Изобретение относится к сварке и может быть использовано при изготовлении железобетонных конструкций .
Цель изобретения - повышение про- изводительности процесса и снижение расхода электроэнергии при сзарке арматурных стержней диаметром 12- 36 мм,
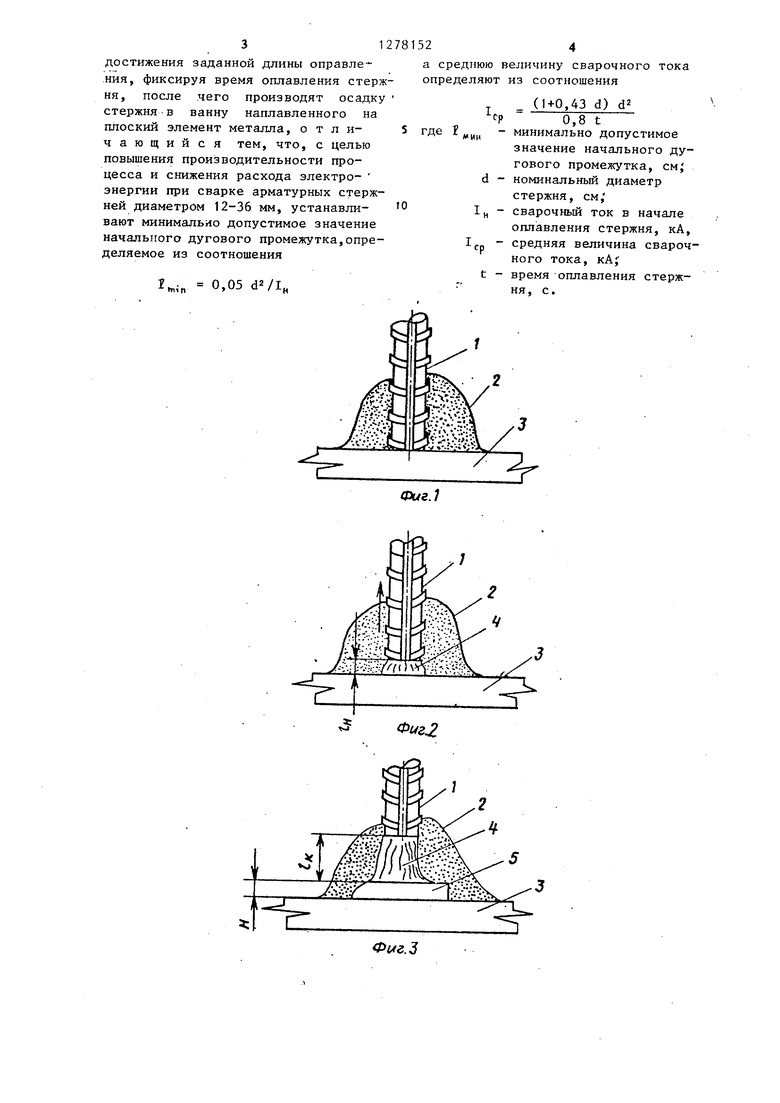
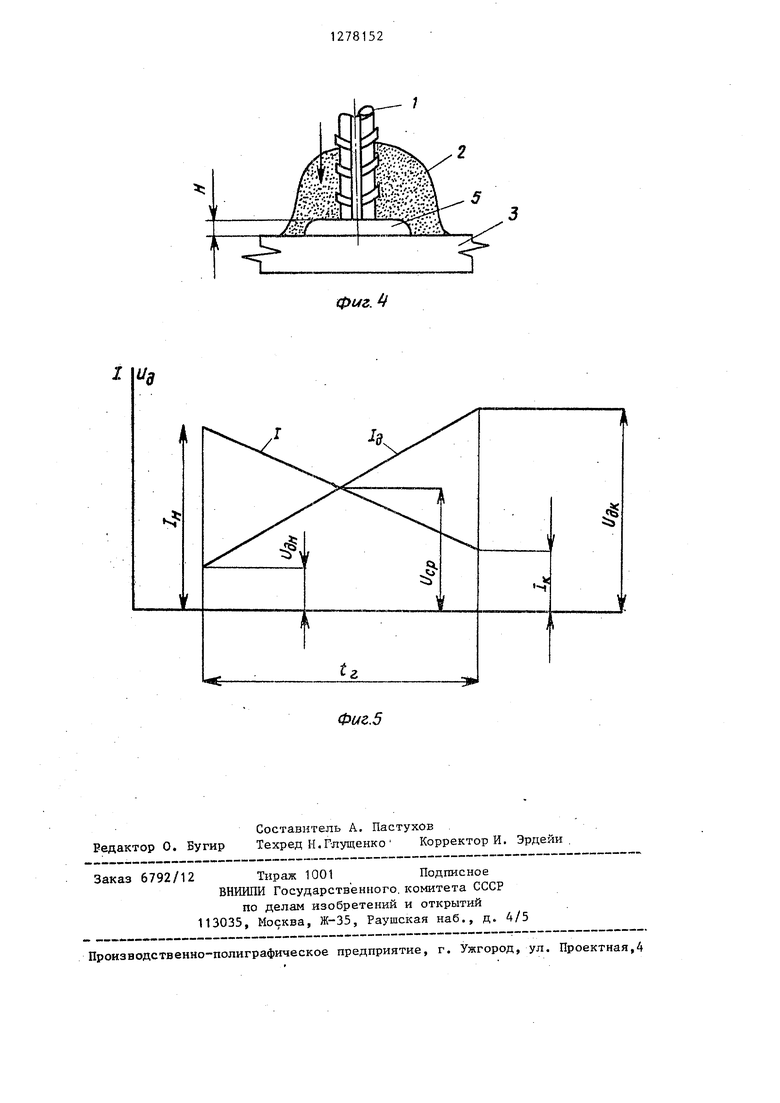
На фиг.1 показана -стадия закора- чивания стержня с плоским элементом } на фиг.2 - стадия возбулщения дугового разряда путем отрыва стержня от плоского элемента; на фиг.З - стадия окончания процесса оплавле- ния арматурного стержня; на фнг.4 - стадия осадки арматурного стержня в ванну наплавленного металла- на фиг.5 - изменение тока и напряжения в процессе горения дуги.
Способ осуществляют следующим образом.
Закорачивают электрическую цепз отрезком арматурного стержня 1 под слоем флюса 2 на плоский элемент 3 закладной детали (фиг.1). Затем при поданном напряжении от источника питания путем отрыва стержня в направлении, показанном стрелкой, возбуждают меясду торцом стержня 1 и плос- КИМ элементом 3 дугу 4, при этом устанавлива(от начальный дуговой промежуток 1|, (фиг. 2).
При т орении дуги после ее возбуждения стержень зафиксирован в не- подвижном положении, при этом имеет место увеличение разрядного проме кут ка во времени вследствие оплавления стержня. При достижении требуемой длины оп.лавлеш5я стержня, который. соответствует увеличению разрядно1 о промежутка, до значе1 ия Хц , на нарулс- ной поверхности плоского элемента 3 потгучают слой наплавленного металла 5 высотой Н (фиг.З),
