Изобретение относится к станкостроению и может быть использовано в многоцелевых фрезерно-расточных станках.
Цель изобретения - упрощение конструкции за счет осуществления микрометрической подачи резца от привода вращения шпинделя и уменьшение габаритов за счет возможности компактного размещения элементов устройства.
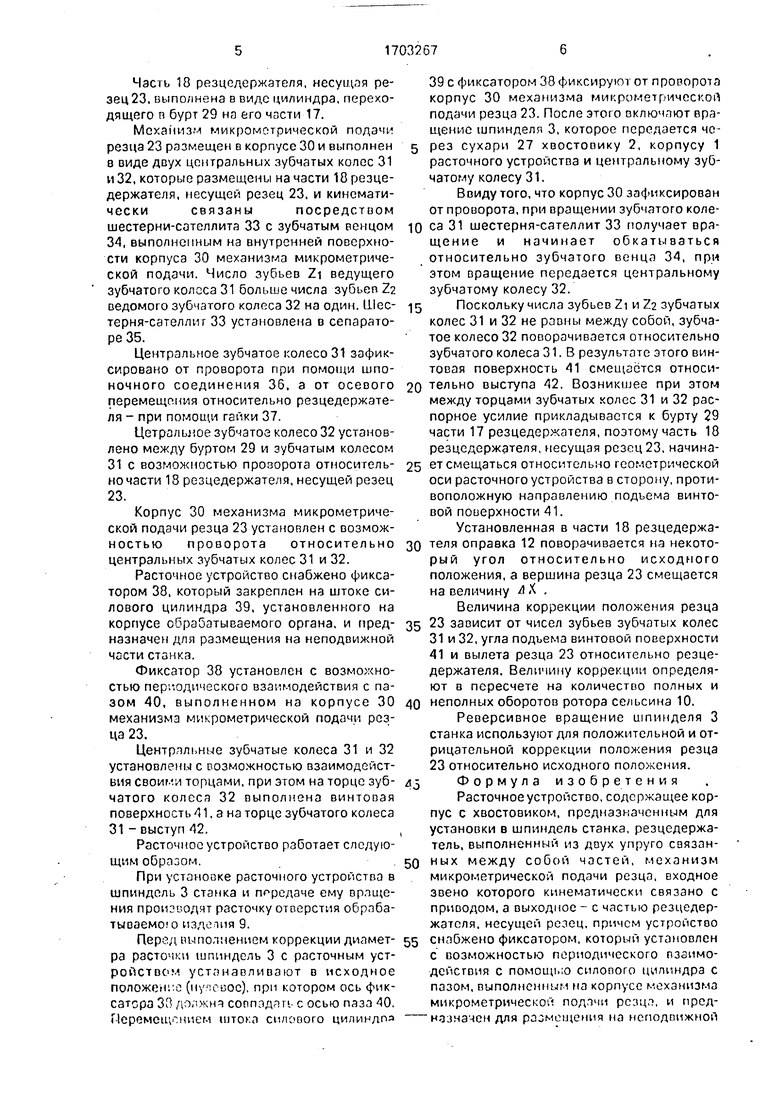
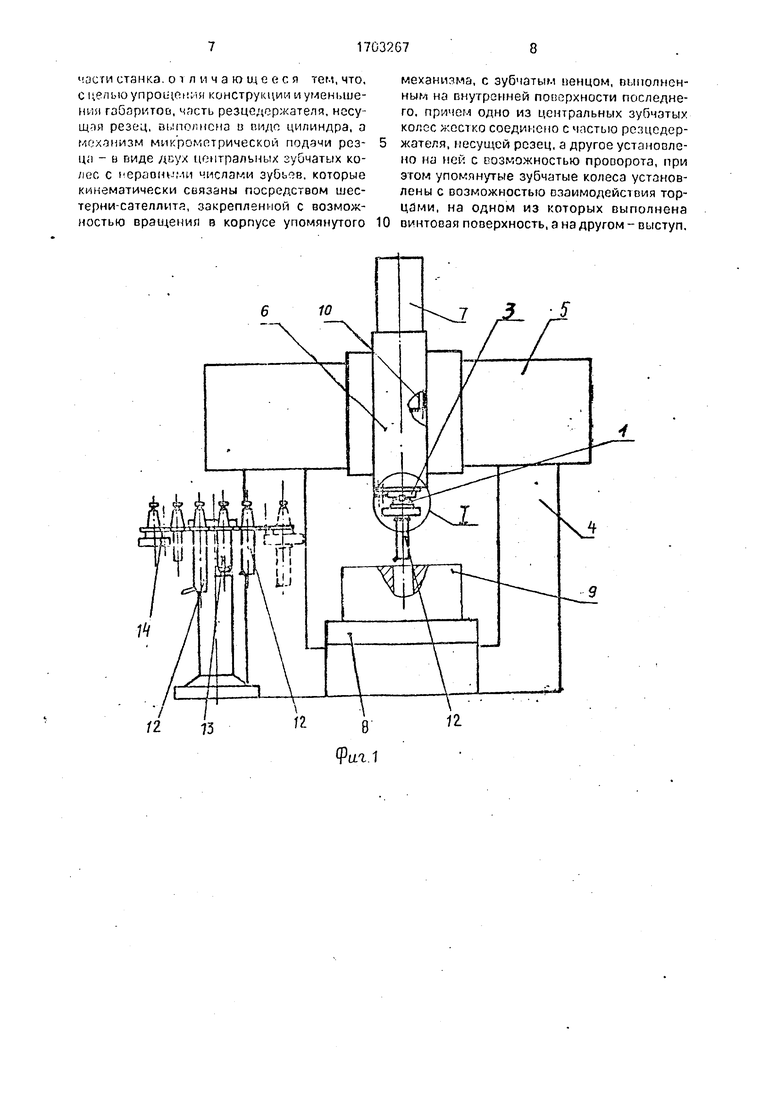
