Изобретение относится к обработке металлов давлением, в частности к штампам для обработки листового материала .
Цель изобретения - повьпиетше качества изготавливаемых деталей и надежности штампа.
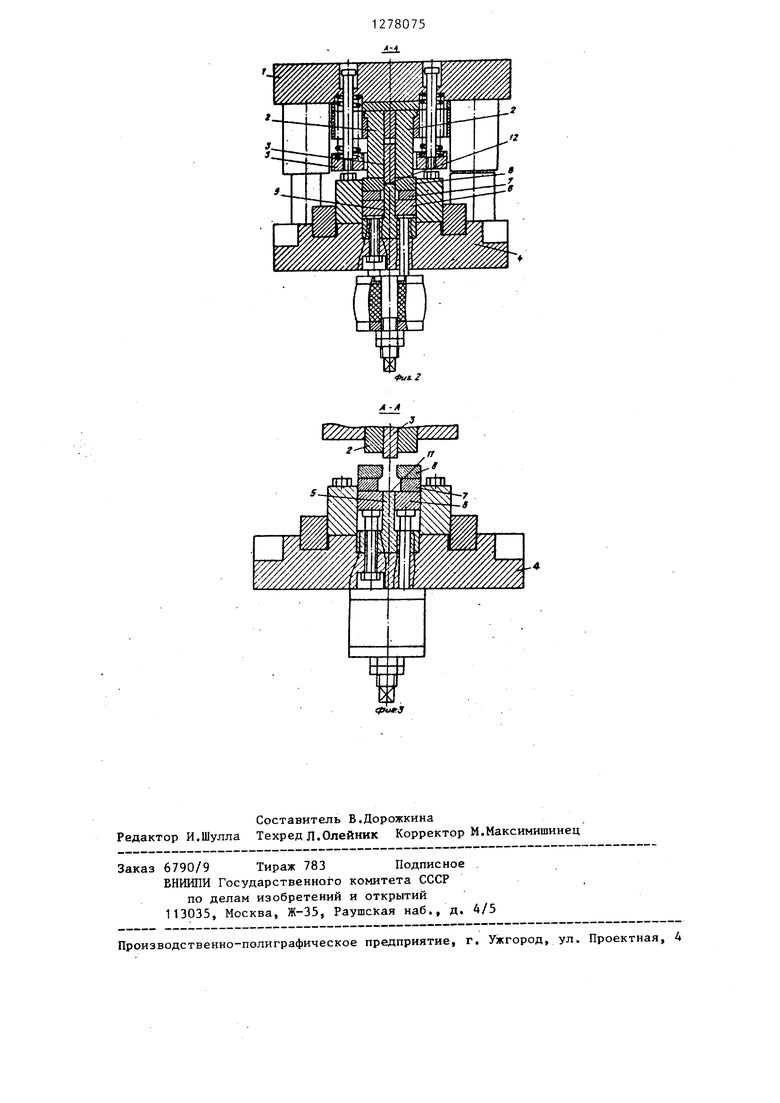
На фиг. 1 изображена нижняя плита штампа, вид сверху; на фиг, 2 - разрез А-А на фиг. 1, рабочий ход , на фиг. 3 - то же, исходное положение. Штамп последовательного действия содер5йит верхнюю плиту 1, на которой выполнены выступы 2 и расположен прижим 3, и нижнюю плиту 4, на которой установлены гибочный пуансон 5, съемник 6, направляннцие планки 7 и гибочная матрица 8. Матрица 8 и направляющие планки 7 жестко связаны между собой и со съемником 6. Штамп содержит также позицию 9 пробивки отверстия и позицию 10 отрезки детали.
Штамп работает следующим образом.. Полоса (лента) 11 подается сначала на позицию 9 пробивки, а затем в направляющие планки 7 на позиции гибки, по которым она точно фиксируется относительно гибочного пуансона 5. При опускании плиты 1 ее выступы 2 давят на матрицу 8 и переме- .щают ее вместе с направляющими планками 7, которые все время фиксируют заготовку на позиции. В конце хода
происходит гибка детали 12, которая затем отрезается на позицию 10.
Установка матрицы 8 на одной плите с пуансоном 5, связь ее с направляющими планками 7, а также подвижность матрицы 8 и направляющих планок 7 относительно пуансона 5 позволяют повыси1;ь качество изготавливаемых деталей за счет точности гибки и позволяют вьшолнить матрицу 8 достаточной жесткости даже при гиб- ке деталей с очень короткими полками, что noBbmiaer надежность штампа.
