Изобретение относится к сварочному производству, в частности к элек- тродупоБой сварке в среде защитных газов, и может быть применено во всех отраслях промьпдлениости,
Целью изобретения является повышение маневренности горелки путем уменьшения жесткости отсасывз,юл,его Ш-цанга.
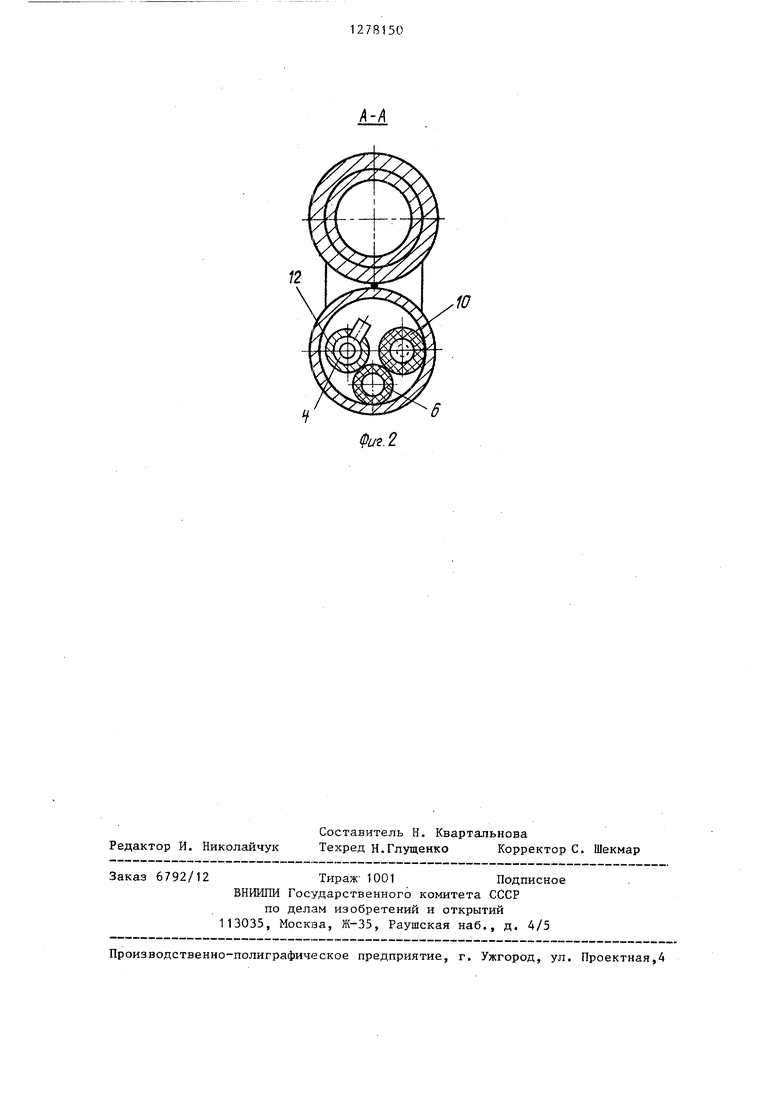
На .фиг.1 показана- предлагаемая горелка, разрез; на фиг.2 - сечение А-А на фиг,1,
Горелка содержит рукоятку 1, на которой закреплена гохювка с -ампирационным соплом 2, внутри которого расположено сопло 3 для подачи защитног о газа. Горелка имеет канал 4 для направления сварочной проволоки, токопо.1;водяцщй кабель 5 с изоляционным покрытием и газоподводящую трубку 6, К рукоятке 1 горелки прикреплен отсасывающий шланг 7, выполненный составным из двух частей раз- иого диаметра. Иа участке 8 интенсивного знакопеременного изгибания.прилегающем к рукоятке, шланг выполнен большого диаметра гибким из неармированного гофрирован 1ого рези нового рукава, с радиусом изгиба, равнгз1м 0,75-1,0 внутреннего диаметра шланга на этом участке,
