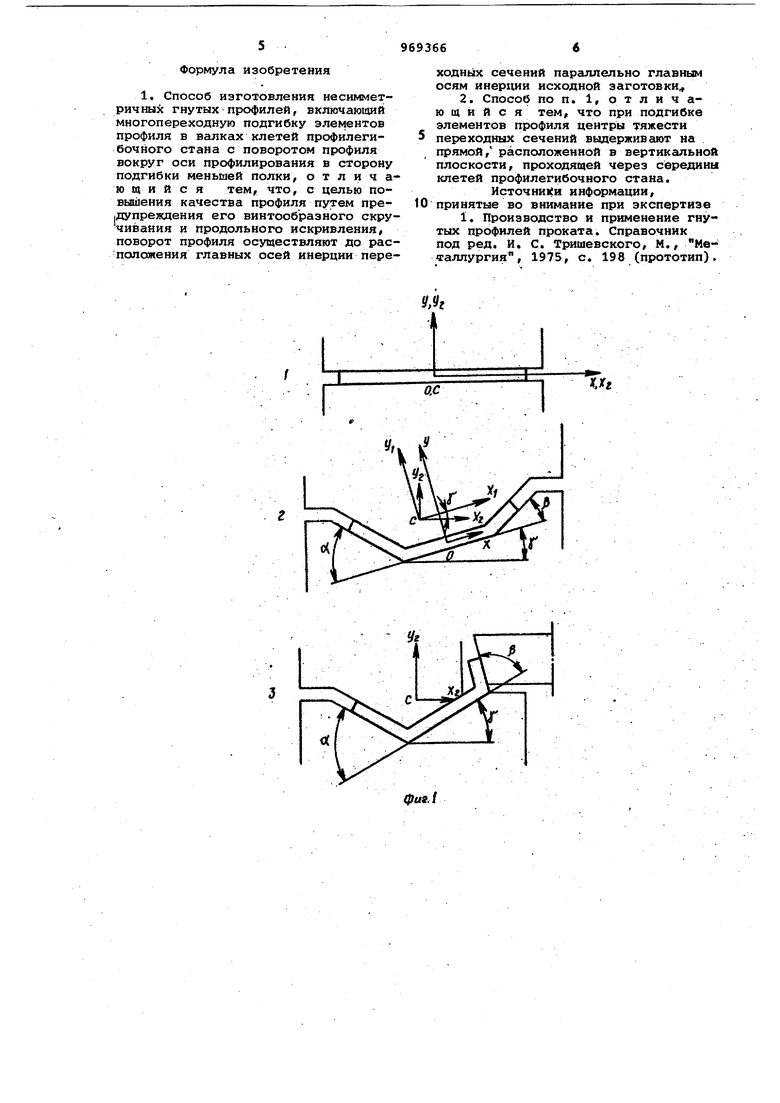
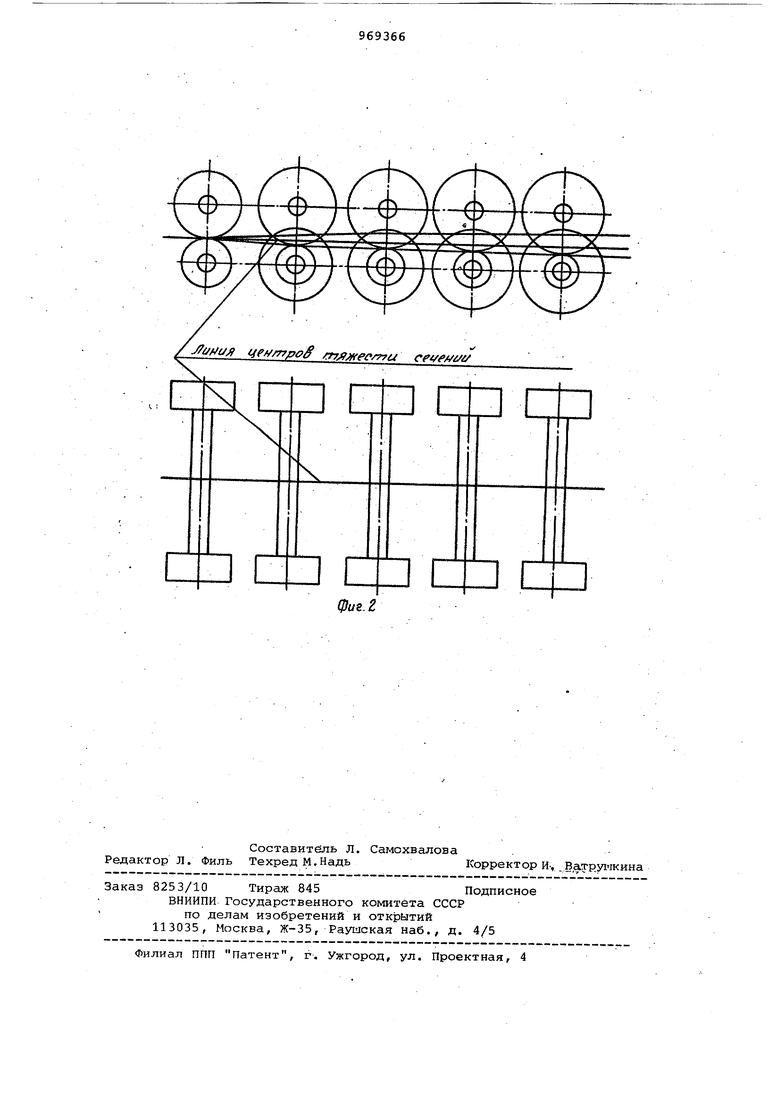
углами подгибки большей полки ti- и меньшей полки (Ь ; выбирают прямоугольную систему координат Оху , причем ось абсцисс располагают пар лельно стенке; координаты центра тяжести сечения С определяют по фо мулам: где Sj( , 5v - статические моменты се чения относительно осе X, у; F - площадь поперечного се центробежный момент инерции осевые моменты инерции Зу, J о носительно системы взаимно перпенди кулярнйх центральных осей х, У , у определяют параллельных осям по формулам: 3x,Sp())F угол подгибки стенки у определяют по формуле X,v. ч,,,-1- U) л-. Реким профилирования неравнополо ного швеллера 100x80x40x4 мм из ст Ли Ст 3, определенный по предлагаем му способу, приведен в таблице. Главные оси инерции поперечных сечений х параллельны главным осям инерции исходной заготовки, поскольку угол -у определяется по ф муле (3). Для получения готового профиля по предлагаемому способу требуется восемь технол ги 1еских переходов. Винтообразноескручивание составляет - о 50 на 1 м длины, что находится в пределах требований ГОСТ 8281-69, продольный прогиб составляет .0,6-0,9 мм на 1 м длины, что также находится в пределах требований того же ГОСТа. Согласно данным опнтной проверки на опытно-промысшенном стане 300 предлагаемый способ производства позволяет в сравнении с известным уменьшить искажение размеров готового профиля путем уменьшения винтоотбразного скручивания и продольного прогиба в процессе профилирования (при производстве по предлагаемому способу прогиб составил 0,6-0,9 мм на 1 м длины, при производстве по известному - 1-1,3 мм на 1 м длины); расширить сортамент сложных неравнополочных гнутых профилей (за счет профилей, производство которых не бьшо освоено ране% из-за технологических затруднений); сократить простои стана за счет уменьшения времени на регулировку и настройку на 15-25% (вследствие уменьшения количества технологических переходов); сократить количество технологических переходов На 10-20% (например, для производства, неравнополочного швеллера 100x80x40x4; мм по известному способу потребовалось 10 технологических переходов, а по предлагаемому способу - только 8). Экономический эффект будет полуlateH.