Формула изобрете ния
Штамп последовательного действия, включающий подвижную плиту и позицию гибки, содержащую матрицу, установленную с возможностью перемещения параллельно оси давления штампа, и пуансон, расположенный на неподвижной плите, отличающийся
тем, что, с целью повышения качества изготавливаемых деталей и надежности штампа, позиция гибки снабжена направляющими элементами для заготовки, размещеннь ми между неподвижной плитой и матрицей и жестко связанными с последней, а матрица установлена с возможностью взаимодействия с подвижной плитой.
/10
Фиг.1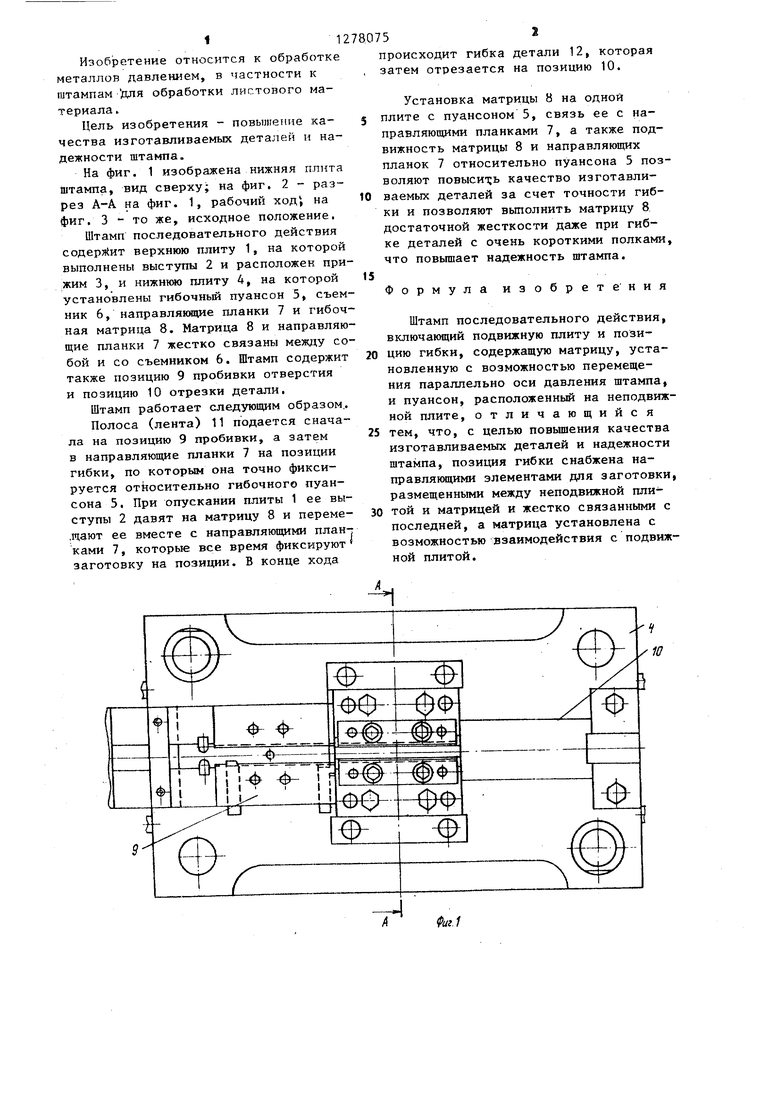
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Штамп для изготовления листовых деталей | 1976 |
|
SU612733A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| Штамп для изготовления изделий типа угольник с отверстием на одной полке | 1987 |
|
SU1518057A1 |
| Штамп последовательного действия | 1990 |
|
SU1785470A3 |
| Гибочный штамп для изготовления скоб с горизонтальными полками | 1979 |
|
SU871902A1 |
| Штамп для отрезки и гибки | 1981 |
|
SU980898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СЕДЛОВИДНОЙ ШАЙБЫ И КОМБИНИРОВАННЫЙ ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2119400C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ Г-ОБРАЗНОГО КРЕПЕЖНОГО ЭЛЕМЕНТА И ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ ДАННОГО СПОСОБА | 2007 |
|
RU2354480C1 |
| Штамп для гибки деталей | 1980 |
|
SU884793A2 |
Изобретение относится к обработке металлов давлением, в частности. к штампам,для обработки листового материала. Цель изобретения - повьппе- ние качествй изготавливаемых деталей и надежности штампа, для чего гибочная матрица и направляющие планки устанавливаются на съемнике на одной плите с гибочным пуансоном. При опускании противоположной плиты она перемещает матрицу и планки, которые все время фиксируют заготовку относительно гибочного пуансона. Матрица при таком конструктивном решении может иметь достаточную жесткость даже при гибке детали с очень короткими полками, что повышает надежность штампа. 3 ил. i
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких ц еталей, Альбом | |||
| М.: Машиностроение, 1978, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