В го)елке используют гофрированный шланг Диаметром 30 мм, возмозхен диаметр до 40 мм, больший диаметр шланга утяжеляет горелку, увеличива- вт ее габариты, а меньший - угзелпчп- вает сопротивление прохолсдеиию отсасываемого воздуха и аэрозоля,
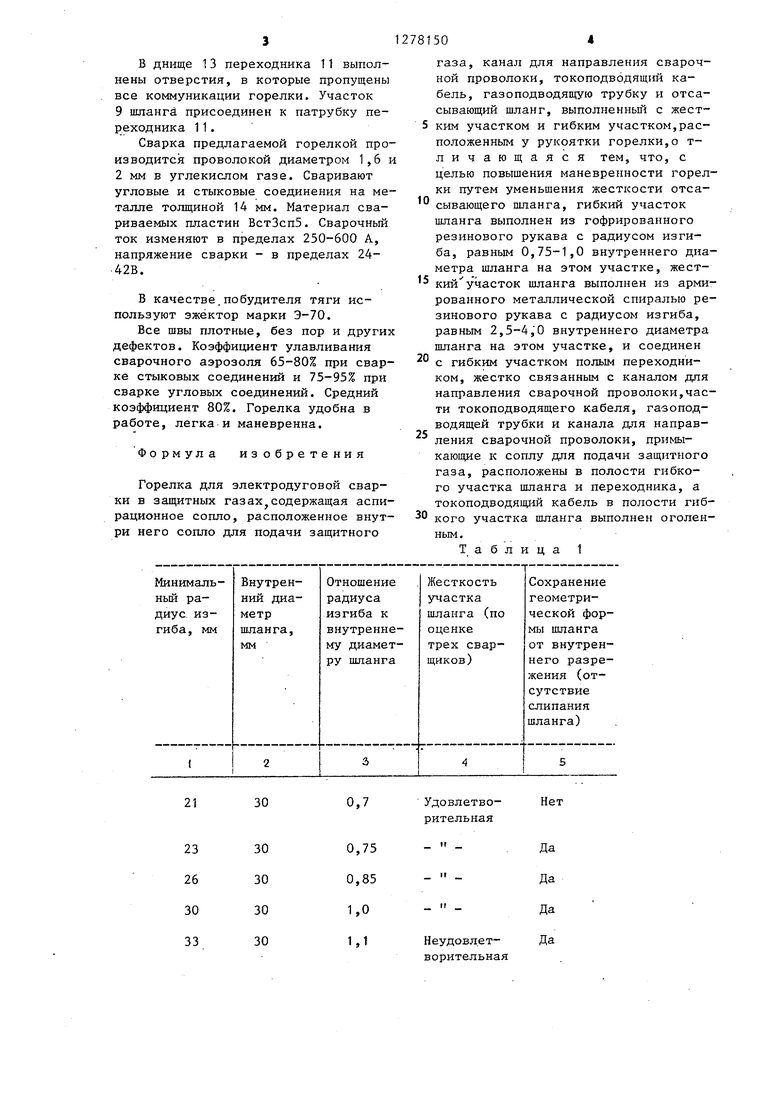
В табл,1 представлены данные по выбору нужного радиуса изгиба шланга на участке 8, определяющем пригодность 1 орелки для сварщика.
По данным табл. видно, что оптимальным диапазо 1ом отношения радиуса из1Ч1ба шланг а участке 8, прилегающем к рукоятке, к внутрень ему диаметру этого шланга яг ляется О-,75- 1,0.
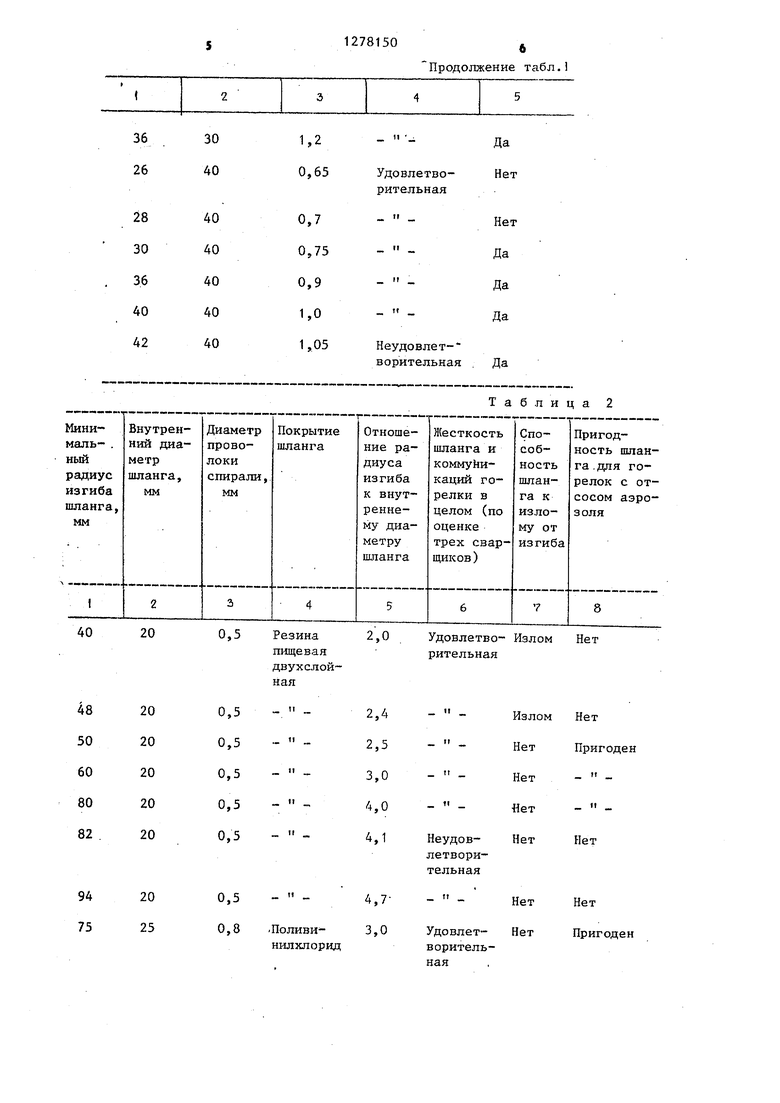
Остальная часть 9 отсасывающего шланга выполнена из арг-.яролаипох-о металлической спиралью рези,нового рукава с радиусом изгиба, равным 2,5- 4,0 внутреннего диаметра шлан.га на этом участке.