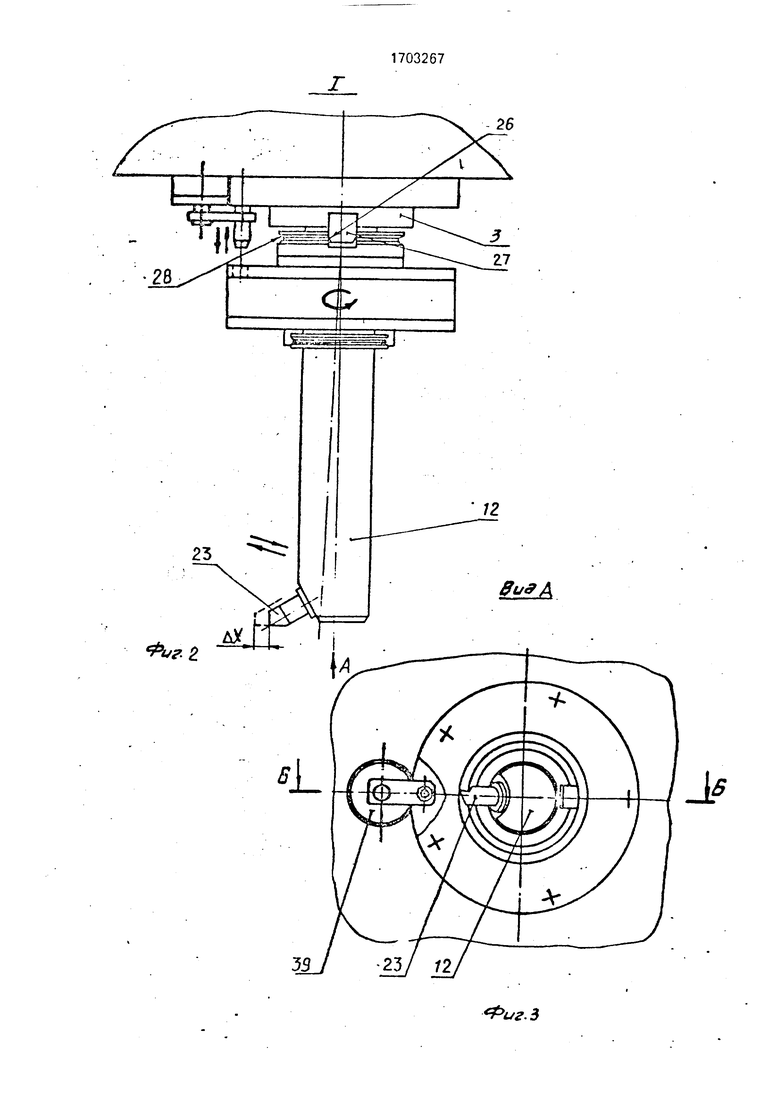
На Фиг. 1 изображено расточное устройство, общий вид (при установке в шпиндель многоцелевого фрезерно-расточного станка); на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид А нз фиг. 2; на фиг. А - разрез Б-Б на фиг. 3; нп фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 4; на фиг. 7 - развертка торцовых поверхностей центральных зубчатых колес механизма микрометрической подачи резца.