путем улучшения качества пррфилей, сокращения количества технологических переходов и простоев стана за счет уменьшения времени на регулировку и настройку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления несимметричных гнутых профилей | 1981 |
|
SU1019727A1 |
| Способ изготовления неравнополочных гнутых профилей проката | 1983 |
|
SU1136866A1 |
| Валок рабочей клетки профилегибочного стана | 1982 |
|
SU1077680A1 |
| Способ изготовления неравнополочных гнутых профилей | 1981 |
|
SU1007782A1 |
| Способ изготовления гнутых профилей | 1983 |
|
SU1138206A1 |
| СПОСОБ ПРОИЗВОДСТВА ГНУТЫХ НЕРАВНОПОЛОЧНЫХ УГОЛКОВ | 1997 |
|
RU2115499C1 |
| Способ производства несимметричных гнутых профилей | 1980 |
|
SU917399A1 |
| Способ изготовления неравнополочных гнутых профилей | 1980 |
|
SU942306A1 |
| Способ изготовления гнутых неравнополочных профилей | 1982 |
|
SU1090471A1 |
| Способ изготовления гнутых несимметричных профилей | 1982 |
|
SU1079334A1 |
Пере-|угол подгибки большей ход полки cL , град Угол подгибки меньшей Угол подгибки полки fi , град стенки у / град
Формула изобретения
1, Способ изготовления несимметричных гнутых профилей, включающий многопереходную подгибку элементов профиля в валках клетей профилегибочного стана с поворотом профиля вокруг оси профилирования в сторону подгибки меньшей полки, отличающийся тем, что, с целью повышения качества профиля путем пре|ДУпреждения его винтообразного скручивания и продольного искривления, поворот профиля осуществляют до расположения главных осей инерции переходных сечений параллельно главным осям инерции исходной заготовки
Источники информации, принятые во внимание при экспертизе
I. Производство и применение гнутых профилей проката. Справочник под ред. и. С. Тришевского, М., Ме аллургия, 1975, с. 198 (прототип).
