Изобретение относится к полуавтоматическим станкам для продораживания коллекторов якорей электрических машин, содержащим приводимую во вращение фрезу, закрепленную на плавающем инструментальном щпинделе. который установлен в ползуне, перемещаемом возвратно-поступательно вдоль оси приводимого во вращение коллектора.
Новым в предложении является то, что каретка ползуна выполнена перемещающейся вертикально по касательной к поверхности коллектора одновременно с возвратно-поступательным движением ползуна.
Кроме того, предусмотрено применение ролика, контактирующего с наружной поверхностью коллектора и воздействующего на золотникуправления при помощи вертикального возвратно-поступательного движения карелки ползуна. Дополнительно предлагается применить гидравлическую систему привода ползуна, автоматически управляемую при помощи конечных гыключателей, и игольчатого щупа, взаимодействующего с торцом коллектора. Предлагаемый полуавтоматический станок представляет практический интерес, так как выполнение каретки ползуна, перемещаюнейся вертикально, дает возможность получения точного деления при работе якорей с тяжелой инерционной массой вследствие снижения скорости вращения. Применение ролика позволяет синхронизировать линейные скорости вращающегося коллектора и каретки ползуна. Применение гидравлической системы управляемыми конечными выключателями позволяет осуществить согласованное перемещение каретки ползуна и коллектора.
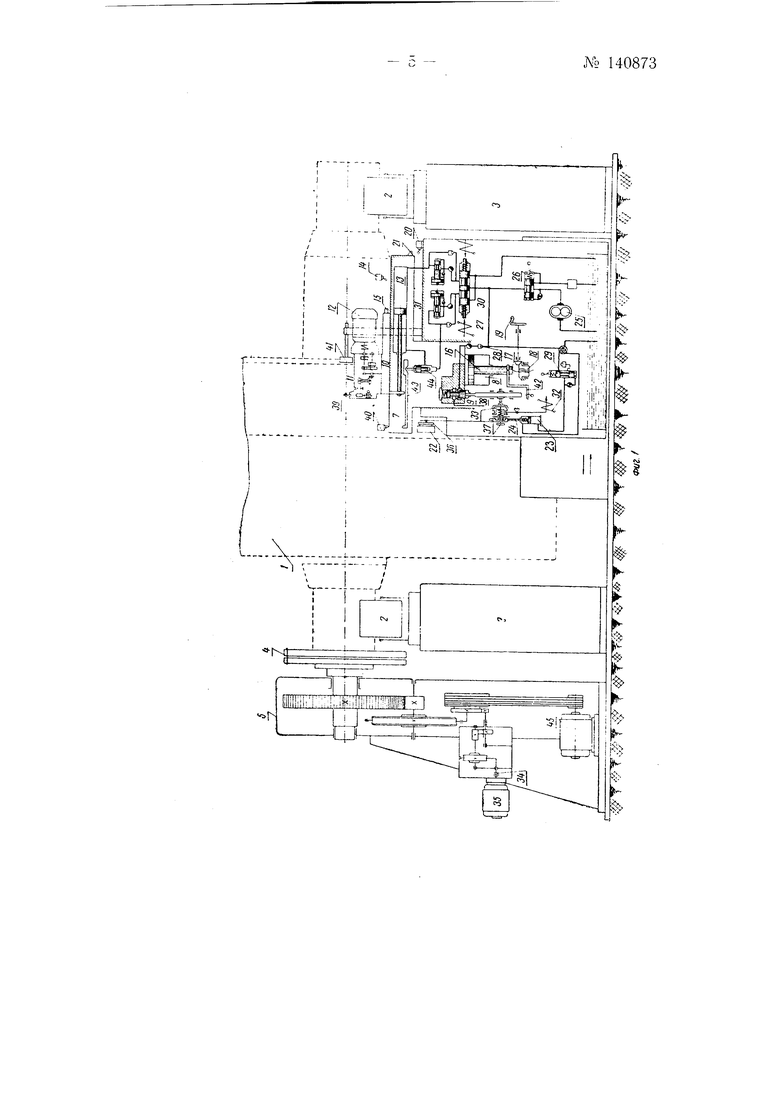
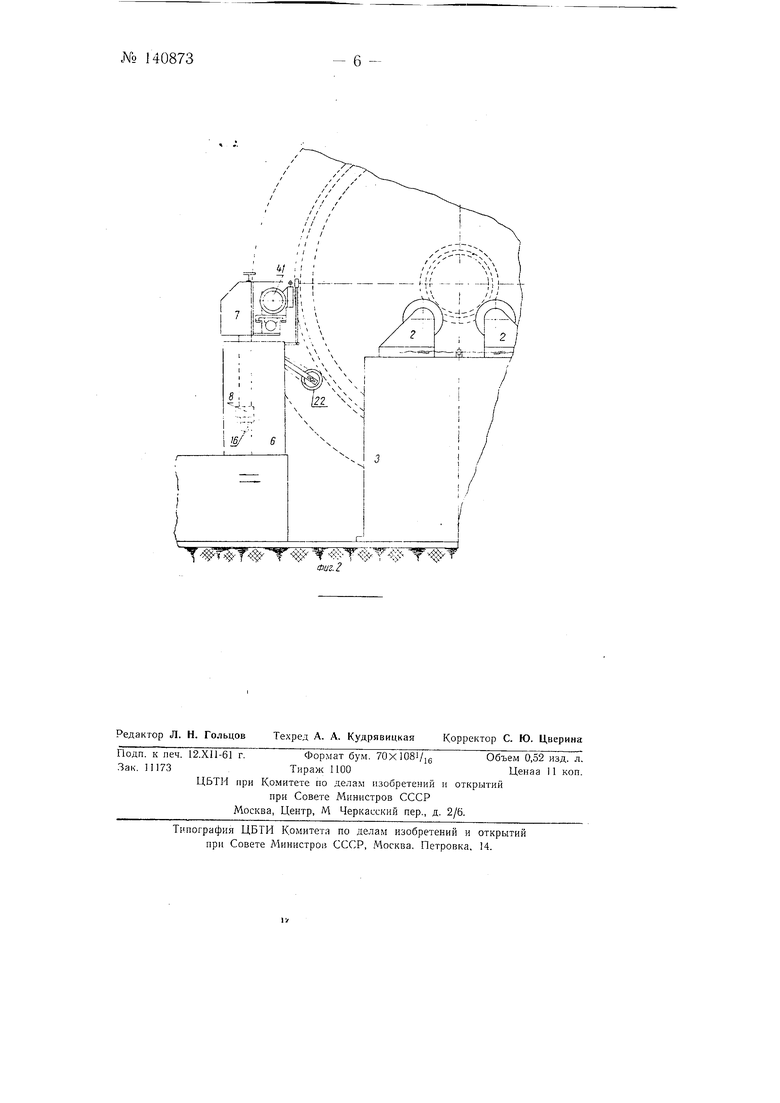
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - то же, вид сбоку.
Якорь } устанавливается на ролики 2, укрепленные на подставках 3, а конец вала якоря с помощью планщайбы 4 соединяется с приводным p yKjppOM 5. Рядом с якорем располол ена колонка 6, в которой размещена а ппаратура управления и которая перемещаться при наладйё вдоль и перпендикулярно оси якоря для настройки на различ.ыые габариты якорей. Колонка имеет вертикальные направляющие, по которым движется каретка 7, совместно с цилиндром 8 и корпусом золотника 9. На верхней плоскости каретки 7 расположены горизонтальные направляющие ползуна 10 с закрепленной на нем фрезерной головкой // с индивидуальным приводом 12. Возвратно-поступательное движение ползуна с фрезерной головкой вдоль оси якоря осуществляется от гидравлического цилиндра 13, расположенного в каретке 7. Вертикальное возвратно-поступательное перемещение каретки совместно с ползуном и фрезерной головкой по касательной к цилиндрической поверхности коллектора осуществляется от гидравлического цилиндра 8, управляемого золотником 9, и собственного веса каретки, ползуна и фрезерной головки. Станок работает следующим образом. Исходны.