Изобретение относится к электротехнике и может быть использовано для укладки проводов в жгут.
Цель изобретения - повьшение производительности.
На фиг. 1 изображено устройство для укладки проводов в жгут; на фиг, 2 - то же, вид сверху; на фиг, 3 - разрез А-А на фиг, 1; на фиг, 4 - разрез Б-Б на фиг, 2; на фиг, 5 - механизм бандажирования.
Устройство содержит станину I, на которой установлены отдающие провод устройства 2 и 3, механизм заправки и резки провода, состоящий из узла 4 заправки провода и фиксатора 5, По направляющим 6 и 7 станины 1 перемещается каретка 8, в которой размещены управляемые по программе зажимы провода, выполненные в виде ряда подвижных губок 9 и одной неподвижной губки 10, Между фиксатором 5 и кареткой 8 расположен нож 11, На станине также размещены гребенки 12 и 13 со штырями 14 и приводами 15 и 16, Под станиной расположены лоток, состоящий из наклонных неподвижных стенок 17 и 18 и подвижной стенки 19 с приводом 20, механизм 21 временного бандажирования конца жгута с приводом 22 продольного перемещения и поддон 23,
Отдающие провод устройства 2 и 3 имеют ряд катушек 24 с проводами различных типов. Устройство 2 жестко закреплено на станине 1, устройство 3 соединено со станиной с помощью щарнира 25 с фиксатором (не показан) Узел 4 заправки провода 26 имеет ряд сквозных каналов 27 с втулками 28, В пазах 29 над каждым каналом 27 расположены эксцентриковые зажимы 30 провода.26, подпружиненные плоскими прз жинами 31 и 32,
Фиксатор 5 жестко связан со штоком 33 и 34, которые выполнены с возможностью перемещения относительно узла 4 заправки провода. Фиксатор 5 имеет ряд отверстий 35, расположенных соосно каналу 27 узла 4 заправки провода, в которых размещены пружины 36, Число каналов и число отверстий равны числу типов используемых при раскладке проводов. Перемещение фиксатора 5 под действием пру- жин 36 ограничено ножом 11,.закрепленным на штоках 37 и 38, которые связаны с приводом ножа (не показан)
0
й
5
0
5
0
5
0
5
Каретка 8 перемещается по направляющим 6 и 7 станины 1 за счет звездочек 39 и 40, связанных с приводом каретки (не показан), Звездочки закрыты крьшками 41 и 42,
Подвижные губки 9 каретки 8 связаны с электромагнитами 43 (фиг, 4), Сигналы управления приводом каретки 8 и электромагнитами 43 передаются от системы программного управления (не показана) по кабелю 44,
Механизм 21 бандажирования (фиг, 5) состоит из корпуса 45, на котором установлены лапы 46 и 47 на шарнирах 48, Внутри лап и корпуса образован открытый, канал, соответствующий форме завязочного узла. Стыковка лап 46 и 47 происходит по линии разъема 49, Кроме открытого канала имеются также закрытые каналы - входной 50 и выходной 51.3авя- зочный материал 52 (например,нитки): располагается на шпуле 53, Механизм бандажирования содержит также гибкий челнок 54, внутри которого расположен завязочный материал 52, Перемещение челнока 54 осуществляется посредством механизма 55 подачи челнока, а перемещение звездочного материала - посредством механизма 56 подачи. На корпусе 45 разме дены также механизм 57 захвата завязочного материала с приводом 58 и механизмом 59 зажима и отрезки конца завязочного материала с приводом 60,
Устройство для укладки проводов в жгут работает следующим образом,
Катушки 24 с проводами разного типа и сеч.ения устанавливают в отдающие провод устройства 2 и 3, Концы проводов заправляют в каналы 27 и отверстие 35 механизма заправки и резки провода. Для выравнивания концов проводов включают привод ножа 11, Штоки 37 и 38 перемещают нож 11 в нижнее положение, подрезая концы проводов, В начале работы устройства в автоматическом режиме исходное положение каретки 8 - крайнее правое, подвижные губки находятся в верхнем положении. При подходе каретки 8 к фиксатору 5 по команде от датчика (не показан) привод каретки выключается и она проходит некоторое расстояние по инерции. Губка 10 каретки, соприкасаясь с фиксатором 5, перемещает его на расстояние 15 - 20 мм по направлению к узлу 4 заправки провода. Провода 26, удерживаемые эксцентриковыми зажимами 30, при перемещении фиксатора 5 остаются на месте, при этом концы проводов попадают между губками 9 и 10, Такое конструктивное выполнение губок позволяет укладывать несколько проводов одновременно, что повышает производительность устройства. От системы управления поступают команды на зажим концов проводов тех типов, которые входят в раскладываемый жгут. Эт команды включают соответствующие электромагниты 43, штоки которых по- ворачивают зажимы 9, После зажима концов проводов каретка 8 перемещается вправо, а датчик, расположенный внутри каретки и связанный с вращением звездочек 39, отсчитывает дли- ну провода. При движении каретки провода укладываются на штыри 14 гребенок 12 и 13, что исключает провисание проводов и за счет чего уменьшается разброс длин пронодов при рез- ке. При достижении заданной длины проводов подается команда на выключение электромагнитов 43 и привода каретки. Каретка проходит по инерции некоторое расстояние, достаточное для того, чтобы конец провода оказался вне губок 9 и 10, и останавли- вает.ся.
