Изобретение относится к области порошковой металлургии, в частности к способам получения металлических порошков из uuiaMaj образующегося после шлифовальных операций.
Целью изобретения является повьпие- ние качества порошка.
Способ осуществляют следующим образом.
На первом этапе проводят механическое отделение смазочно-охлаждающей жидкости от шлама, на втором этапе проводят термообработку шихты в атмосфере недиссоциированного аммиака при 500 600°С в течение 20-АО мин. При этом происходит охрупчИвание метал ли ческой фракции. Шихта, подвергнутая указанному охрупчивающему отжигу,- свободно просеивается на вибросите с размером ячейки 50 мкм и более без предварительного измельчения. Такой отжиг исключает образование спеков ввиду низкой температуры.
Устранение операции механического измельчения исключает образование пьтевидной фракции абразива. Просев на вибросите приводит к разрушению стружечной формы подверженнь1х охруп- чиваниго металлических частиц шлама. При последующей магнитной сепарации обеспечивается качественное отделение абразивных частиц от металлической фракции шламовых отходов.
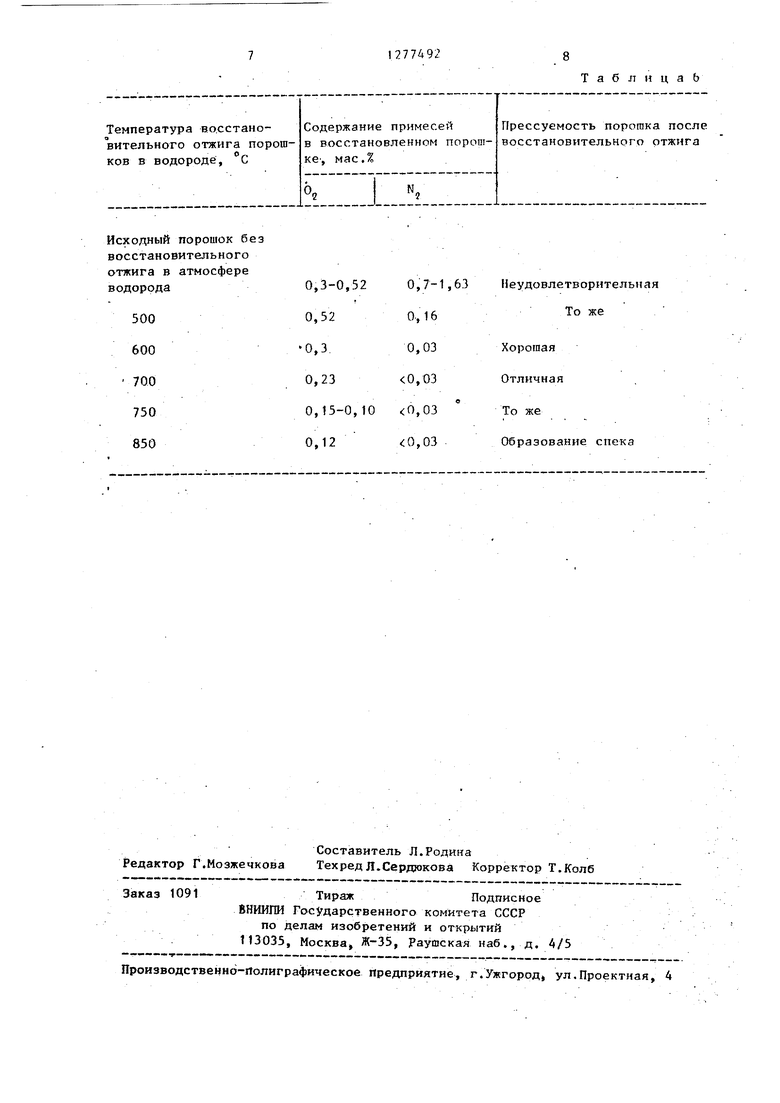
После магнитной сепарации порошок бтжигают в восстановительной атмосфере при 600-750 С.
И- р и м е р 1 i Шлам ШХ15СГ освобождают от смаэочно-охлаждающей жидкости механическим способом (центрифугированием), отжигают в атмосфере аммиака, просеивают на вибросите, с размером ячейки 50 мкм и подвергают двукратной электромагнитной сепарации.
Температура отжига , время отжига АО мин. . .
