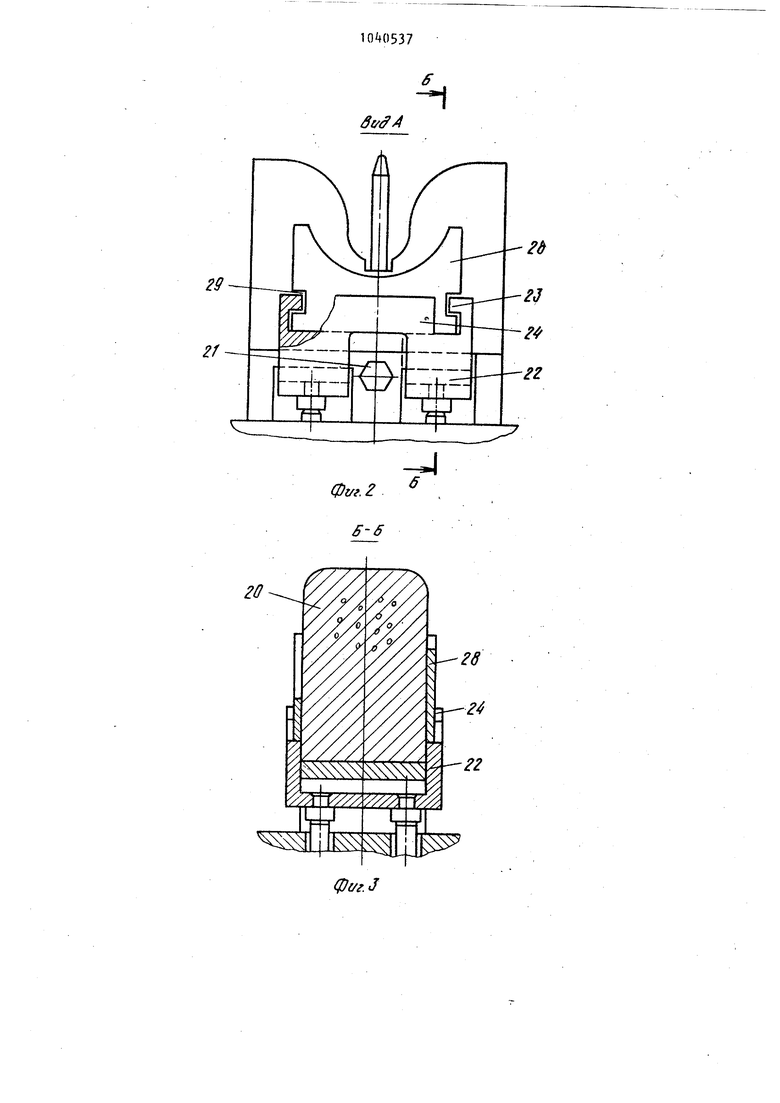
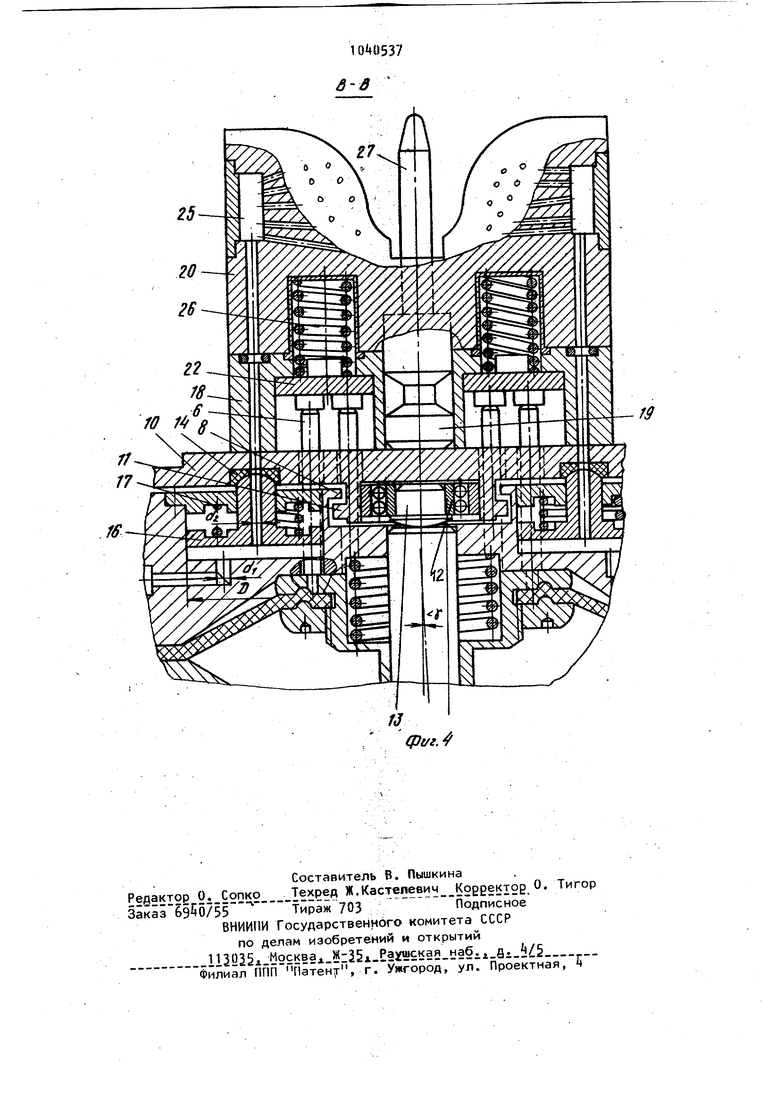
Изобретение относится к технологическому оборудованию для изготовле ния электрических катушек, в частнос ти, для катушек отклоняющих систем телевизоров и может использоваться в электротехнической и радиотехнической промышленИЛстях при работе обору дования с перекосом осей вращения. Известно устройство, содержащее передний и задний шпиндель с намоточными головками, несущими формующи элементы с приводом их возвратно-поступательного перемещения, жесткие упорные диски для закрепления разъем ной оправки и воздухораспределительные муфты 1 . Однако в процессе намотки катушек при перекосе осей вращения или смещении валов элементы соединения разъ емной оправки (паз с седлом и цилиндрические штифты Jбыстро изнашива ются, зазоры в оправке для размещейия витков катушки при намотке теряют стабильность, что приводит к сниж нию качества катушек и увёличиванию расхода медного провода Цель изобретения -повышение качес ва изготовляемых катушек за счет исключения перекоса частей оправок и повышение производительности. Поставленная цель достигается тем что в станке для изготовления седлообразных катушек, содержащего передНИИ и задний шпиндели с намоточными головками, включающий формующие элементы с приводом их возвратно-поступательного перемещения, два диска дл закрепления частей оправки, один из которых жестко связан с передним шпи делем, а другой установлен в корпусе привода возвратно-поступательного пе ремещения формуюи1их элементов намоточной головки заднего шпинделя, и систему для подачи охлаждающей среды, диск, установленный в корпусе пр вода, выполнен с хвостовиком и снабжен сферическим подпятником, закрепленным в подшипнике в хвостовике и контактирующим с торцом заднего шпин деля, шайбами из эластичного материа ла , закрепленными в нем с торца, и . имеет отверстия для прохода охлаждающей среды, а система для подачи охлаждающей среды снабжена цилиндрами, установленными в корпусе привода возвратно-поступательного перемещения формующих элементов головки заднего шпинделя, каждый поршень которых выполнен с осевым отверстием и .сферическим концом, контактирующим с шайбами, при этом диск, установленный в корпусе привода имеет возмож- ность вращения, углового поворота и смещения в плоскости, перпендикулярной оси вращения. На фиг. 1 изображен намоточный станок, продольный разрез по оси шпинделей;, на фиг 2 - вид А на фиг.1 при отодвинутом шпинделе (т.