Затем подается команда на включение привода ножа 11, Штоки 37 и 38 совершают рабочий ход, нож отрезает провода на длину, отмеренную датчиком. При возвращении ножа 11 в верхнее (исходное) положение подается команда на поворот гребенок 12 и 13, при их повороте провода падают на пластины 18 и 19, образующие промежуточный лоток. Гребенки 12 и 13 возвращаются в горизонтальное (исходное положение, а каретка 8 начинает двигаться влево. Цикл укладки проводов повторяется.
Поскольку раскладка проводов ных типов осуществляется параллельно то общее число ходов каретки равно максимальному количеству проводов одного типа в жгуте. Например, если жгут содержит 20 проводов одного типа и 30 проводов другого типа, то в течение первых 20-ти ходов каретки раскладываются одновременно оба типа проводов, а с 21-го по 30-й ход - только второй тип провода.
Q g 2025зо
35
40
45
50
,
После раскладки всех проводов жгута включается привод 22, с помощью которого механизм 21 бандажирования перемещается из левого (исходного) в правое (рабочее) положение. При этом лапы 46 и 47 механизма 21 бандажирования находятся в соединенном положении и охватывают жгут. По команде от системы управления включаются механизмы 55 и 56 подачи, с помощью которых челнок 54 и обвязочный материал 52 начинают перемещаться по каналу лап 46 и 47, Пройдя по каналу, начало челнока располагается в закрытой части канала 51, а конец завязоч- ного материала выступает за пределы этой части. Затем механизм 57 с помощью привода 58 захватывает концы завязочного материала 52 и удерживает его до конца цикла вязки, а механизм 55 подачи челнока выводит челнок из канала, при этом завязочный материал остается в канале. Затяжка узла осуществляется при обратном движении завязочного материала с помощью механизма 56 подачи. По окончании процесса затяжки узла включается привод 60 и срабатывает механизм 59 зажима и отрезки конца завязочного материала. По завершении цикла вязки включается привод лап 46 и 47 (не показан) , с помощью которого лапы разводятся в стороны.
Затем с помощью привода 20 пластина 19 поворачивается и изготовленный жгут 61 падает на поддон 23, откуда он удаляется, С системы программного управления поступает информация о характеристиках следующего жгута (типах проводов и их длинах), и цикл укладки повторяется, В случае большой партии одинаковых жгутов в отдающие провод устройства 2 и 3 могут быть заправлены несколько катушек с одинаковыми типами проводов. Это позволяет увеличить число одновременно укладываемь к проводов, и, следовательно, производительность за счет сокращения числа ходов каретки.
Устройство может быть использовано для мерной резки проводов, экранирующей оплетки, трубок и других длинномерных изделий. Размещение в каретке управляемых по программе зажимов провода, выполненных в виде ряда подвижных и одной неподвижной губок, позволяет повысить производительность труда, так как такая конструкция позволяет укладывать одновременно несколько проводов. Размещение ножа на направляющей со стороны каретки упрощает конструкцию, так как не требует дополнительного привода для подачи проводов к зажимам каретки. Расположение в станине двух гребенок, шарнирно установленных на осях, параллельных направляющим станины, а стержней гребенок, обращенных друг к другу.и входящих в пазы противолежащей гребенки, уменьшает разброс длины проводов при резке.
Формула изобретения
1, Устройство для укладки проводов в жгут, содержащее станину с продольными направляющими, отдающее устройство, механизмы подачи провода и бандажирования и механизм резки с фиксатором, отличающееся тем, что, с целью повышения производительности, механизм подачи провода выполнен в виде установленной в на- правлякщих станины каретки с зажимами проводов, последние, выполнены в виде ряда подвижных и одной неподвижной губок, а механизм резки расположен между фиксатором и кареткой, 2. Устройство по п, 1, о т л и - чающееся тем, что в станине расположены две шарнирно установленные на осях, параллельных направляющим станины, гребенки, направленные навстречу одна другой, при этом стержни одной гребенки расположены в пазах другой.
« 2
4ff
(Рие.З
23 3J
I L 0 32
JGuj.
