Изобретение относится к обработке металлов давлением и может быть использовано на машиностроительных и металлообрабатывающих предприятиях.
Цель изобретения - повышение производительности путем автоматизации настройки рабочего зазора между пуансоном и матрицей.
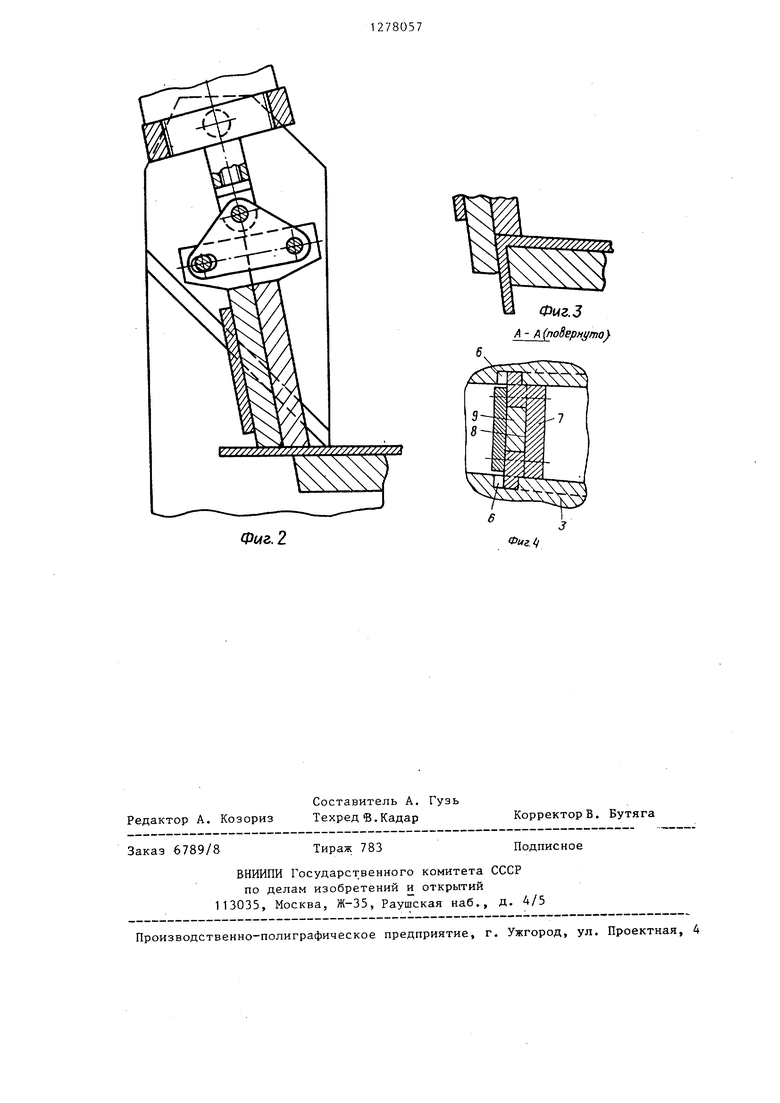
На фиг. 1 изображено устройство в исходном положении, продольный разрез; штрихпунктирной линией изображено конечное положение блока пуансон-прижим; на фиг. 2 - положение блока пуансон-прижим в момент соприкосновения с заготовкой; на фиг. 3 - положение пуансона, прижима, матрицы и .заготовки в момент окончания гибки на фиг. 4 - разрез на фиг. -1.
Устройство для отгибки конца листовой заготовки состоит из гибочной матрицы 1, на верхний рабочий торец которой укладывается заготовка 2 и которая закреплена на основании между двумя кронштейнами 3, держащими с помощью двух шарнирных полуосей 4 привод 5, например гидроцилиндр. На обращенных одна к другой поверхностях кронштейнов имеются направляющие 6 для прижима 7, выполненные под углом в 45° к верхнему рабочему торцу матрицы. В направляющем пазу 8 прижима помещен пуансон 9,. имеющий возможность перемещения относительно прижима по направлению к матрице под постоянным углом гибки, учитывающим пруткинение материала.
Пуансон 9 и прижим 7, представляющие единый блок, соединены между собой и приводом 5 с помощью двуплечего рычага 10, передающего движение от привода STONry блоку и после остановки гфижима отдельно до определенного предела - пуансону. Поскольку шарнир 11 рычага при движении блока пуансон-прижим перемещается не по прямой линии, шарнирные полуоси 4 позволяют изменять положение привода относительно кронштейнов 3.
