Изобретение относится к технологическому оборудованию для изготовления и ремонта коллекторов электрических машин и может быть использовано в электротехнической промьшшен- ности.
Цель изобретения - упрощение конструкции станка.
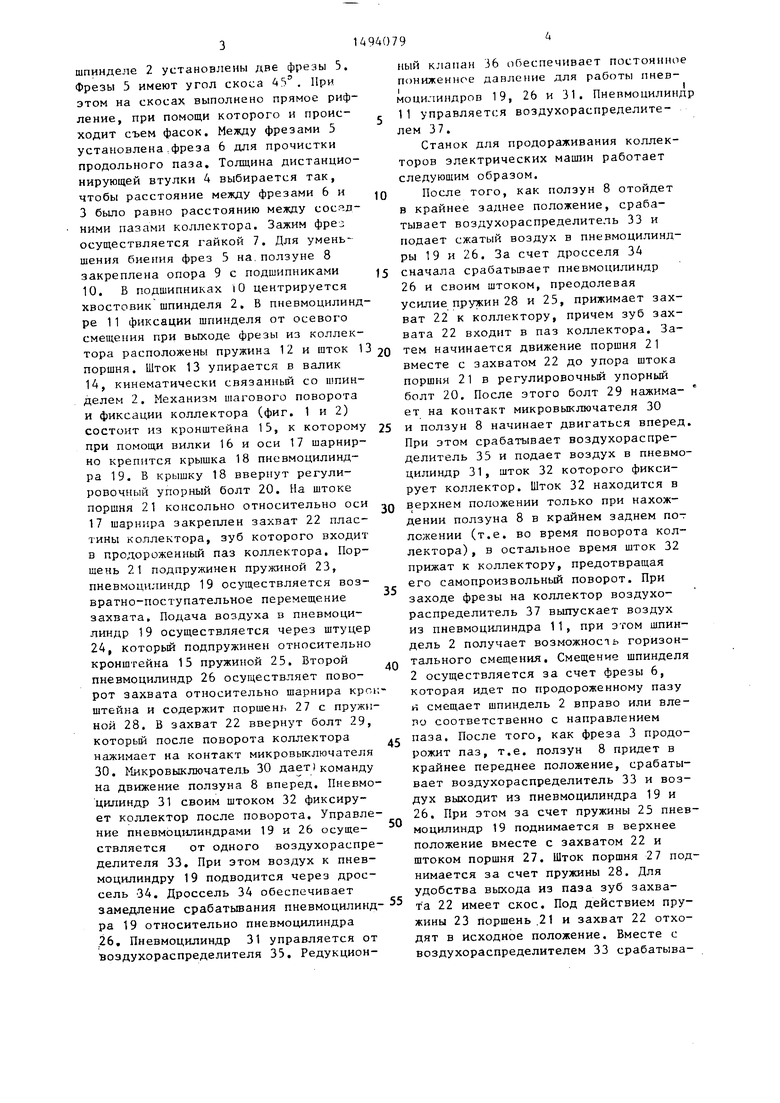
На фиг. 1 изображен механизм шагового поворота и фиксации коллектора; на фиг. 2 - разрез А-А на фиг. 1;
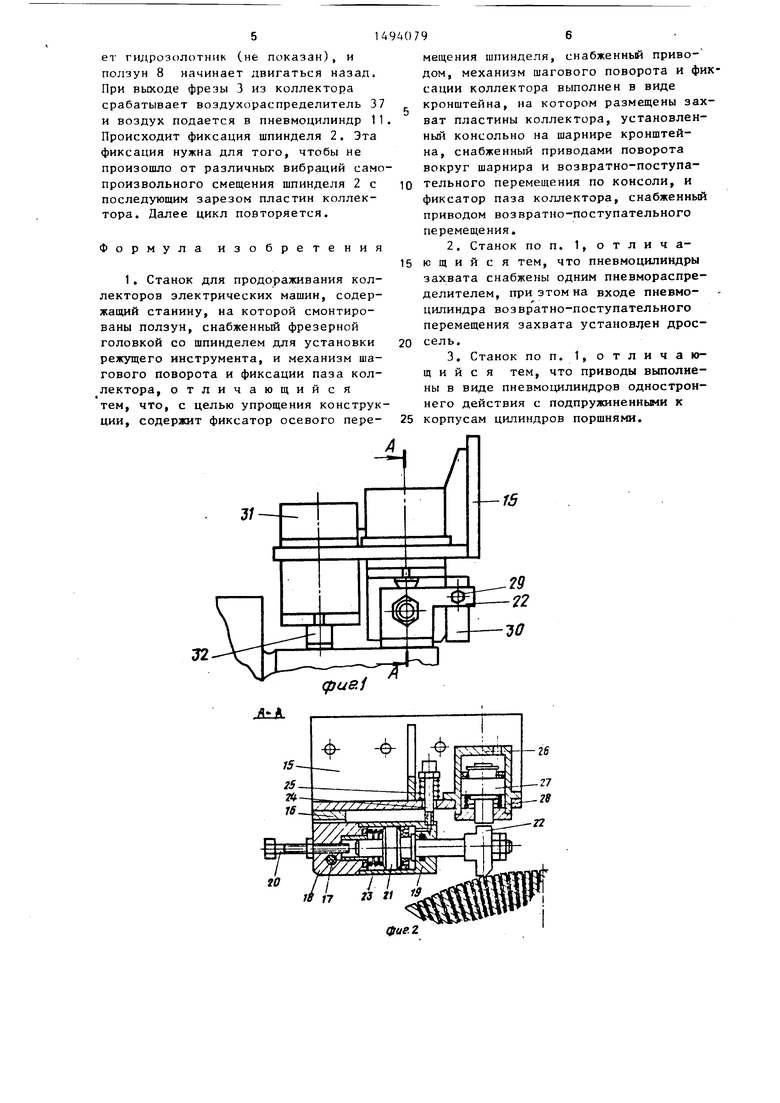
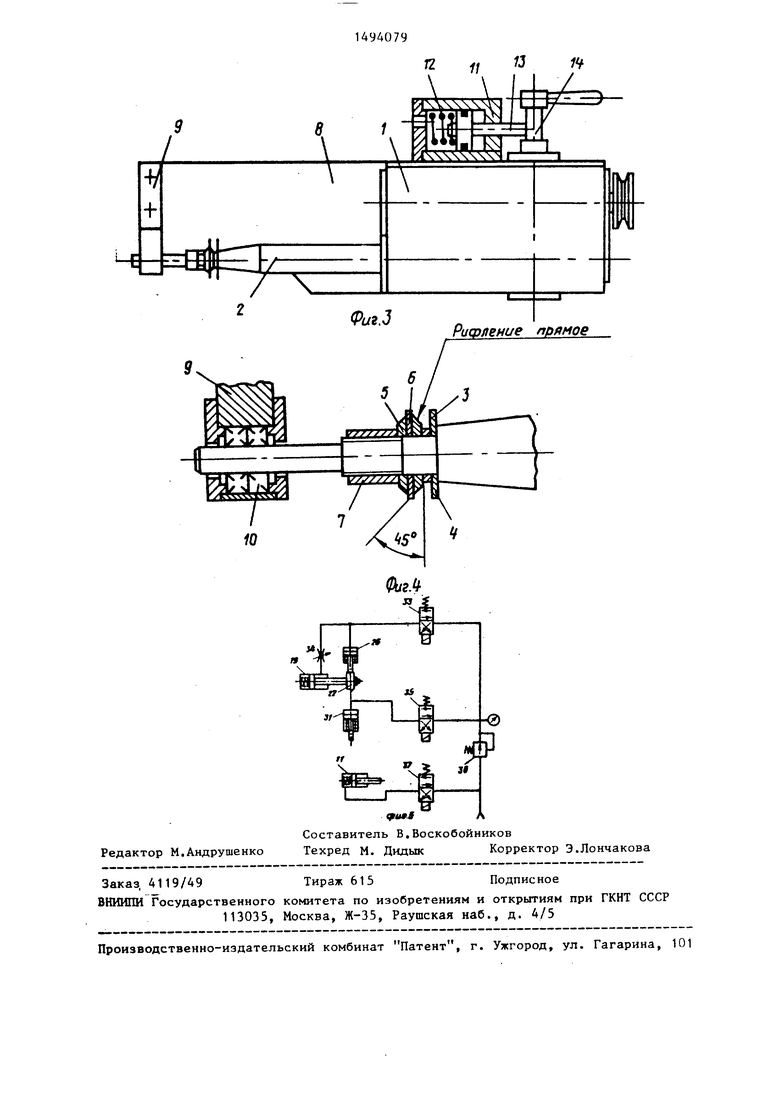
на фиг. 3 - ползун с фрезерной гО- ловкой; на фиг. 4 - шпиндель фрезерной головки с режущим инструментом на фиг. 5 - принципиальная схема управления пневмоцилиндрами.
Станок для продораживания коллекторов электрических машин содержит (см. фиг. 3) фрезерную головку 1, на шпинделе 2 которой установлена фреза 3 для продораживания пазов. Через дистанционирующую втулку 4 на
шпинделе 2 установлены две фрезы 5. Фрезы 5 имеют угол скоса 45 . При этом на скосах выполнено прямое рифление, при помощи которого и происходит съем фасок. Между фрезами 5 установлена.