27 V 26 28 36 J5
фиг. fy

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для завязывания узлов | 1980 |
|
SU892480A1 |
| Устройство для завязывания узлов | 1979 |
|
SU811331A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРУТКИ КОНЦОВ ПРОВОЛОКИ ВОКРУГ ЖГУТА | 1994 |
|
RU2095181C1 |
| Устройство для резки и сборки проводов в пакет | 1983 |
|
SU1302385A1 |
| Устройство для изготовления заготовок монтажных проводов и жгутов | 1986 |
|
SU1387212A1 |
| Станок для намотки волновых обмоток статоров электрических машин | 1989 |
|
SU1791914A1 |
| Автомат с программным управлением для раскладки проводов в жгуты | 1974 |
|
SU606181A1 |
| Устройство для изготовления стеганных деталей мебельной облицовки | 1986 |
|
SU1359369A1 |
| Устройство для перемещения и крепления изделий при обработке | 1990 |
|
SU1776537A1 |
| Ткацкий станок для выработки ковров | 1954 |
|
SU101500A1 |

Изобретение относится к электротехнике, в частности к производству жгутов. Цель изобретения - повьшение производительности. Устройство содержит станину 1, на которой установлены две направленные одна навстречу другой гребенки 12 и 13 со штырями 14 и приводами. На направляющих станины расположена каретка 8« На каретке 8 закреплены управляемые по программе зажимыв виде ряда подвижных и одной неподвижной губок. Между кареткой 8 и фиксатором 5 расположен механизм резки. Устройство позволяет укладывать одновременно несколько проводов и уменьшает разброс длины проводов при резке. 1 з.п. ф-лы, 5 ил. JJ5 37 Г 8 ffr . J/ // / I / / /// / / 7 и С о: ел о: 1чЭ Л J 25 ЗЧЛ38 2 П Фие.2.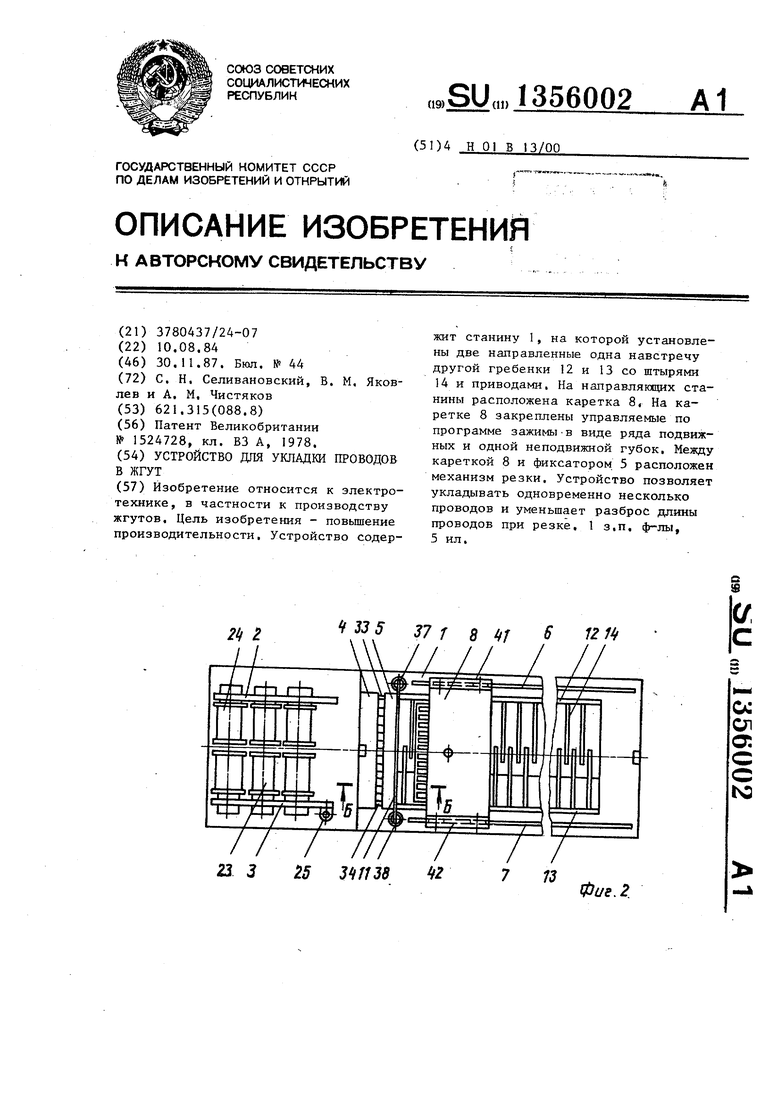
58
- 53
фиг. 5
Составитель Г. Панасенко Редактор А, Лежнина Техред И.Попович . Корректор А. Тяско
Заказ 5797/44 Тираж 697Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент Великобритании № 1524728, кл | |||
| ВЗ А, 1978. |