м положением является момент, когда ползун 10 с фрезерной головкой 11 находится в крайнем правом положении. Конечный выключатель 14 нажат упором 15. Каретка 7 совместно с ползуном и фрезерной головкой, цилиндром S и корпусом золотника 9 находится в нижнем положении. Крышка цилиндра 8 касается верхней плоскости щтока-упора /5, который через винтовую пару 17, конические щестерни 18, маховик 19 имеет регулировку по высоте. Конечный выключатель 20 нажат упором 21 каретки. Ролик 22 с помощью гидравлического цилиндра 23, рейки 24, шестерни и коромысла прижат к наружной цилиндрической поверхности коллектора якоря. Жидкость от щестеренчатого насоса 25 через напорный золотник 26, обратный клапан 27, дроссель 28 подается в верхнюю полость цилиндра 8 и через кольцевой зазор между корпусом и золотником 9 идет на слив. Одновременно жидкость через напорный золотник с обратным клапаном 29 поступает к цилиндру 23 и через реверсивный золотник 30. дроссель 31 к правой полости цилиндра 13. Под действием включенного электромагнита 32 конусная муфта 33 разъединена. Поршень цилиндра 13 совместно с ползуном 10 и фрезерной головкой перемещается влево. Конечный выключатель 14 включает цепь электромагнитной муфты 34 и выключает электромагнит 32. Якорь электродвигателем 35 приводится во вращение. При этом через ролик 22, цепочную передачу 36 и 37, конусную муфту 33, шестерню и рейку 38 перемещает золотник 9, уменьшая кольцевой зазор между выточкой корпуса и золотником. Жидкость, поступающая через дроссель 2S, получает значительное сопротивление, давление возрастает, и цилиндр 5 совместно с корпусом золотника кареткой 7, ползуном 10 и фрезерной головкой 11 перемещается вверх по касательной к цилиндрической поверхности коллектора. Фреза 59 получает три направления движения: вращательное движение от электродвигателя 12, возвратно-поступательное движение гюдачи от гидравлического цилиндра 13 и вертикальное перемещение от гидравлического цилиндра 5. Скорость вертикального перемещения каретки 7 равна окружной скорости вращающегося коллектора якоря. В конце рабочего хода ползун 10 нажимает на конечный выключатель 40. подающий сигнал на электромагниты реверсивного золотника 30, который изменяет направление движения ползуна 10. Вращение якоря происходит одновременно с рабочим и холостым ходами ползуна. Холостой ход используется для окончательной расчистки профрезерованного паза.