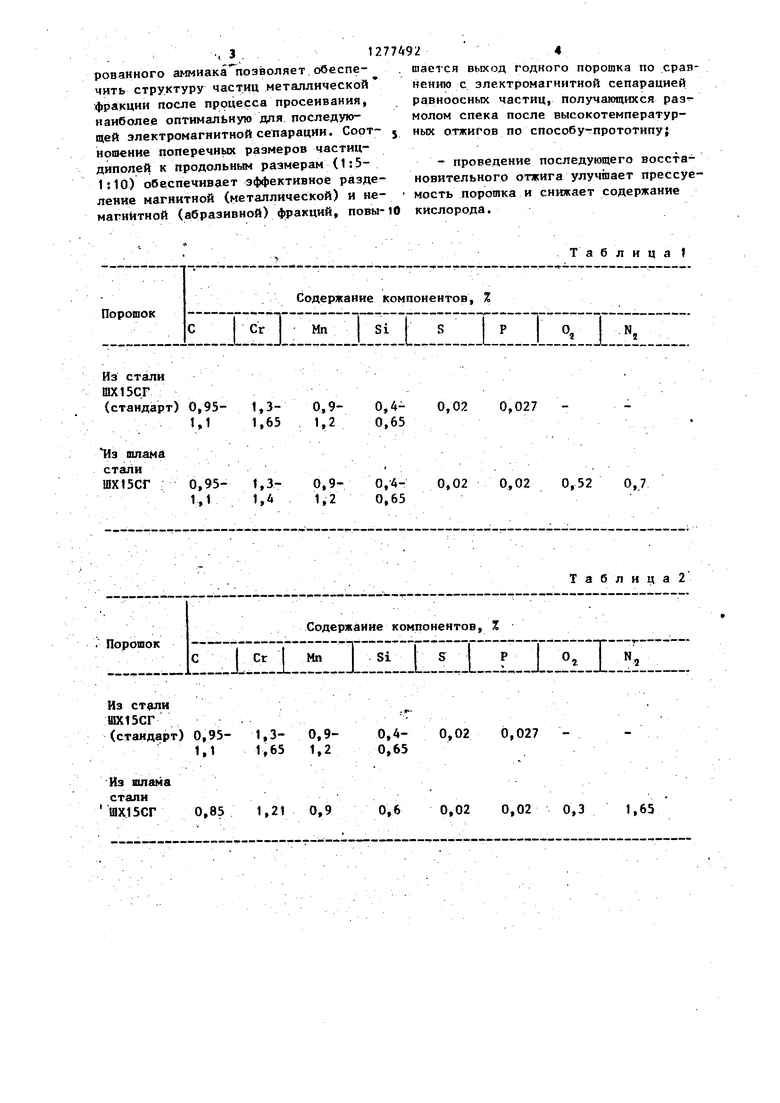
Химический состав полученного порошка приведен в табл. 1.
Пример 2. Температура отжига 600°С, время отжига 20 мин.
to
15
20
25
30
3$
40
45
-термообработка при Т 500 С не приводит к охрупчиваиию металлической фракции, о чем свидетельствуют результаты просеивания полученной шихты на сите с размером ячейки 50-200 мкм,
-термообработка ,при Т 600 С приводит к структурному отжигу материала металлической фракции и существенному изменению магнитных характеристик, вызывающих в .свою очередь повышение доли немагнитной фракции, отделяемой при сепарации,
В табл. 4-6 приведены параметры предлагаемого способа.
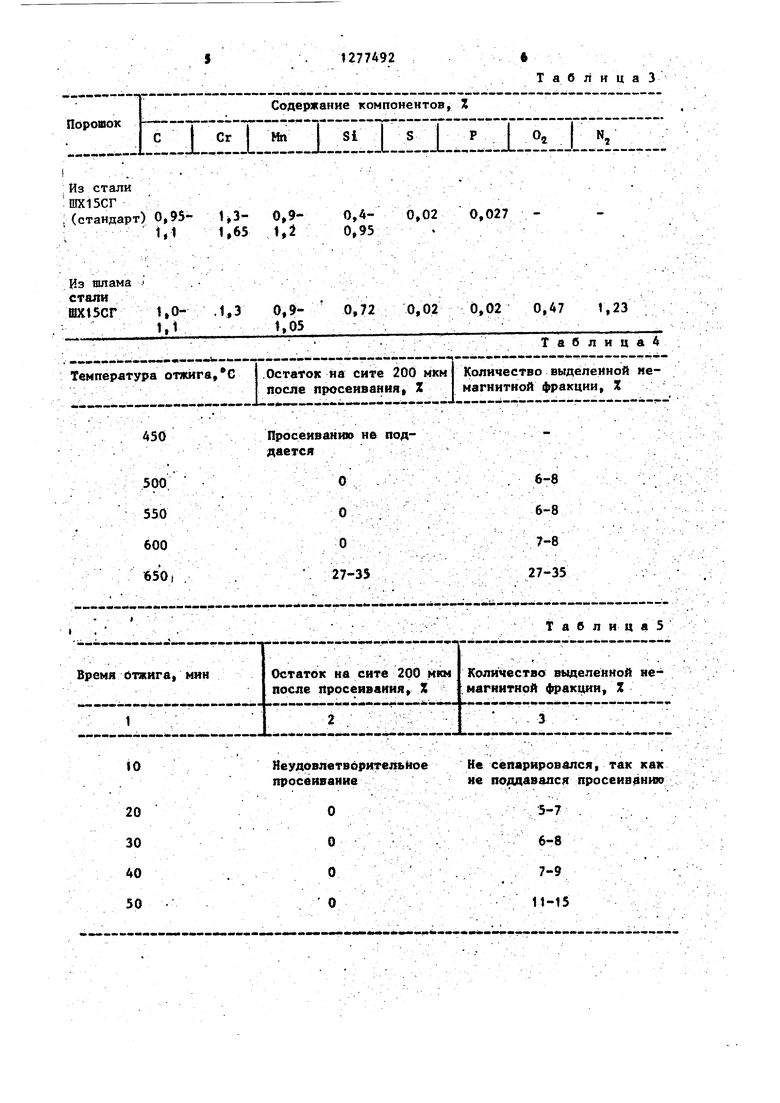
Влияние температуры охрупчивающе- го отжига шлама на магнитную сепарацию и прос еиваемость полученного порошка стали ШХ15 (t.,30 мин).
