нив возможности сварки плавящимся электродом в труднодоступных местах, снижение энергопотерь, повышение ус- тойчивости горения дуги и повышение надежности фиксации формы переходника. Переходник горелки состоит из чередующихся шарообразных 6 и цилиндрических 5 элементов, связанных фиксирующим устройством в виде стяжного
1-
t ,
Изобретение относится к сварке и может быть использовано для подачи сварочной проволоки при автоматической сварке швов в труднодоступных местах.
Цель изобретения - обеспечение возможности сварки плавящимся электродом в труднодоступных местах, снижение энергопотерь, повышение устойчивости горения дуги и повьшение надежности фиксации форгда переходника.
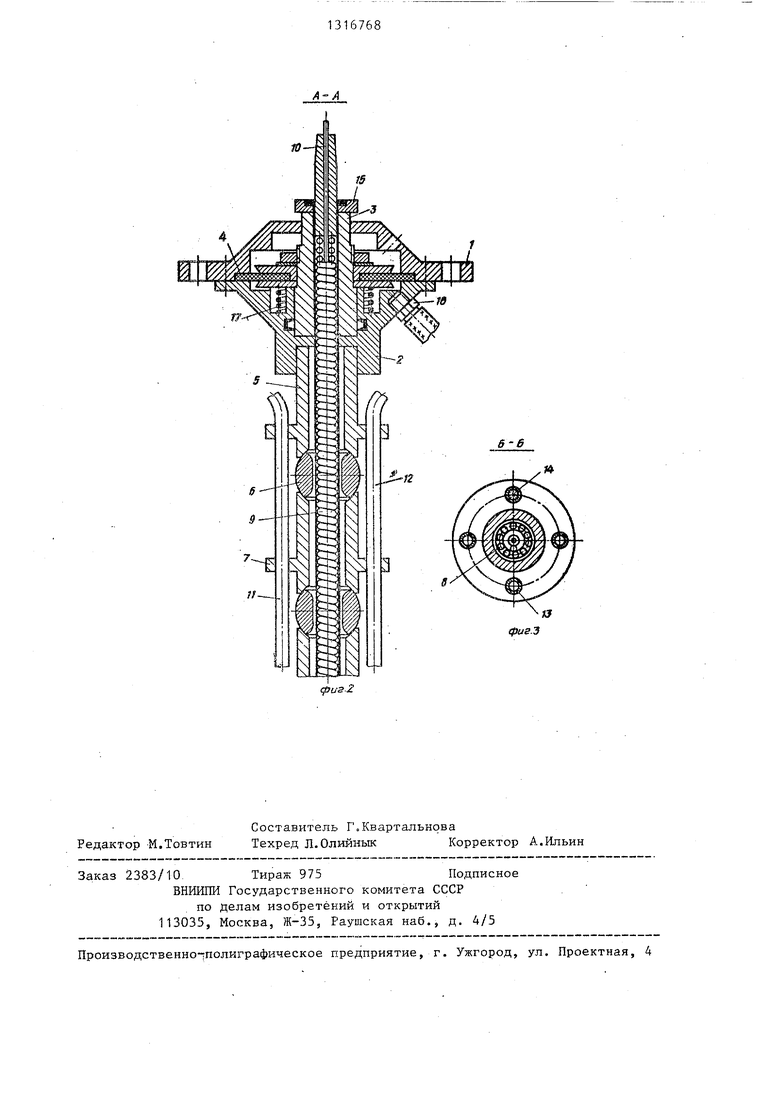
На фиг.1 схематично изображена горелка для сварки; на фиг.2 - разрез А-А на фиг.1; на фиг.З разрез Б-Б на фиг.1.
Горелка для сварки содержит механизм фиксации, состоящий из крьшзек 1 и 2, в которых может перемещаться шток 3 с диафрагмой 4. В нижнюю крыш ку свободно установлен первый цилиндрический элемент 5 переходника, на который опирается шарообразный элемент 6, связанный с вторым и илиндри- ческим элементом 7 и т.д. По оси все элементов проходит стяжной полый канат 8 двойной свивки, внутри которого расположен направляющий канал 9 для направления сварочной проволоки 10 (плавящегося электрода. Цилиндрические элементы выполнены с фланцами, имеющими отверстия, равномерно расположенные по окружности, в которых размещены пшанг подвода воды 1 и отвода воды 12, пшанг 13 подвода г: защитного газа 13 и токоподводящий кабель 14.
Цилиндрические элементы выполнены с гнездами под шарообразные элемен
, кроме того, 1щлиндрические элементы вьтолнены плавно уменьшакицими- ся по длине в направлении к свароч
с внутренним каналом для направления плавящегося электрода. Цилиндрические элементы 5 выполнены уменьшающимися по длине к сварочной . головке. Это обеспечивает доступ горелки в труднодоступные места, так как радиус изгиба переходника горелки уменьшается в направлении подачи плавящегося электрода. 1 з.п. ф-лы, 3 ил
10
5
2Q 25 1
30
35
40
ной головке, а расстояние между первыми двумя шарообразными элементами, расположенными у сварочной головки не меньше их диаметра.