Совмещение по времени поворота якоря с рабочим.и холостым ходами ползуна позволило резко увеличить время поворота якоря и уменьшить влияние инерции якоря на точность деления до минимума. Изменяя скорость вращения двигателя 35 постоянного тока, можно приравнять время поворота якоря на одну ламель коллектора с общим временем рабочего и .холостого .ходов ползуна. Приближенно можно считать, что время поворота якоря на 360 равно вре.мени продораживания коллектора.
К торцу коллектора якоря подводится щуп 41, закрепленный на. кронщтейне колонки 6. В текстолитовой планке щупа расположены че1ыре стальные иглы-контакты, включенные в схему управления поворотом якоря. Схема работает так, что при нахождении пластины миканита коллектора на иглы щупа выключается электромагнитная муфта 34 привода вращения якоря.
В конце обратного хода ползун 10 нажимает на конечный выключатель 14 включающий электромагнит 52, который разъединяет конусную муфту 33. Одновременно получает сигнал и электромагнит реверсивного золотника 30 на установку его в нейтральное положение. Под действием сжатой пружины, заключенной между крыщкой корпуса и золотником Я последний перемещается вниз и увеличивает кольцевой зазор между золотником и выточкой в корпусе. Под действием собственного веса каретка 7 совместно с корпусом золотника 9, цилиндром 5, ползуном 10 и фрезерной головкой 11 опускается вниз до соприкосновения со штоком-упором 16. В конце вертикального хода каретки 7 рейка 36 наталкивается на неподвижный регулируемый упор 42, золотник 9, сжимая пружину, неремещается вверх и уменьшает кольцевой зазор между выточкой корпуса и золотником. В нижнем положении каретки, когда крыщка цилиндра 8 лежит на штоке-упоре 16, фреза и иглы щупа лежат в одной плоскости с миканитовой пластиной коллектора. В конце вертикального хода каретки 7 упор 2 нажимает на конечный выключатель 20, подающий сигнал на электромагнит реверсивного золотника 30. Электромагнит, перемещая золотник, включает рабочий ход ползуна 10. При движении его влево конечный выключатель 14 подает сигнал на включение электромагнитной муфты 34 привода вращения якоря на отключение электромагнита 32. Пружина соединяет конусную муфту 33, и золотник 9 получает перемещение от вращающегося коллектора.
В дальнейщем работа станка происходит аналогично описанному. При подходе к крайним положениям ползун 10 изменяет скорость благодаря воздействию упора 43 на золотник 44. Фреза 33 закреплена на плавающем инструментальном шпинделе и имеет возможность перемещаться в направлении, перпендикулярном оси якоря, под воздействием стенок перекошенных пластин коллектора. Для быстрого поворота якоря предусмотрен привод от электродвигателя 45.
Предмет изобретения
1. Полуавтоматический станок для продораживания коллекторов якорей электрических .машин, содержащий приводимую во вращение фрезу, закрепленную на плавающем инструментальном шпинделе, который установлен в ползуне, перемещаемом возвратно-поступательно вдоль оси коллектора, приводимого во вращение, отличающийся тем, что с целью получения точного деления при обработке якоря с больщой инерционной массой, каретка ползуна выполнена перемещающейся вертикально по касательной к поверхности коллектора одновременно с возвратно-поступательным движением ползуна.
3 --№ 140873
№ 140873- 4 2.Станок по п. 1, отличающийся тем, что для синхронизации линейных скоростей вращающегося коллектора и каретки ползуна применен ролик, контактирующий с наружной поверхностью коллектора и воздействующий на золотник управления вертикальным возвратнопоступательным движением каретки ползуна.
3.Станок по п. 1, отличающийся тем, что для согласования возвратно-поступательного движения каретки ползуна и прерывистого движения коллектора применена гидравлическая система, автоматически управляемая при помощи конечных выключателей совместно со скользящим по торцу коллектору игольчатым щупом.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Полуавтоматический станок для продораживания коллекторов | 1955 |
|
SU112014A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Устройство для правки коллекторных пластин | 1959 |
|
SU125300A1 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1959 |
|
SU130101A1 |
| Станок для продораживания коллекторов электрических машин | 1984 |
|
SU1277270A1 |
| ПОЛУАВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU285457A1 |
| Установка для зачистки проката | 1985 |
|
SU1424989A1 |
| Устройство для продораживания коллекторов электрических машин | 1978 |
|
SU744801A1 |
| СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2001 |
|
RU2219625C2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ЧЕРНОВОЙ ОБРАБОТКИ КОЛЕЦ НЕПРАВИЛЬНОЙ ФОРМЫ | 1969 |
|
SU252812A1 |