фреза 6 для прочистки продольного паза. Толщина дистанцио- нирующей втулки 4 выбирается так, чтобы расстояние между фрезами 6 и 3 было равно расстоянию между соседними пазами коллектора. Зажим фрез осуществляется гайкой 7. Для уменьшения биения фрез 5 на,ползуне 8 закреплена опора 9 с подшипниками 10. В подшипниках 10 центрируется хвостовик щпинделя 2. В пневмоцилинд ре 11 фиксации шпинделя от осевого смещения при выходе фрезы из коллектора расположены пружина 12 и шток 1 поршня. Шток 13 упирается в валик 14, кинематически связанный со шпинделем 2. Механизм шагового поворота и фиксации коллектора (фиг. 1 и 2) состоит из кронштейна 15, к которому при помощи вилки 16 и оси 17 шарнир- но крепится крышка 18 пневмоцилинд- ра 19. В крышку 18 ввернут регулировочный упорный болт 20. На штоке поршня 21 консольно относительно оси 17 шарнира закреплен захват 22 пластины коллектора, зуб которого входит в продороженный паз коллектора. Поршень 21 подпружинен пружиной 23, пневмоцилиндр 19 осуществляется возвратно-поступательное перемещение захвата. Подача воздуха в пневмоцилиндр 19 осуществляется через штуцер 24, которьй подпружинен относительно кронштейна 15 пружиной 25. Второй пневмоцилиндр 26 осуществляет поворот захвата относительно шарнира кроштейна и содержит поршен, 27 с пружиной 28. В захват 22 ввернут болт 29, который после поворота коллектора нажимает на контакт микровыключателя 30. Микровыключател.ь 30 дает (команду на движение ползуна 8 вперед. Пневмоцилиндр 31 своим штоком 32 фиксирует коллектор после поворота. Управление пневмоцилиндрами 19 и 26 осуществляется от одного воздухораспределителя 33. При этом воздух к пнев- моцилиндру 19 подводится через дроссель 34. Дроссель 34 обеспечивает замедление срабатывания пневмоцилинд ра 19 относительно пневмоцилиндра .26, Пневмоцилиндр 31 управляется от Воздухораспределителя 35. Редукцион
0
5
0
5
0
5
0
45
50
ный клапан 36 обеспечивает постоянное пониженное давление для работы пневмоцилиндров 19, 26 и 31. Пневмоцилиндр 11 управляется воздухораспределителем 37.