Расточное устройство содержит корпус 1 с хвостовиком 2, предназначенным для установим в шпиндель 3 фрезерио-рзсточ- ного станка, включающего портал 4, поперечину 5, обрабатывающий орган 6, привод 7 вращения шпинделя 3 и стол 8 для установки обрабатываемого изделия 9.
Привод7вращение шпинделя3 кинематически с сельгином 10, предназначенным отсчета оборотов шпинделя 3 и связанным с системой управления станком.
Посадочное отверстие 11 шпинделя 3 выполнено под хвостовки основного типоразмера г общающегося инструмента: оправок VI, измерительной оправки 13 и Фрезы 14.
Опрошу; 12 при обработке неклзссных отперсткг: устанавливаются непосредственно в посадочное отпорете 11 шпинделя 3, a npii обработке классных отверстий в
шпиндель 3 устанавливают расточное устройство..
Станок при многооперэционной обработке может быть оснащен комплектом
идентичных расточных устройств с механизмом микрометрической подачи резца, необходимым для-организации бесперебойной отработки программ по расточке классных отверстий заданных диаметров.
В шпиндель 3 станка встроено устройство 15, предназначенное для зажима оправок 12 и расточного устройства.
При зажиме расточного устройства применяют удлиненные пальцы 16. Расточное устройство содержит также резцедержатель, выполненный из двух упруго связанных между собой частей 17и 18,отделенных двумя оппозитными поперечными пазами
19 и 20. Часть 17 резцедержателя жестко соединена с корпусом 1 расточного устройства. В резцедержателе выполнено посадочное конусное отверстие 21, соосное хвостовику 2 и идентичное посадочному отвсрстию 11 шпинделя 3. В отверстии 21 установлена справка 12 с хвостовиком 22 и резцом 23. В резьбовое отверстие хвостовика 22 оправки 12 ввинчена резьбовая часть 24 пальца 16. В хиостовике 2 выполнены
расточка 25, предназначенная для обеспечения беспрепятственных деформаций изгиба пальца 16 и радиальных смещений хвостогика22 оправки 12 в процессе микрометрической подачи резца 23. два паза 26,
предназначенные для взаимодействия с сухарями 27 шпинделя 3, и круговая канавка 28 под схоаты манипулятора системы автоматической смены инструмента (не показаны).
Часть 18 резцедержателя, несущая резец 23, выполнена в виде цилиндра, переходящего п бурт 29 на его части 17.
Механизм микрометрической подачи резца 23 размещен в корпусе 30 и выполнен в виде двух центральных зубчатых колес 31 и 32, которые размещены на части 18 резцедержателя, несущей резец 23, и кинематическисвязаны посредством шестерни-сателлита 33 с зубчатым венцом 34, выполненным на внутренней поверхности корпуса 30 механизма микрометрической подачи. Число зубьев Zi ведущего зубчатого колеса 31 больше числа зубьеп 7.2 ведомого зубчатого колеса 32 на один. Шее- терня-сэтеллиг 33 установлена в сепараторе 35.
Центральное зубчатое колесо 31 зафиксировано от проворота при помощи шпоночного соединения 36. а от осевого перемещения относительно резцедержателя - при помощи гайки 37.
Цетральяое зубчатоэ колесо 32 установлено между буртом 29 и зубчатым колесом 31 с возможностью прозорота относигель- но части 18 резцедержателя, несущей резец 23.
