виде штока с конической рабочей поверхностью, причем шток 22 установлен в пневмоцилиндре 21 с возможностью взаимодействия с оправками, которые подпружинены к поворотному корпусу 19. Дпя обработки коллекторов с
Изобретение относится к технологическому оборудованию по производству электрических машин, в частности для продора кивания коллекторов электрических машин фрезерованием с одновременным снятием продольных и наклонных фасок.
Цель изобретения - обеспечение универсальности станка путем обработки, колпекторов различной длины.
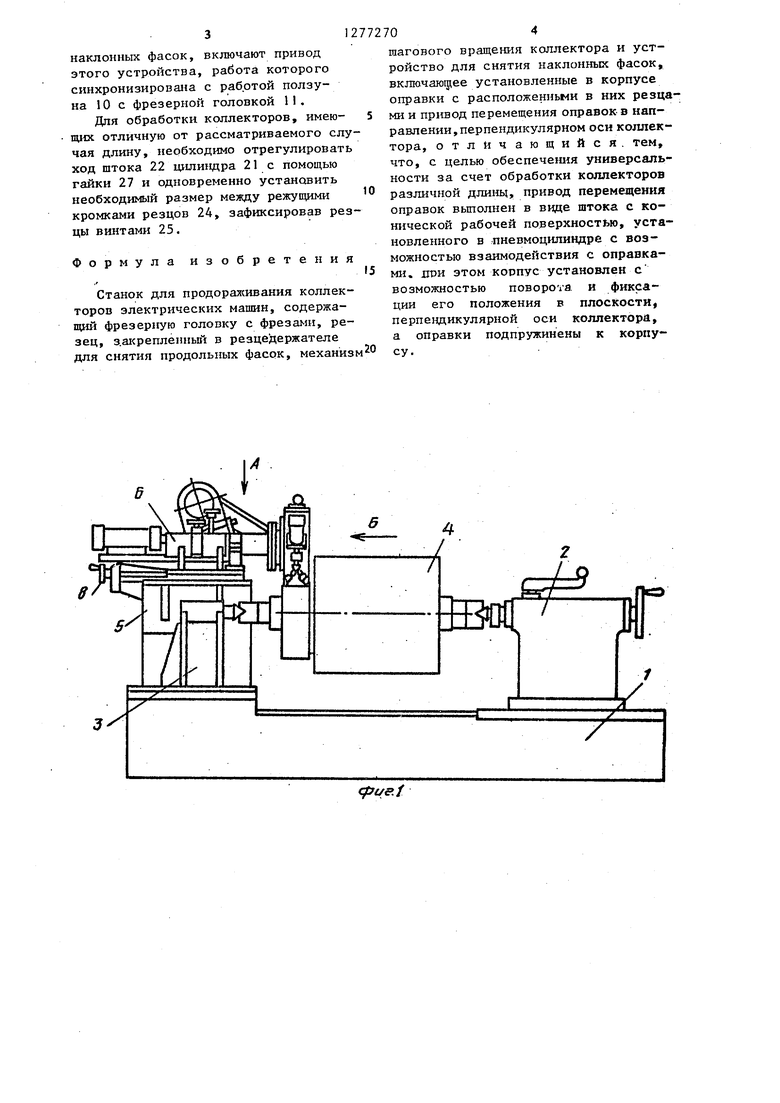
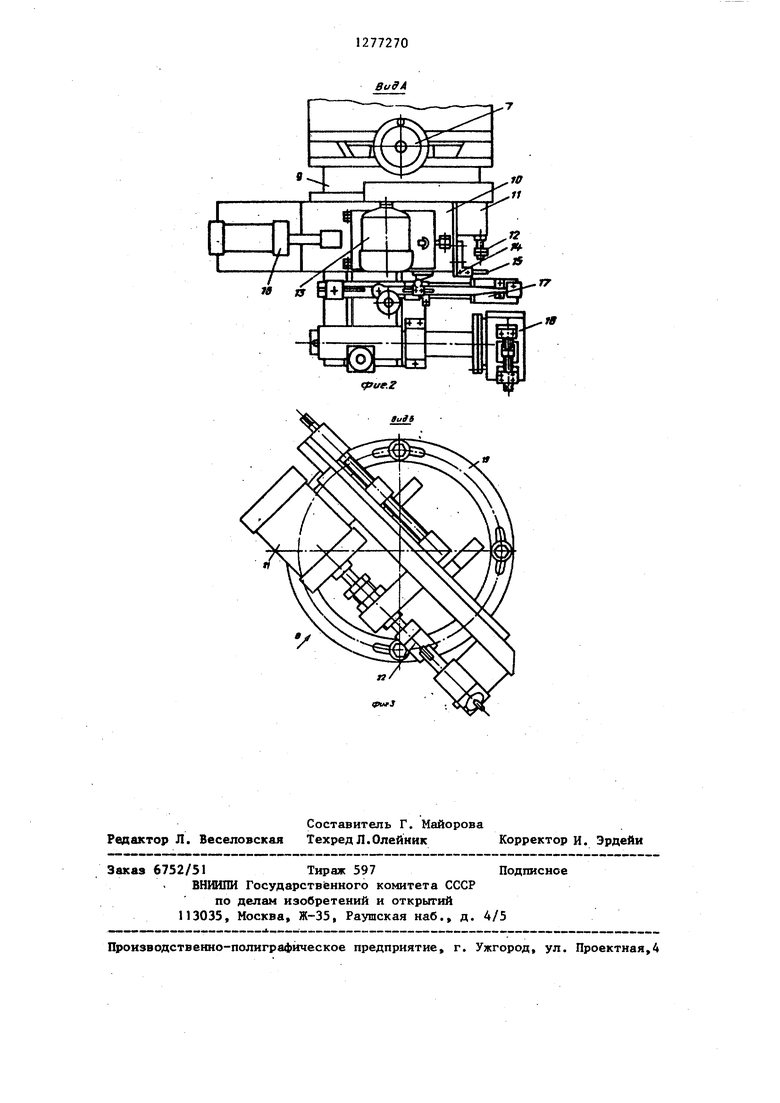
На фиг. 1 изображен станок, общий вид; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг.А - вид в на фиг. 3,
Станок содержит станину Г, заднюю бабку 2 и передний неподвижный центр 3, которые служат для установки якоря 4, а также стойки 5, на которых установлен блок 6 обработки с возможностью перемещения вертикально по направляющим стойки 5 при помощи маховика 7 и горизонтально - вдоль оси якоря при помощи маховика 8.
Блок 6 обработки состоит из корпуса 9 с направляющими, по которым возвратно-поступательно перемещается ползун 10. На ползуне размещены фрезерная головка П с фрезами 12 для продораживания и электродвигатель 13 привода фрезы, а также резцедержатель 14 с резцом 15 для снятия продольных фасок. На корпусе блока 6 размещены гидроцилиндр 16.при- в ода ползуна 10, механизм 17 шагового вращения якоря и устройство 18 дл снятия наклонных фасок, содержащее поворотный корпус 19, установленный с возможностью поворота и фшссации eiro положения в плоскости, перпенди- оси коллектора.
На корпусе 19 установлены оправки 20 и пневмоцшшндр 21, шток 22 которого имеет комплексную рабочую
различной длиной шток установлен с возможностью регулирования с помощью гайки 27, одновременно устанавливают необходимьш размер между режущими кромками резцов. Д ил;