Станок для продораживания коллекторов электрических машин работает следующим образом.
После того, как ползун 8 отойдет в крайнее заднее положение, срабатывает воздухораспределитель 33 и подает сжатый воздух в пневмоцилинд- ры 19 и 26. За счет дросселя 34 сначала срабатьюает пневмоцилиндр 26 и своим штоком, преодолевая усилие пружин 28 и 25, прижимает захват 22 к коллектору, причем зуб захвата 22 входит в паз коллектора. Затем начинается движение поршня 21 вместе с захватом 22 до упора штока поршня 21 в регулировочный упорный болт 20. После этого болт 29 нажимает на контакт микровыключателя 30 и ползун 8 начинает двигаться вперед. При этом срабатывает воздухораспределитель 35 и подает воздух в пневмоцилиндр 31, шток 32 которого фиксирует коллектор. Шток 32 находится в верхнем положении только при нахождении ползуна 8 в крайнем заднем пот ложении (т.е. во время поворота коллектора) , в остальное время шток 32 прижат к коллектору, предотвращая его самопроизвольный поворот. При заходе фрезы на коллектор воздухораспределитель 37 выпускает воздух из пневмоцилиндра 11, при этом шпиндель 2 получает возможность горизонтального смещения. Смещение шпинделя 2 осуществляется за счет фрезы 6, которая идет по продороженному пазу и смещает шпиндель 2 вправо или вле- по соответственно с направлением паза. После того, как фреза 3 продо- рожит паз, т.е. ползун 8 придет в крайнее переднее положение, срабатывает воздухораспределитель 33 и воздух выходит из пневмоцилиндра 19 и 26. При этом за счет пружины 25 пневмоцилиндр 19 поднимается в верхнее положение вместе с захватом 22 и щтоком поршня 27. Шток поршня 27 поднимается за счет пружины 28. Для удобства выхода из паза зуб захва- т а 22 имеет скос. Под действием пружины 23 поршень.21 и захват 22 отходят в исходное положение. Вместе с воздухораспределителем 33 срабатыва3/
фиа1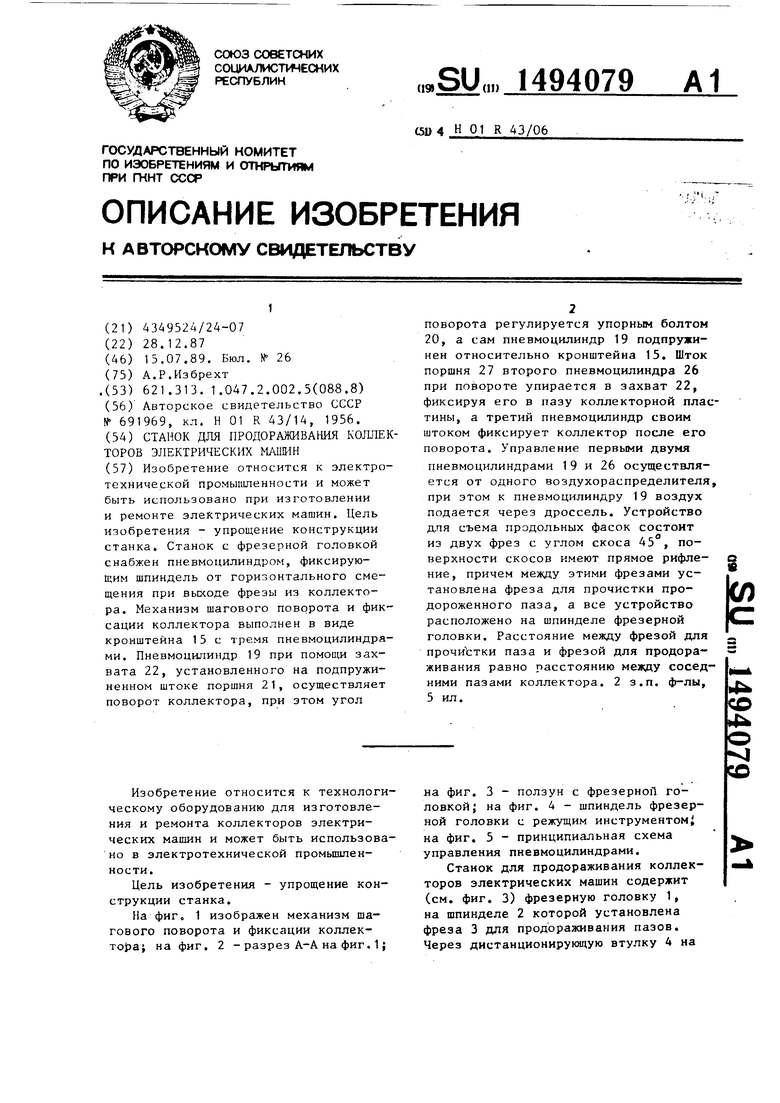
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ПРОДОРАЖИВАНИЯ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2001 |
|
RU2219625C2 |
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| АВТОМАТИЧЕСКИЙ ФРЕЗЕРНЫЙ СТАНОК ДЛЯ ПРОДОРОЖКИ КОЛЛЕКТОРОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 1997 |
|
RU2116871C1 |
| Станок для продораживания коллекторов электрических машин | 1984 |
