падают в заданный момент с канапом 12 патрона 5, охватывающего хвост о- вик А. СОЖ подается на пилу 3. В случае изменения момента подачи СОЖ на
f
Изобретение относится к обработке металлов резанием и может быть ис- пользовано при резке проката дисковыми пилами.
Цель изобретения - удобство обслуживания путем упрощения переналадки станка при резке проката разных размеров и с разной температурой.
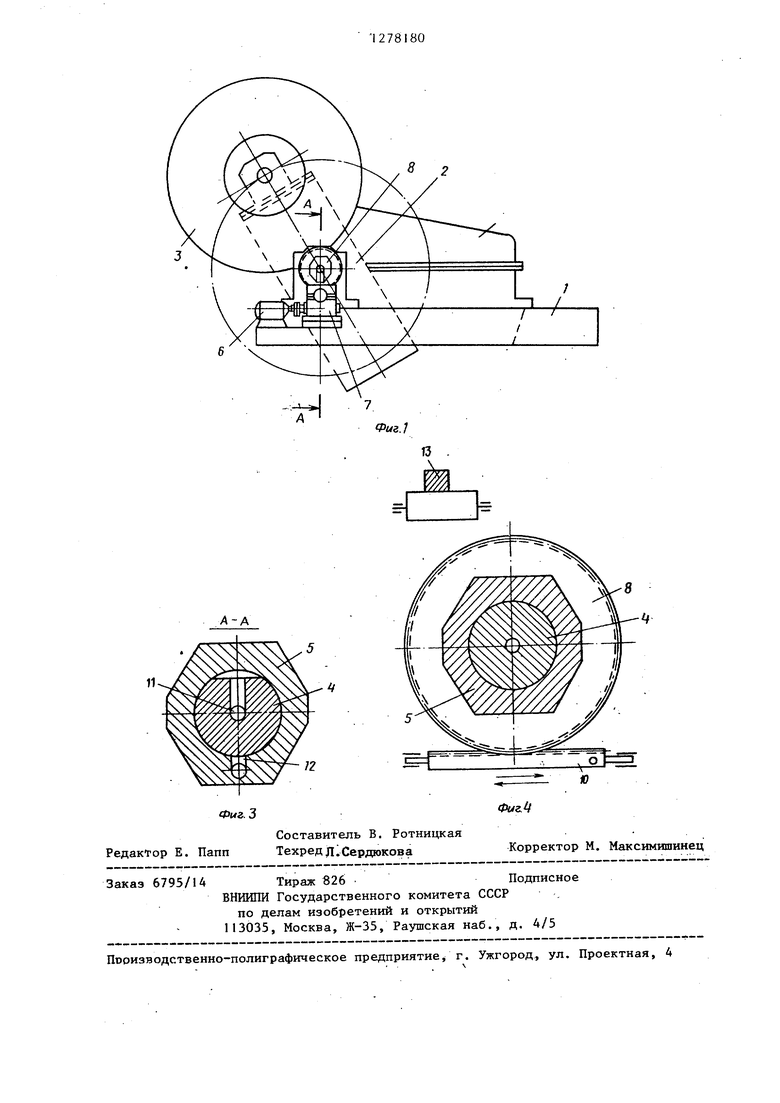
На фиг. 1 приведена общая схема станка для резки; на фиг. 2 - схема устройства для подачи смазочно--ох- лаждающей жидкости (СОЖ); на фиг.З- сечение А-А на фиг. 2; на фиг. - вариант вьтолнения привода.
Устройство содержит раму I станка для резки, звено 2 подачи дисковой пилы 3, хвостовик 4, жестко связанный со звеном 2 подачи пилы 3, и патрон 5, установленный на раме 1 с возможностью поворота вокруг своей оси и фиксации от введенного в устройство привода 6 с зубчатой передачей 7, ведомое звено 8 которой в виде зубчатого венца жестко связано с патроном 5. Ведущее звено может быть выполнено в виде зубчатого колеса 9 или рейки 10. В хвостовике 4 и патроне 5 выполнены каналы 11 и 12 для подачи СОЖ к пиле 3.