Выбранный интервал времени (20- 40 мин) обусловлен следующтми обстоятельствами: отжиг при мин приводит к очень плохому качеству просеивания шихты, отжиги при мин ведут к излишнему азотированию, к повышению процентного содержания немагнитной фракции при сепарации.
Влияние времени охрупчивающего отжига шлама на магнитную фракцию и просеиваемость полученного порошка стали ШХ15 (Т. 650 С). .
Как видно из табл. 5, при t 50 мин количество выделенной в ре- -зультате магнитной сепарации немагнитной фракции (t1-15%) превьш1ает количество абразива в шламе (8-10%).
Влияние восстановительных отжигов в атмосфере водорода на прессуемость порошков и содержание примесей (N.,0 (время отжига 1,5 ч).
Таким образом, предложенный способ позволяет повысить качество порош ка, поскольку:
- после охрупчивающего отжига легко разрушается спиралевидная структура частиц металлической фракции шлифо вального шлама, что способствует освобождению абразивных частиц при последующей сепарации. Так как измельчение охрупченных металлических частиц происходит в процессе просева
Химический состав получеиного по- бе.з ударного воздействия (нет измельрошка .приведен в табл. 2.
Приме р 3, Температура отжига , время отжига 30 мин.
Химический состав полученного порошка приведен в табл. 3.
Выбор указанного температурного интервала (500-600 С) обусловлен следующими обстоятельствами
5
0
5
0
$
0
5
-термообработка при Т 500 С не приводит к охрупчиваиию металлической фракции, о чем свидетельствуют результаты просеивания полученной шихты на сите с размером ячейки 50-200 мкм,
-термообработка ,при Т 600 С приводит к структурному отжигу материала металлической фракции и существенному изменению магнитных характеристик, вызывающих в .свою очередь повышение доли немагнитной фракции, отделяемой при сепарации,
В табл. 4-6 приведены параметры предлагаемого способа.
Влияние температуры охрупчивающе- го отжига шлама на магнитную сепарацию и прос еиваемость полученного порошка стали ШХ15 (t.,30 мин).
Выбранный интервал времени (20- 40 мин) обусловлен следующтми обстоятельствами: отжиг при мин приводит к очень плохому качеству просеивания шихты, отжиги при мин ведут к излишнему азотированию, к повышению процентного содержания немагнитной фракции при сепарации.
Влияние времени охрупчивающего отжига шлама на магнитную фракцию и просеиваемость полученного порошка стали ШХ15 (Т. 650 С). .
Как видно из табл. 5, при t 50 мин количество выделенной в ре- -зультате магнитной сепарации немагнитной фракции (t1-15%) превьш1ает количество абразива в шламе (8-10%).
Влияние восстановительных отжигов в атмосфере водорода на прессуемость порошков и содержание примесей (N.,0 ) (время отжига 1,5 ч).
Таким образом, предложенный способ позволяет повысить качество порошка, поскольку:
- после охрупчивающего отжига легко разрушается спиралевидная структура частиц металлической фракции шлифовального шлама, что способствует освобождению абразивных частиц при последующей сепарации. Так как измельчение охрупченных металлических частиц происходит в процессе просева
бе.з ударного воздействия (нет измельчающих тел), исключено образование субмикронных пылевидных частиц абразива, снижающих качество получеинно- го порошка (повышается износ пресс55 форм, снижаются механические свойст1 ва спеченных изделий);
- предварительное охрупчивание шихты отжигом в атмосфере недиссоцииПорошок
Содержание компонентов, %
I ±IHZ i-i ZE lI5ir
0,4-0,02 0,027 0,95
Из шлама
стали
ШХ15СГ t,0Ь
.1,3
0,9- t,05
0,72 0,02 0,02 1,23
Температура отжига
:11.