е. открытой оправке ; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг, А - разрез В-В на.фиг. 1. Намоточный станок содержит передНИИ ведущий шпиндель 1, с закрепленным на нем механизмом обжима и ведуи ей части оправки с диском 2 и ведомый задний шпиндель 3. На шпинделе 3 f кроме воздухосоединительного механизма , установлен пневмопривод 5, который.является приводом возвратно-поступательного перемещения четырех стержней 6. Стержни жестко соединены со Rтvлкoй пневмопривода. Неподвижный корпус 7 пневмопривода имеет концентрическую выточку с буртиком 8, а также фигурную вставку 9, которая закрывает паз, выполненный в корпусе Бурт является держателем плавающего диска 10. Диск ТО имеет хвостовик с буртиком 11 и центральное отверстие для установки подшипника 12 о 8 подшипнике установлен сферический подпятник 13. Диск 10 имеет также две шайбы , которые изготовлены из эластичного материала, например, полиуретана и отверстия для стержней 6, Кроме того, в корпусе 7 с торцовой стороны выполнены два отверстия диаметром D, которые являются цилиндрами привода подачи охлаждающей среды на катушку и отверстие диаметром d, для подвода этой среды„ На периферии корпуса расположены три регулирующих штифта 1i. В цилиндрах размещены поршни 16 со сферическими концами и пружины 17. В ,поршне имеется отверстие диаметром do. На диске 10 неподвижно закреплена промежуточная плита 18. Плита имеет центральное отверстие для крепления хвостовика 19 быстросъемной правой частью оправки 20 и стопорный винт 21, два выреза для установки П-образного кронштейна 22 с Г-образными выступами 23 и упорами 2, а также два отверстия для -прохода охлаждающей среды. Правая часть оправки 20 имеет отверстие для подвода охлаждающей среды и закрытую полость (объем; 25 для распределения Г этой среды по профилю рабочей части оправки, цилиндрические карманы для возвратных пружин 26 и ступенчатый v центральный штифт 27 с хвостовиком. j
Быстросъемные формующие элементы 28 с пазами 29 при снятой оправке вставляются в Г-образные пазы кронштейна и удерживаются с одной стороны упорами 2, а с другой стороны уста-ю новленной оправкой 20,
Станок с.набжен управляемым фиксатором в виде штанги 30 для воздействия на пазы, которые выполнены на диске механизма обжима редущего шпинде- ij ля и на плавающей планшайбе.