Устройство работает следующим образом.
Заготовка 2 укладывается на верхний рабочий торец матрицы 1, при этом величина свободно выступающего за край матрицы конца заготовки соответствует размеру сгибаемой стороны детали. Привод 3 приводит в дви
жение блок пуансон-прижим, который перемещается под углом 45° к верхнему рабочему торцу матрицы и к заготовке до соприкоснования с последней. С этого момента движение от привода через двуплечий рычаг 10 передается пуансону 9s который скользит далее по пазу 8 прижима и производит гиб- ку свободно выступающего за край матрицы конца заготовки. При этом рабочий зазор устанавливается равным толЕцине сгибаемого материала в момент, когда прижим фиксирует заготовку на плоскости матрицы. Это 5 обеспечивается конструктивным исполнением устройства, а именно расположением направляющих 6. Рабочий торец пуансона в самом крайнем его положении при отсутствии заготовки прилегает к боковой рабочей поверхности матрицы без зазора. Угол, равный 45°, под которым блок пуансон-прижим перемещается к матрице, обеспечивает после остановки прижима равенство зазоров между прижимом и плоскостью матрицы и между пуансоном и ее кра-. ем, шарнирные полуоси 4 позволяют приводу соответственно изменять свое положение относительно кронштейнов 3,
0
5
Формула изобретения
Устройство для отгибки конца листовой заготовки, содержащее гибочную
35 матрицу, установленную на основании, и связанные с приводом пуансон и прижим, отличающееся тем, что, с целью повышения производительности за счет автоматизации настрой40 ки рабочего зазора, оно снабжено . . закрепленными на основании по обе стороны матрицы перпендикулярно ее гибочной кромке, кронштейнами с направляющими, выполненными на обращен45 ных одна к другой поверхностях под углом 45 к верхнему рабочему торцу матрицы, прижим установлен в направляющих и выполнен с продольным пазом, размещенным параллельно боковой ра50 бочей поверхности матрицы, пуансон установлен в указанном пазу с возможностью перемещения вдоль него и шар- нирно соединен в верхней части с приводом и прижимом промежуточным звеес ном, выполненным в виде двуплечего рычага.
Фиг. 2
Фиг.З
/ - jfl (noSepfij/fno}Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп для формирования фасок | 1988 |
|
SU1581421A1 |
| Штамп гибочный | 1986 |
|
SU1355322A1 |
| Устройство для соединения листовых заготовок | 1989 |
|
SU1687422A1 |
| Штамп для торцовой гибки деталей из листовых заготовок | 1986 |
|
SU1444042A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Устройство для соединения листовых деталей | 1991 |
|
SU1750811A1 |
| ШТАМП ДЛЯ ОТГИБКИ ЭЛЕМЕНТОВ ЗАГОТОВКИ В РАЗНЫЕ СТОРОНЫ | 1991 |
|
RU2021861C1 |
| Штамп для гибки крестообразных деталей с отогнутой лапкой | 1987 |
|
SU1505630A1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для отгибки конца листовой .заготовки. Цель - повышение производительности за счет автоматической настройки рабочего зазора между пуансоном и матрицей. Устройство состоит из матрицы 1, размещенной между кронштейнами 3, на которых шар- нирно закреплен привод 5, а в направляющих 6 кронштейнов установлены сблокированные прижим (ПР) 7, пуансон (П) 9, соединенные с приводом с помощью двуплечего рычага 10. П 9 имеет возможность перемещения в направляющем пазу ПР 7 параллельно боковой рабочей поверхности матрицы (М)., Заготовка 2 укладывается на зеркало М. Приводом 5 ПР 7 и П 9 пе- ремеща1ртся под углом 45 к матрице до соприкосновения с заготовкой, после чего ПР 7 останавливается, а П 9, скользя по пазу ПР 7, производит гибку свободно выступающего за край М конца заготовки. Угол, равный 45 , под которым блок пуансон-прижим перемещается к М, обеспечивает.после остановки ПР 7 равенство величин зазоров между ПР 7 и плоскостью М и меж,цу П 9 и краем М. 4 ил. i ю 00 
Редактор А. Козориз
Составитель А. Гузь Техред В.Кадар
Заказ 6789/8
Тираж 783
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор В. Бутяга
Подписное
| Романовский В.П | |||
| Справочник по холодной штамповке | |||
| Л.: Машиностроение, 1979, с | |||
| Фальцовая черепица | 0 |
|
SU75A1 |
| Контрольный стрелочный замок | 1920 |
|
SU71A1 |