поверхность, предназначенную для передачи усилия оправкам 20, подпружиненным пружинами 23 к корпусу. Оправка 20 с одной стороны имеет
гнездо для размещения резца 24, имеющего возможность перемещения и фиксации винтом 25, а с другой стороны т хвостовик (например, квадратного сечения) для фиксации от вращения., на котором закреплен ролик 26. Дпя регулировки хода пневмоцш1инд ра 21 СЛУ7КИТ гай1са 27.
Станок рс1ботает следующим образом.
Б исходном состояьши блок 6 маховиком 8 отведен в крайнее левое положение и ползун 10 с фрезерной головкой находится- в крайнем левом положении. Производят установку и закрепление якоря 4 в центрах 2 и 3. Маховиком 8 блок 6 обработки подводят к обрабатываемому коллектору, а маховиком 7 устанавливают необходимую глубину продораживания. Коллектор вручную устанавливают шпсанито- выми прокладками напротив фрез и в наладочном режиме продораживают восемь пазов. После этого устанавливают кулачки микропереключателя хода
ползуна 10 (не показаны) на необходимую длину, кулачки микропереключателей механизма (не показан) шагового вращения и резец 15 для снятия продол ьных фасок, настраивают устройство 18 для снятия наклонных фасок на необходимую длину обрабатьша- емого коллектора и включают станок в автоматическом режиме работы. При этом происходит продораживание и одновременное снятие продольных фасок. После продораживания тридцати пазов, т.е. когда профрезерованные пазы подойдут под устройство 18 для снятия
наклонных фасок, включают привод этого устройства, работа которого синхронизирована с работой ползуна 10 с фрезерной головкой П.
Для обработки коллекторов, имею- щих отличную от рассматриваемого случая длину, необходимо отрегулировать ход штока 22 цилиндра 21с помощью гайки 27 и одновременно установить необходимый размер между режущими кромками резцов 24, зафиксировав резцы винтами 25.