Станок работает следующим образом.
При закрывании оправки задний шпиндель 3 совместно с пневмоприводом 5 и диском 10 с закрепленной на ней пра вой частью оправки перемещается до упора влево, штифт 27 входит в отверс- , тие, выполненное в левой части оправки. Диск 10 совместно с частью оправг ки выставляется по центру вращения ведущего шпинделя 1 при этом подпятник 13, контактируя с торцом оси . заднего шпинделя, смещается на величину несоосности шпинделей или повог рачивается на угол в случае перекоса этих осей.
При намотке катушки передний шпиндель с механизмом обжима и обе части оправки с диском 10 вращаются. Воздух в камеру пневмопривода 5 и цилиндры не подается и поршни 16 под дей- 35 ствием пружин 17 находятся в ис;: одном положении. В исходном положении находятся и стержни 6, т.е втянуты; в камеру пневмопривода 5. Таким образом, нет препятствий для вращения 40 диска 10 о По окончании цикла намотки и доворота шпинделя в исходное положение при помощи управляемого фиксатора 30 происходит его фиксация, при этом шайбы 14 устанавливаются напро- 45 тив хвостовиков поршней 1б. После
нагрева катушки срабатывает механизм подачи воздуха.и мембрана пневмопривода 5 совместно со втулкой и закрепленными на ней стержнями 6 идет вперед, штифты давят на П-образный кронштейн 22 передвигают его вместе с формующими элементами 28 - происходит формирование катушки.
Одновременно под давлением подается охлаждающая среда в цилиндры, где размещены поршни 16. Движение поршень получает за счет разницы площадей отверстий D d 2 t минимальное соотношение которых составляет 10:2:1, при этом поршень перемещается вперед, надавливает на шайбу 1А и среда по герметичному каналу поступает в объем 25 и по многочисленным каналам выполненным в оправке подается на намотанную катушку.
При открываний оправки ведомый шпиндель 3 идет назад (в правую сторону , подача в камеру пневмопривода 3 воздуха и охлаждающей среды в цилиндры прекращается. Мембрана под действием пружины вместе с стержнями 6 возвращаются в исходное положе:ние, в исходное положение возвращается и поршень 16. Диск 10 с закрепленной частью оправки посредством буртиков 8 и 11 удерживается в Корпусе 7 и, возвращаясь в исходное положение, открывает оправку, снимается готовая катушка. Регулирующие штифты 15 удерживают планшайбу от черезмерного провисания вниз.
Использование предлагаемого станка для изготовления седлообразных, катушек уменьшит изнашивание намоточной оправки и увеличит ее долговечность при наличии перекосов или-смещении осей вращения. Одновременно увеличится стабильность параметров катушек, повысится их качество, а также значительно повысится экономия медного провода.
ff
-f

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для изготовления седлообразных катушек | 1977 |
|
SU736190A1 |
| Станок для изготовления седлообразных катушек | 1987 |
|
SU1494063A1 |
| Станок для изготовления бескаркасных катушек отклоняющих систем | 1988 |
|
SU1607024A1 |
| ЛИНИЯ НАМОТКИ КАТУШЕК РЕЛЕ | 2004 |
|
RU2262479C1 |
| Станок для изготовления бескаркасных седлообразных катушек отклоняющих систем | 1987 |
|
SU1418819A1 |
| Устройство для формования катушек | 1972 |
|
SU480319A1 |
| Автомат изготовления электрических катушек | 1987 |
|
SU1573478A1 |
| Устройство для перемотки и продольной разрезки ленточных материалов,преимущественно конденсаторных лент,фольги и диэлектрика,на полосы | 1981 |
|
SU1058667A1 |
| Устройство для изготовления обмотки статоров электрических машин | 1978 |
|
SU989685A1 |
| Устройство для намотки электрических катушек с отводами | 1981 |
|
SU1026178A1 |

S-ff
фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