Корпус 30 механизма микрометрической подачи резца 23 установлен с возможностью проворота относительно центральных зубчатых колес 31 и 32.
Расточное устройство снабжено фиксатором 38, который закреплен на штоке силового цилиндра 39, установленного на корпусе обрабатываемого органа, и пред- назначен для размещения на неподвижной части станка.
Фиксатор 38 установлен с возможностью периодического взаимодействия с пазом 40, выполненном на корпусе 30 механизма микрометрической подачи резца 23.
Центральные зубчатые колеса 31 и 32 установлены с возможностью взаимодействия своими торцами, при этом на торце зуб- чатого колеся 32 выполнена винтовая поверхность А1, а на торце зубчатого колеса 31 - выступ 42.
Расточное устройство работает следующим образом.
При установке расточного устройства в шпиндель 3 станка и передаче ему врлще- ния производят расточку отверстия обрабатываемою издания 9.
Перед выполнением коррекции диамет- ра расточки шпиндель 3 с расточным устройством устанавливают в исходное положение (нулевое), при котором ось фиксатора ЗП должнч соппздап. с осью паза АО. Перемещением штока силового цилиндра
39 с фиксатором 38 фиксируют от проворотэ корпус 30 механизма микрометрической подачи резца 23. После этого включают вращение шпинделя 3, которое передается через сухари 27 хвостовику 2, корпусу 1 расточного устройства и центральному зубчатому колесу 31.
Ввиду того, что корпус 30 зафиксирован от проворота, при вращении зубчатого колеса 31 шестерня-сателлит 33 получает вращение и начинает обкатываться относительно зубчатого венца 34, при этом вращение передается центральному зубчатому колесу 32.
Поскольку числа зубьев Zi и 7.2 зубчатых колес 31 и 32 не равны между собой, зубчатое колесо 32 поворачивается относительно зубчатого колеса 31. В результате этого винтовая поверхность 41 смещается относительно выступа 42. Возникшее при этом между торцами зубчатых колес 31 и 32 распорное усилие прикладывается к бурту 29 части 17 резцедержателя, поэтому часть 18 резцедержателя, несущая резец 23, начинает смещаться относительно геометрической оси расточного устройства в сторону, противоположную направлению подъема винтовой поверхности 41.
Установленная в части 18 резцедержателя оправка 12 поворачивается на некоторый угол относительно исходного положения, а вершина резца 23 смещается на величину А X .
Величина коррекции положения резца 23 зависит от чисел зубьев зубчатых колес 31 и 32, угла подьема винтовой поверхности 41 и вылета резца 23 относительно резцедержателя. Величину коррекции определяют в пересчете на количество полных и неполных оборотов ротора сельсина 10.
Реверсивное вращение шпинделя 3 станка используют для положительной и отрицательной коррекции положения резца 23 относительно исходного положения.
Формула изобретения