Формула изобретения
Станок для продораживания коллекторов электрических машин, содержащий фрезерную головку с фрезами, резец, закрепленный в резцедержателе для снятия продольных фасрк, механизм
шагового вращения коллектора и устройство для снятия наклонных фасок, включающее установленные в корпусе оправки с расположенньми в них резцами и привод перемещения оправок в направлении, перпендикулярном оси коллектора, отличающийся, тем, что, с целью обеспечения универсальности за счет обработки коллекторов различной длины, привод перемещения оправок выполнен в виде штока с конической рабочей поверхностью, установленного в пневмоцилиндре с возможностью взаимодействия с оправками, лои этом КОРПУС установлен с возможностью поворота и фиксации его положения в плоскости, перпендикулярной оси коллектора, а оправки подпружинены к корпусу.
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОГО ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1992 |
|
RU2088008C1 |
| Станок для продораживания коллекторов электрических машин | 1987 |
|
SU1494079A1 |
| Полуавтоматический станок для продороживания коллекторов якорей электрических машин | 1961 |
|
SU140873A1 |
| Устройство для продораживания коллекторов электрических машин | 1980 |
|
SU904052A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Угловая головка | 1976 |
|
SU596386A1 |
| СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2001 |
|
RU2219625C2 |
| Расточное устройство | 1987 |
|
SU1703267A1 |
| Станок для снятия фасок с торцов зубьев зубчатого колеса | 1976 |
|
SU604638A1 |
Изобретение относится к технологическому оборудованию по производству электрических машин, в частности для продораживания коллекторов электрических машин фрезерованием с одновременным снятием продольных и наклонных фасок. Целью изобретения является обеспечение универсальности станка за счет обработки коллекторов различной длины. Привод перемещения оправок 20 с резцами 24 выполнен в Видб (Л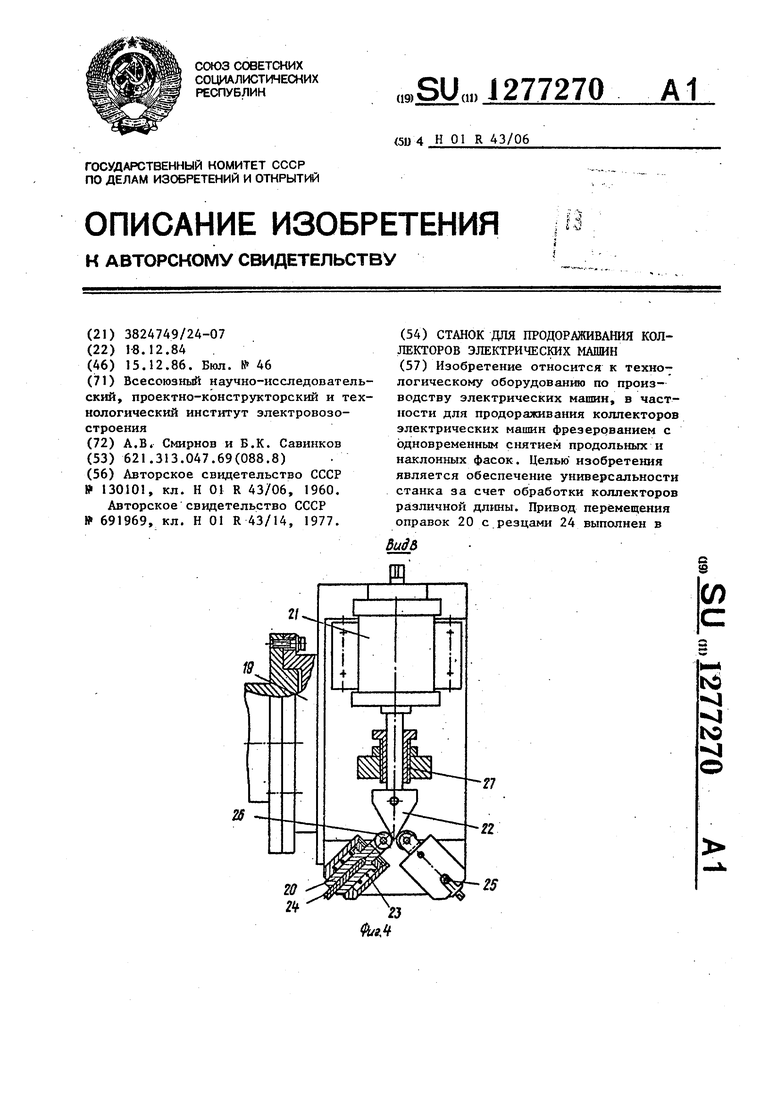
ft/e.f
/
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1959 |
|
SU130101A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