.Остаток на сите 20д мкмj Количество выделенной непосле просеивания, Z I магнитной фракции, Z
Просеиванию не поддается
-;; 0:,:, ./ /-.
: . -0.;,/:. : : . ,: . 0 :-,.,: ; :.; .;; 27-35
Неудрвлетвбрительйое просеивание
О ,, ; :о- / :О, , :- ..,: О
Т а б ji и ц а 3
Т а б л и ц а 4
6-8
6-8
7-8
27-35
Т а б л и ц а 5
Не сепарировался, так как не поддавался просеиванию
- ; -, 5-7- . . ;;. , - 6-8 ,. .
.- -/ . 11-15
ч 3 .12774924
рованного аммиака позволяет обеспе- . шается выход годного порошка по срав- чить структуру частиц металлической нению с электромагнитной сепарацией фракции после процесса просеивания, равноосных частиц, получающихся раз наиболее оптимальную для последую- молом спека после высокотемператур- щей электромагнитной сепарации. Сорт- j ных отжигов по способу-прототипу; ношение поперечных размеров частиц- диполей к продольным размерам (1:5- - проведение последующего восста- 1:10) обеспечивает эффективное разде- новительного отжига улучшает прессуе- ление магнитной (металлической) и не- моеть порошка и снижает содержание магнитной (абразивной) фракций, повы-Ю кислорода.
/Таблица
Содержание компонентов, %
Порошок I--1--j-j---
|С Cr Мп Si S P I 0, .Nj
Из стали ШХ15СГ
(стандарт) 0,95- 1,3-0,9- 0,4- 0,02 0,027 1,1 1,65 1,2 0,65
Из шламд
стали , .
ЩХ15СГ ; 0,95- 1,3-0,9- 0,4- 0,02 0,02 0,52 0,7
1,1 1,41,2 0,65
.Т а б л и ц а 2
Содержание компонентов, % Порошок 1- ---1--|-1---j rL.l..L- ::---l-- -.--L-i,-L-L--L± -.L.i --- -.
Из СТ9ЛИ
ШХ15СГ
(стандарт) 0,95- 1.1
Из шлама стали ШХ15СГ 0,85
1,3- 1,65
0,9- 1,2
1,21 0,9
0,4- 0,65
0,02 0,027
0,6 0,02 0,02 0,3 1,65
Содержание примесей в восстановленном порошке , мас.%
0„
Исходный порошок бе
восстановительного
отжига в атмосфере
водорода
500
600
700
750
850
Редактор Г.Мозжечкова
Составитель Л.Родина
Техред Л. Сердюков а Корректор Т. Колб
1091ТиражПодписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород ул.Проектная, 4
Таблица b
FFpeccyeMOCTb порошка после восстановительного отжига
.1...
,63
Неудовлетворительная То же
Хорошая Отличная То же Образование спека
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕГЕНЕРАЦИИ ОТХОДОВ ШЛИФОВАНИЯ | 1992 |
|
RU2028827C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОГО ПОРОШКА ДЛЯ ПРОИЗВОДСТВА СПЕЧЕННЫХ ИЗДЕЛИЙ ИЗ ШЛИФОВАЛЬНОГО ШЛАМА ШХ15 | 2014 |
|
RU2569291C1 |
| Способ получения порошка из шламовых отходов подшипникового производства | 1986 |
|
SU1445858A1 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛОСОДЕРЖАЩИХ ШЛАМОВ | 1994 |
|
RU2097166C1 |
| Способ комплексной переработки глиноземсодержащего сырья | 2022 |
|
RU2787546C1 |
| Способ переработки металлоотходов | 1990 |
|
SU1787691A1 |
| СПОСОБ ПЕРЕРАБОТКИ ДИСПЕРСНЫХ МЕТАЛЛООТХОДОВ | 1991 |
|
RU2014954C1 |
| Способ изготовления керамического защитного элемента системы гамма-каротажа роторных управляемых систем (варианты) | 2022 |
|
RU2798534C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЖЕЛЕЗНОГО ПОРОШКА | 2002 |
|
RU2231420C1 |
| СПОСОБ ПЕРЕРАБОТКИ ЖЕЛЕЗОТИТАНОВОГО КОНЦЕНТРАТА | 2008 |
|
RU2385962C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОТХОДОВ ЧЕРНЫХ, ЦВЕТНЫХ МЕТАЛЛОВ И СПЛАВОВ НА ИХ ОСНОВЕ | 0 |
|
SU197644A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ получения стального порошка | 1979 |
|
SU833375A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