Расточное устройство, содержащее корпус с хвостовиком, предназначенным для установки в шпиндель станка, резцедержатель, выполненный из двух упруго связанных между собой частей, механизм микрометрической подачи резца, входное звено которого кинематически связано с приводом, а выходное - с частью резцедержателя, несущей резец, причем устройство снабжено фиксатором, который установлен с возможностью периодического взаимодействия с помощью силового цилиндра с пазом,выполненным на корпусе механизма микрометрической подлчи рсзцл, и предназначен для размещения на неподвижной
части станка, отличающееся тем, что, С целью упрощении конструкции и уменьшения гзбаритоо, часть резцедержателя, несу- щоя резец, выполнена и пидо цилиндра, а механизм микрометрической подачи резца - в виде двух центральных зубчатых колес с неравными числами зубьев, которые кинематически связаны посредством шестерни-сателлита, закрепленной с возможностью вращения в корпусе упомянутого
0
механизма, с зубчатым иенцом, выполненным на внутренней поверхности последнего, причем одно из центральных зубчатых колес жестко соединено с частью резцедержателя, несущей резец, а другое установлено на ней с возможностью пропорота, при этом упомянутые зубчатые колеса установлены с возможностью взаимодействия торцами, на одном из которых выполнена винтовая поверхность, а на другом - выступ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для радиального перемещения резца | 1985 |
|
SU1348072A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Расточная головка для обработки конических отверстий | 1978 |
|
SU732086A1 |
| Силовая головка для многопроходной обработки внутренних поверхностей | 1981 |
|
SU963705A1 |
| Универсальный расточной патрон | 1983 |
|
SU1158301A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для радиального перемещения резца | 1981 |
|
SU1134303A1 |
| Устройство для обработки некруглых профилей | 1985 |
|
SU1315143A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Устройство для расточки и подрезки торца | 1983 |
|
SU1129034A1 |
Изобретение относится к станкостроению и может быть использовано в многоцелевых фрезерно-расточных станках. Цель изобретения - упрощение конструкции за - Б-Б счет осуществления микрометрической подачи резца от привода вращения шпинделя и уменьшение габаритов за счет возможности компактного размещения элементов устройства. При установке расточного устройства в шпиндель 3 станка и передаче ему вращения производят расточку отверстия обрабатываемого изделия. Перед выполнением коррекции диаметра расточки шпиндель 3 с расточным устройством устанавливают в исходное (нулевое) положение, при котором ось фиксатора 38 должна совпадать с осью паза 40. Перемещением штока силового цилиндра 39 с фиксатором 38 фиксируют от проворота корпус 30 меха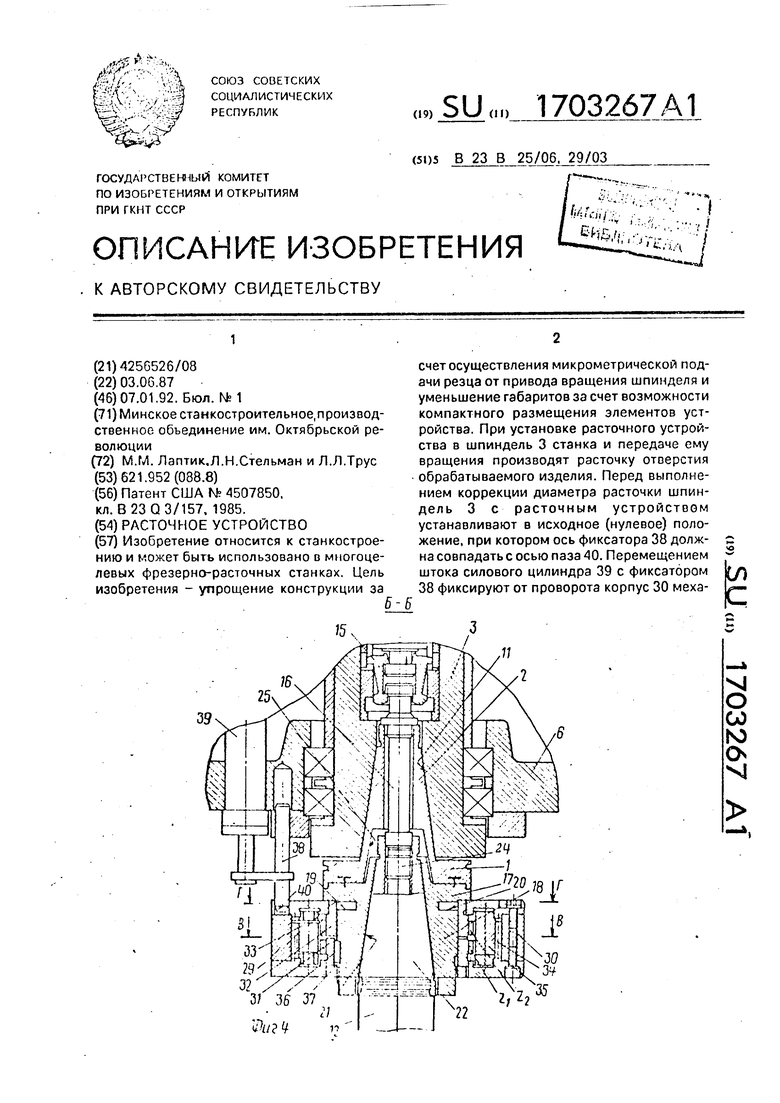
Фиг. 2.
26
Фиг.З
фиг. 6
1703267
| Патент США № 4507850, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