Такое соотношение выбрано из условия получения максимального радиуса изгиба переходника у основания и минимального - на выходе сварочной проволоки.Шарообразные элементы при таком расстоянии могут свободно поворачиваться вокруг своей оси. При расстоянии менее их диаметра секции соприкасаются по наружным диаметрам своих впадин, что приводит к заклиниванию.Это позволяет обеспечить доступ в труднодоступные места, так как радиус изгиба переходника горелки также будет уменьшаться по ходу движения сварочной проволоки. Размещение шлангов 11, 12 и 13 и токоподводящего кабеля 14 в отверстиях фланцев и подвод токоподводящего кабеля непосредственно к медному наконечнику горелки позволяет улучшить устойчивость горения дуги, снизить энергозатраты..
Полый канат 8 - это стандартный канат двойной свивки, в который вместо органического сердечника вмонтирован направляющий канал для сварочной проволоки. В верхней части все пряди каната проходят через специальные отверстия в наконечнике 15 для заделки с наружной стороны. Подвод воздуха дл я фиксации переходника осуществляется через шланг со штуцером 16, Шток относительно механизма фиксации подпружинен пружиной 17.
Горелка работает следующим образом.
Сварочную головку горелки устанавливают в нулсное для сварки поло 31
жение, после чего в рабочую полость крышки 2 через штуцер.16 подается воздух, шток под напором воздуха перемещается вверх и через полый канат стягивает элементы переходника между собой. Таким образом горелки фиксируются в положении сварки. При переводе сварочной головки в другое положение на другой шов штуцер соединяется с атмосферой, например, через кран или золотник, что позволяет произвести расфиксацию. В расфик- сированном положении переходник имеет необходимую жесткость за счет действия пружины 17 на шток 3. .
Предлагаемая конструкция горелки позволяет производить сварку нескольких швов в различных пространственных положениях, не прибегая к дополнительным механизмам для перемещения ее из одного положения в другое, что сокращает вспомогательное время на настройку и значительно упрощает конструкцию сварочных автоматов. Кроме того, в расфиксирован- ном положении переходник горелки имеет необходимую гибкость и сварочную головку можно установить и зафиксировать во многих труднодоступньк для обычных мундштуков местах сварки.
16768
Формула
изо
бретения
1. Горелка для дуговой сварки в защитных газах, содержащая головку и
переходник, выполненный в виде чередующихся шарообразных элементов,элементов с гнездами под шарообразные элементы и фиксирующего устройства, а также токогазоподводящие коммуникации, отличающаяся тем, что, с целью обеспечения возможности сварки плавящимся электродом в труднодоступных местах, снижения энергопотерь, повьш1ения устойчивости горе-
ния дуги и повьш1ения надежности фиксации формы переходника, фиксирующее устройство выполнено в виде стяжного каната с внутренним Каналом для нап- равления плавящегося.электрода, а
элементы с гнездами выполнены цилиндрическими, плавно уменьшающимися по длине в направлении к сварочной головке и с фланцами, имеющими отверстия для прохода токогазоподводящих
коммуникации.
2. Горелка поп.1, отличающаяся тем, что расстояние между первыми двумя шарообразными элементами, расположенными у сварочной головки, не меньше их диаметра..
а
фиг.Э
| название | год | авторы | номер документа |
|---|---|---|---|
| Горелка для дуговой сварки плавящимся электродом в среде защитных газов | 1980 |
|
SU1058732A1 |
| Горелка для дуговой обработки | 1979 |
|
SU846166A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| Горелка для сварки в среде защитных газов | 1987 |
|
SU1426723A1 |
| ГОЛОВКА ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 2011 |
|
RU2457089C1 |
| Мундштук к горелкам для сварки плавящимся электродом | 1983 |
|
SU1123806A1 |
| ГОРЕЛКА ДЛЯ ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 2014 |
|
RU2564657C1 |
| Горелка для дуговой сварки с увели-чЕННыМ ВылЕТОМ плАВящЕгОСя элЕКТРОдА | 1979 |
|
SU846164A1 |
| Горелка для электродуговой сварки в защитных газах | 1988 |
|
SU1698000A1 |
| ГАЗОВОЕ СОПЛО ДЛЯ ВЫПУСКАНИЯ ПОТОКА ЗАЩИТНОГО ГАЗА И ГОРЕЛКА С ГАЗОВЫМ СОПЛОМ | 2019 |
|
RU2802612C2 |
Изобретение относится к сварке и может быть использовано для подачи сварочной проволоки при автоматической сварке швов в труднодоступных местах. Цель изобретения - обеспечес/)
Редактор -М.Товтии
Составитель Г.Квартальнова
Техред Л.Олийнык Корректор А.Ильин
Заказ 2383/10 Тираж 975Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-тполиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Патент США № 3909585, кл | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
