отверстиями
ся с каналом для подачи материала от одного из экструдеров через отверстие, площадь поперечного сечения которого равна половине площади сечения канала экструдера, а между матрицей и дорноматрицей
а
фи.е.2
A-/J
/х
//
W
фие.д
| Патент Швейцарии 608419, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