|
SU1277270A1 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ФРЕЗЕРОВАНИЯ ПАЗОВ В ПЕТУШКАХ КОЛЛЕКТОРНЫХ ПЛАСТИН ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2385204C1 |
| Устройство для продораживания коллекторов электрических машин | 1978 |
|
SU744801A1 |
| Полуавтоматический станок для продороживания коллекторов якорей электрических машин | 1961 |
|
SU140873A1 |
| СТАНОК ШИПОРЕЗНЫЙ | 2002 |
|
RU2221693C1 |
| Устройство для продораживания коллекторов электрических машин | 1979 |
|
SU881918A1 |
| Устройство для маркировки изделий | 1984 |
|
SU1348221A1 |
Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении и ремонте электрических машин. Цель изобретения - упрощение конструкции станка. Станок с фрезерной головкой снабжен пневмоцилиндром, фиксирующим шпиндель от горизонтального смещения при выходе фрезы из коллектора. Механизм шагового поворота и фиксации коллектора выполнен в виде кронштейна 15 с тремя пневмоцилиндрами. Пневмоцилиндр 19 при помощи захвата 22, установленного на подпружиненном штоке поршня 21, осуществляет поворот коллектора, при этом угол поворота регулируется упорным болтом 20, а сам пневмоцилиндр 19 подпружинен относительно кронштейна 15. Шток поршня 27 второго пневмоцилиндра 26 при повороте упирается в захват 22, фиксируя его в пазу коллекторной пластины, а третий пневмоцилиндр своим штоком фиксирует коллектор после его поворота. Управление первыми двумя пневмоцилиндрами 19 и 26 осуществляется от одного воздухораспределителя, при этом к пневмоцилиндру 19 воздух подается через дроссель. Устройство для съема продольных фасок состоит из двух фрез с углом скоса 45°, поверхности скосов имеют прямое рифление, причем между этими фрезами установлена фреза для прочистки продороженного паза, а все устройство расположено на шпинделе фрезерной головки. Расстояние между фрезой для прочистки паза и фрезой для продораживания равно расстоянию между соседними пазами коллектора. 2 з.п. ф-лы, 5 ил.
ло.
to
фиг г
Редактор М.Андрушенко
Составитель В.Воскобойников
Техред М. Дидык Корректор Э.Лончакова
n
Риг,3
Риаряение прямое
| Полуавтоматический станок для продораживания коллекторов электрических машин | 1977 |
|
SU691969A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