После достилсения требуемой длины оплавления стержня прекращают подачу тока и про -1зводят осадку стержня в ванну наплавлешшго ме т.ал. та 5 в направлении, показанном стрелкой (фиг.4). В результате выдержки стержьгя в ванне получают сва ноё соединение стержня с плоским элементом.
При горении дуги и оплавлении ар матурного стержня 1 в течение времени t имеет место увеличение напряжения на дуге от до UQ,,, (фиг.5
и, как следствие этого, при использовании источника питания с подающей внешней характеристикой уменьшение сварочного тока от I,., до 1,. Величина среднего тока 1ер характеризует среднюю величину сварочного тока при его изменении от 1 до Ii. При этом напряжение Uq,, соответствует длине начального дугового промел(утка, а напряжение U - заданной ддгине оплавления стержня.
Экспериментально установлена зависимость длины оплавления стержня S|.i и величины среднего тока при оплавлении стержня 1(-р , минимально допустимого значения начального дугового промелсутка от номительного диаметра стержня
1 - О d
(1- -о,з d) d
0,8 t
1., 0,05 ,,,
где I
ср
- средняя величина тока при
оплавлении стержня, кА; 1,1 - сварочный ток в начале оплавления стержня, кА d - номинальные диаметр стержня, см t - время оплавления стерж: ня, С.