При радиусе меньше 2,5 внутреннего диаметра шланга на этом,участке шланг изла а1вается в месте изгиба, в результате чехю отсос прерывается.
10
5
12781502
При радиусе больше 4,0 внутреннего диаметра Ешанга,шланг становится негибким, увеличивается суммарная жесткость коммуникаций горелки. В результате горелка воспринимается свар- вщком как малопригодная для сварки,
В табл.2 приведено обоснование величины радиуса изгиба шланга с металлической спи;ралыо.
Для того, чтобы повысить маневренность горелки на участке 8 шланга (прилегающем к рукоятке 1),то- коподводящшЧ кабель 5, установленный внутри этого участка шлаига,ос- вобо}вден от изоляции. На: остальной части горелки кабель расположён параллельно части 9 отсасываюй его щлан- га и находится в неэлектропроводной оболочке 10 (в резиновой изоляции толщиной 3-5 мм).
При этом в горелке кабель на участке шланга 8 помещают внутрь отсасывающего ишанга, что дает возможность максимально повысить маневренность горелки за счет гибкости пиан- 1 а и кабеля без изоляции. Длина гофрированного участка шланга -составляет 10-15% от общей длины шланга, так как при меньшей-длине снижается ма- неврен,ность горелки, а при большей длине ком1-1уникации горелки неоправданно утяжеляются, повышается сопротивление шланга нрохо;кдению отсасываемого воздуха.
20
25
30
35
11осколы :у на участке 8 шланга кабель осзобож;:.1;еп от изоляции и обду- ;вается (охлалодается) отсасываемым зоздухом, то его сечение здесь (;) ;i;eT быть уменьшено до 0,6-0,9 сече- н.ия остальной части кабеля. Такое сечение выбрано исходя из -условия допустимого нагрева кабеля до 70 С, Практически это достигается удале45 части ш-м оголенного кабеля 5 на участке 8 шланга.
Для соединения частей 8 и 9 отсасывающего горелка снабжена переходником 11
50
53
, жестко зафиксиро- наиным на канале 4 кольцом-12 с зажимным винтом. Фиксация переходника 11 необходима для поддержания в полурастянутом состоянии участка 8 и ф шсации в рабочем положении кабеля 5 и участка 9 пшанга. Переходник 11 зафиксирован на канале 4 потому, что это наиболее жесткш1 элемент из коммуникаций горелки.
35
11осколы :у на участке 8 шланга кабель осзобож;:.1;еп от изоляции и обду- ;вается (охлалодается) отсасываемым зоздухом, то его сечение здесь (;) ;i;eT быть уменьшено до 0,6-0,9 сече- н.ия остальной части кабеля. Такое сечение выбрано исходя из -условия допустимого нагрева кабеля до 70 С, Практически это достигается удале45 части ш-м оголенного кабеля 5 на участке 8 шланга.
Для соединения частей 8 и 9 отсасывающего горелка снабжена переходником 11
50
53
, жестко зафиксиро- наиным на канале 4 кольцом-12 с зажимным винтом. Фиксация переходника 11 необходима для поддержания в полурастянутом состоянии участка 8 и ф шсации в рабочем положении кабеля 5 и участка 9 пшанга. Переходник 11 зафиксирован на канале 4 потому, что это наиболее жесткш1 элемент из коммуникаций горелки.
В днище 13 переходника 11 выполнены отверстия, в которые пропущены все коммуникации горелки. Участок 9 шланга присоединен к патрубку переходника 11.
Сварка предлагаемой горелкой производится проволокой диаметром 1,6 и 2 мм в углекислом газе. Сваривают угловые и стыковые соединения на металле толщиной 14 мм. Материал свариваемых пластин ВстЗспЗ. Сварочный ток изменяют в пределах 250-600 А, напряжение сварки - в пределах 24- 42В.