Устройство работает следующим образом.
Прокат 13 подается на позицию резки. После этого вращающаяся дисковая пила 3 звеном 2 подачи перемещается к .прокату 13. Вместе со звеном 2 подачи поворачивается хвостовик 4 и перед внедрением пилы 3 в прокат 13 канал 11 хвостовика.4 совпадает с каналом 12 патрона 5 и СОЖ подается
пилу 3 привод 6 поворачивает с помощью зубчатой передачи 7 ведомое звено в виде зубчатого венца 8, жестко связанного с патроном 5. 4 ил.
на поверхность пилы 3, охлаждая ее. После окончания реза каналы II и 12 расходятся и СОЖ не подается. Изменение момента подачи СОЖ происходит при изменении типоразмера профиля, его температуры и т.д. Для такого изменения включают привод 6, который поворачивает венец 8 с патроном 5 и изменяет положение канала 12 на нужный угол. Этот поворот происходит или при перемещении рейки 10 или за счет поворота колеса 9. При остановке колеса 9 или рейки 10 происходит фиксация патрона 5 в заданном положении.
Устройство позволяет производить переналадку момента подачи СОЖ на пилу с высокой скоростью как во вре- мя остановки станка, так и во время работы пилы.
Формула изобретения
Устройство ;щя подачи смазочно- охлаждающей жидкости к дисковой пиле станка для резки, содержащее жестко связанный с механизмом подачи пилы хвостовик и охватывающий его и закрепленный на раме станка патрон, при этом в них выполнены каналы для периодической подачи смазочно-охлаждающей жидкости, отл.ичающее- с я тем, что, с целью удобства обслуживания, патрон установлен с возможностью поворота вокруг своей оси и фиксации от в веденного в устройство привода с зубчатой передачей, ведомое звено которой в виде зубчатого венца жестко связано с патроном.
6
ФигЛ
А-А
12
S
Е. Папп
Фиг. 3
Составитель В. Ротницкая Техред д1 Сердюков а
Корр
Заказ 6795/14 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Пооизводственио-полиграфическое предприятие г. Ужгород, ул. Проектная, 4
Корректор М. Максимишинец
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи смазочно-охлаждающей жидкости /СОЖ/ к дисковой пиле | 1989 |
|
SU1726201A1 |
| Станок для резки рельсов | 1978 |
|
SU783392A2 |
| Устройство для поперечной резки эластичного шнура | 1975 |
|
SU535168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ И СБОРКИ/РАЗБОРКИ ВОЛНОВОЙ ГЕРМЕТИЧНОЙ ПЕРЕДАЧИ И УСТРОЙСТВО ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ АБРАМОВА В.А. | 2013 |
|
RU2566584C2 |
| Дисковая пила для резки проката | 1988 |
|
SU1537420A1 |
| ЛЕТУЧАЯ ПИЛА ДЛЯ РЕЗКИ ДВИЖУЩЕГОСЯ ПРОКАТА | 1997 |
|
RU2167747C2 |
| Отрезная головка станка резки круглого проката | 1983 |
|
SU1199486A1 |
| Отрезная головка станка резки круглого проката | 1985 |
|
SU1282992A1 |
| Токарный самоцентрирующий клиновой патрон | 1983 |
|
SU1106594A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ТРУБ | 2003 |
|
RU2240899C1 |
Устройство относится к обработке металлов резанием и может быть использовано при резке дисковыми пилами. Целью изобретения является повышение производительности путем сокращения времени переналадки станка. Прокат подается на позицию резки. При этом вращающаяся дисковая пила 3 подается в зону реза звеном 2 подачи. Вместе со звеном 2 подачи поворачивается .и жестко связанный с ним хвостовик 4. Каналы 1I хвостовика А совФиг.2
| Режущие машины прокатных цехов | |||
| Атлас | |||
| Паровоз для отопления неспекающейся каменноугольной мелочью | 1916 |
|
SU14A1 |
| А.И | |||
| Целико- ва и др., 4.2 | |||
| М- | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Катодное реле | 1918 |
|
SU159A1 |
| I : | |||