Пример. .Произ юдят автоматическую сварку стерлшей диаметром 12- 36 мм к плоскому элементу под слоем флюса АИ-348А с использованием автомата АДФ - 2002 и сварочного трансформатора ТДФ)К-2002 на оптимальных режимах в соответствии с указанными зависимостями. Качест.во швов соответствует техническим условиям.
Использование изобретения позволяет получить экономический эффект за счет повышения производительности и экономии электроэнергии.
Формула изобретения
Способ а.втоматической сварки арматурных стержней и закладных деталей под слоем флюса, при котором залдагают дугу замыканием стержня на пл.оский элемент с последующим отрывом на длину начсшьного дугового промежутка, вьщерживаЕОТ стержень в неподвижно фиксированном положении до
достижения заданной длины оправления, фиксируя время оплавления стержня, после .чего производят осадку стержняв ванну наплавленного на 1ШОСКИЙ элемент металла, отличающийся тем, что, с целью повышения производительности процесса и снижения расхода электро- энергии при сварке арматурных стержней диаметром 12-36 мм, устанавливают минимально допустимое значение начального дугового промежутка,определяемое из соотношения
tnitl
0,05 dVI
мии
524
а среднюю величину сварочного тока определяют из соотношения
(1+0,43 d) d fp 0,8 t - минимально допустимое
значение начального дугового промежутка, см, номинальньш диаметр стержня, см; сварочный ток в начале оплавления стержня, кА, средняя величина сварочного тока, KAj t - время оплавления стержня, с.
5 где 1
to
d lu
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сварки под флюсом наклонного соединения анкерного стержня с элементом проката | 1982 |
|
SU1117165A1 |
| УСТРОЙСТВО ДЛЯ ПРИВАРКИ СТЕРЖНЕЙ К ЭЛЕМЕНТАМ СОРТОВОГО ПРОФИЛЯ ПОД СЛОЕМ ФЛЮСА | 1969 |
|
SU251116A1 |
| Устройство для электродуговой сварки под слоем флюса стержней втавр | 1981 |
|
SU986675A1 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1992 |
|
RU2018594C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 2012 |
|
RU2508971C1 |
| Устройство для сварки магнитоуправляемой дугой | 1986 |
|
SU1409426A1 |
| Устройство для приварки стержней к элементам сортового профиля | 1960 |
|
SU139037A1 |
| Устройство для приварки стержней в тавр к плоским элементам проката под слоем флюса | 1977 |
|
SU670402A1 |
| Способ изготовления анкеров на арматурных стержнях | 1981 |
|
SU948573A1 |
| СПОСОБ МЕХАНИЗИРОВАННОЙ ДУГОВОЙ И ЭЛЕКТРОШЛАКОВОЙ СВАРКИ И НАПЛАВКИ | 1991 |
|
RU2063315C1 |
Изобретение относится к сварке и может быть использовано при изготовлении железобетонных конструкций. Цель изобретения - повышение производительности процесса и снижение расхода электроэнергии. Ар- матурньм стержень замыкают на плоский элемент и последующим отрывом на длину начального дугового промежутка. Оплавляют стержень до заданной длины и производят осадку стержня в ванну расплавленного металла на плоский элемент. Оптимальная длина начального дугового промежутка и средняя величина сварочного тока при оплавлении стержня определены экспериментально в зависимости от диаметра стержня и представлены в виде количественных соотношений.5 ил. с SS (Л С ю ч 00 Q1 ю
Фиг
.
фигЛ
Фиг.5
Редактор 0. Бугир
Составитель А. Пастухов
Техред И.Глущенко Корректор И. Эрдейи
6792/12
Тираж 1001 Подписное ВНИИПИ Государственного, комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| Технология электрической сварки плавлением | |||
| /Под ред | |||
| Б.Е | |||
| Пато- на | |||
| Машгиз, 1962, с | |||
| Двухколейная подвесная дорога | 1919 |
|
SU151A1 |
| Инструкция по сварке соединений арматуры и закладных деталей железобетонных конструкций, СН 393-78 | |||
| - М.: Стройиздат, 1979, с | |||
| Механический грохот | 1922 |
|
SU41A1 |