В качестве.побудителя тяги используют эжектор марки Э-70.
Все швы плотные, без пор и других дефектов. Коэффициент улавливания сварочного аэрозоля 65-80% при сварке стыковых соединений и 75-95% при сварке угловых соединений. Средний коэффициент 80%. Горелка удобна в работе, легка и маневренна.
Формула изобретения
Горелка для электродуговой сварки в защитных газахJсодержащая аспи- рационное сопло, расположенное внутри него сопло для подачи защитного
30
30 30 30 30
0,7
0,75 0,85 1,0 М
5
газа, канал для направления сварочной проволоки, токоподводящий кабель, газоподводяЕОГЮ трубку и отсасывающий шланг, выполненньш с жест- 5 КИМ участком и гибким участком,расположенным у рукоятки горелки,о т- личающаяся тем, что, с целью повышения маневренности горелки путем уменьшения жесткости отса сывающего ишанга, гибкий участок шланга выполнен из гофрированного резинового рукава с радиусом изгиба, равным 0,75-1,0 внутреннего диаметра шланга на этом участке, жесткий у часток шланга выполнен из армированного металлической спиралью резинового рукава с радиусом изгиба, равным 2,5-4,0 внутреннего диаметра шланга на этом участке, и соединен с гибким участком полым переходником, жестко связанным с каналом для направления сварочной проволоки,части токоподводящего кабеля, газопод- водящей трубки и канала для направления сварочной проволоки, примыкающие к соплу для подачи защитного газа, расположены в полости гибкого участка шланга и переходника, а токоподводящий кабель в полости гиб кого участка шланга выполнен оголенным.
Таблица 1
0
5
Удовлетворительная
Неудовлетворительная
Продолжение табл.
Таблица 2
Нет
Пригоден
- - Нет
Нет
Нет
Нет Пригоден
25 25 25
25 32
32 32
32 32
0,8 - - 3,7 0,8 - - , 4,0 1.2 4,1
1,2 1.2
1,2 1.2
1,4 1.4
Резинотканевыйкорд
и II
4,9 3.5
4,0
4.5 5,0
1278150
8 Продолжение табл.2
Неудовлетворительная
Удовлетворительная
.Неудовлетворительная
Нет Нет Нет
.Нет Нет
Нет
Нет
Нет Нет
Нет
Нет Пригоден
Нет
Нет
Нет
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ РУЧНОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1990 |
|
RU2030263C1 |
| Горелка для электродуговой сварки в защитных газах | 1983 |
|
SU1174209A2 |
| Горелка для дуговой сварки в защитных газах | 1984 |
|
SU1278147A1 |
| Горелка для дуговой сварки в защитных газах | 1985 |
|
SU1316768A1 |
| Горелка для дуговой сварки | 1980 |
|
SU1011349A1 |
| Направляющий гибкий канал | 1983 |
|
SU1174206A1 |
| УСТРОЙСТВО ДЛЯ КОЛЕБАНИЯ СВАРОЧНОЙ ГОРЕЛКИ | 2010 |
|
RU2437744C1 |
| Горелка для дуговой сварки | 1987 |
|
SU1488155A1 |
| Горелка для дуговой сварки в защитных газах | 1981 |
|
SU1007874A1 |
| УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1996 |
|
RU2103127C1 |
Изобретение относится к сваро ч- ному производству, к электродуговой сварке в среде защитных газов.Целью изобретения является повышение маневренности горелки. В горелке для сварки с отсосом сварочных аэрозолей отсасывающий шланг выполнен составным, на участке интенсивного изгибания, прилегающем к рукоятке - из неармированного резинового рукава радиусом изгиба, равным 0,75 - 1,0 внутреннего диаметра шланга на участке 8, а остальная часть - из армированного металлической спиралью резинового рукава с радиусом изгиба, равным 2,5 - 4,0 внутреннего диаметра шланга на участке 9. Сварочный кабель на участке интенсивного изгибания установлен внутри шланга и освобожден от изоляционной оболочки. Части 8 и 9 шланга соединены переходником 11, жестко закрепленным на направляющем канале. Переходник 11 необходим для поддерживания участка 8 в полурастянутом состоянии, фиксации в рабочем положении кабеля 5 и участка 9 шланга. Размещение кабеля 5 внутри участка 8 шланга и выполнение кабеля 5 на этом участке без изоляции повьш1ает гибкость коммуникаций горелки. 2 ил., 2 табл. ifi сл N:) 00 ел
Риг.1
Редактор И. Николайчук
Составитель Н. Квартальнова
Техред Н.Глущенко Корректор С. Шекмар
Заказ 6792/12Тираж- 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Горелка для электродуговой сварки в защитных газах | 1981 |
|
SU1007875A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Горелка для электродуговой сварки в защитных газах | 1983 |
|
SU1174209A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
