Изобретение относится к обработке металлов давлением и может быть использовано в лифтостроении для полной автоматизации процесса штамповки створок шахтных дверей лифтов.
Цель изобретения - упрощение конструкции и повышение производительности за счет обеспечения непрерывной шаговой подачи заготовок при многрпо- эиционной штамповке.
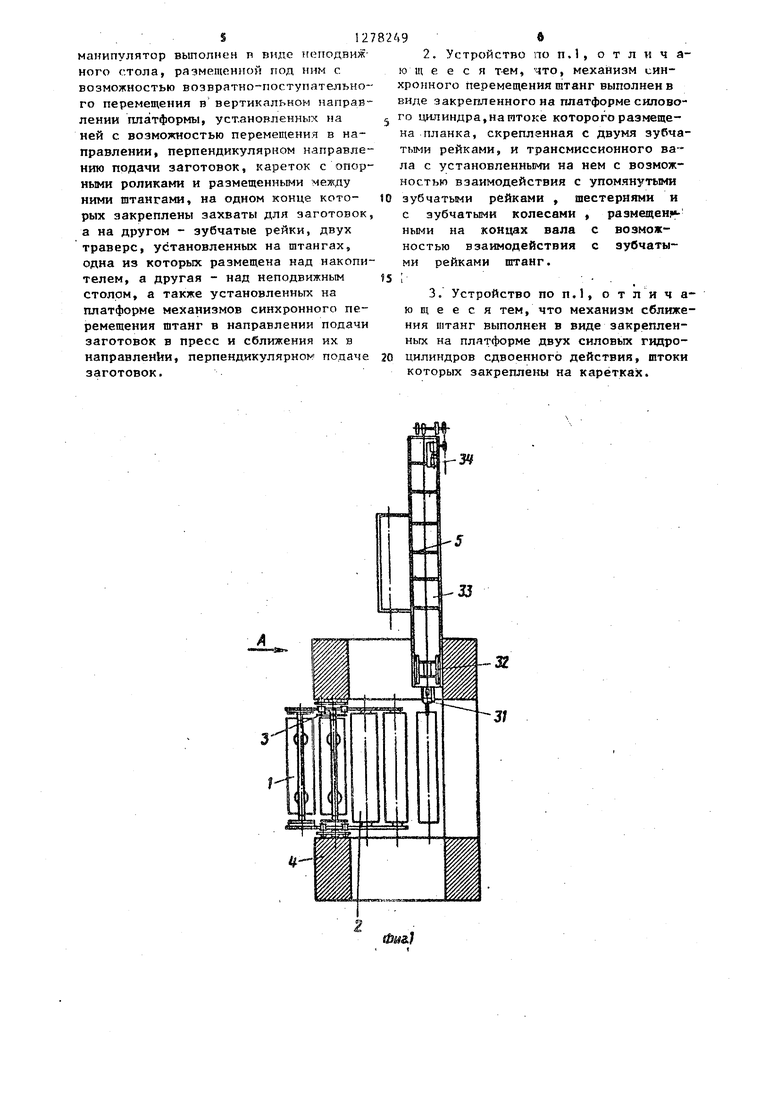
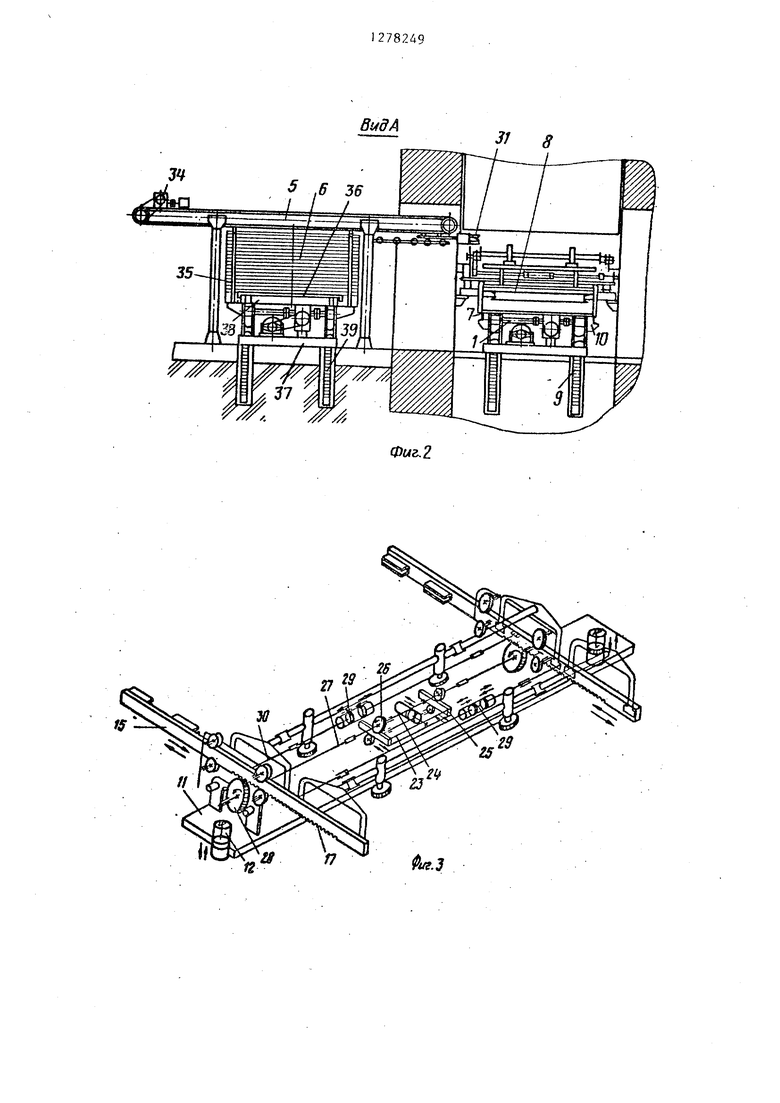
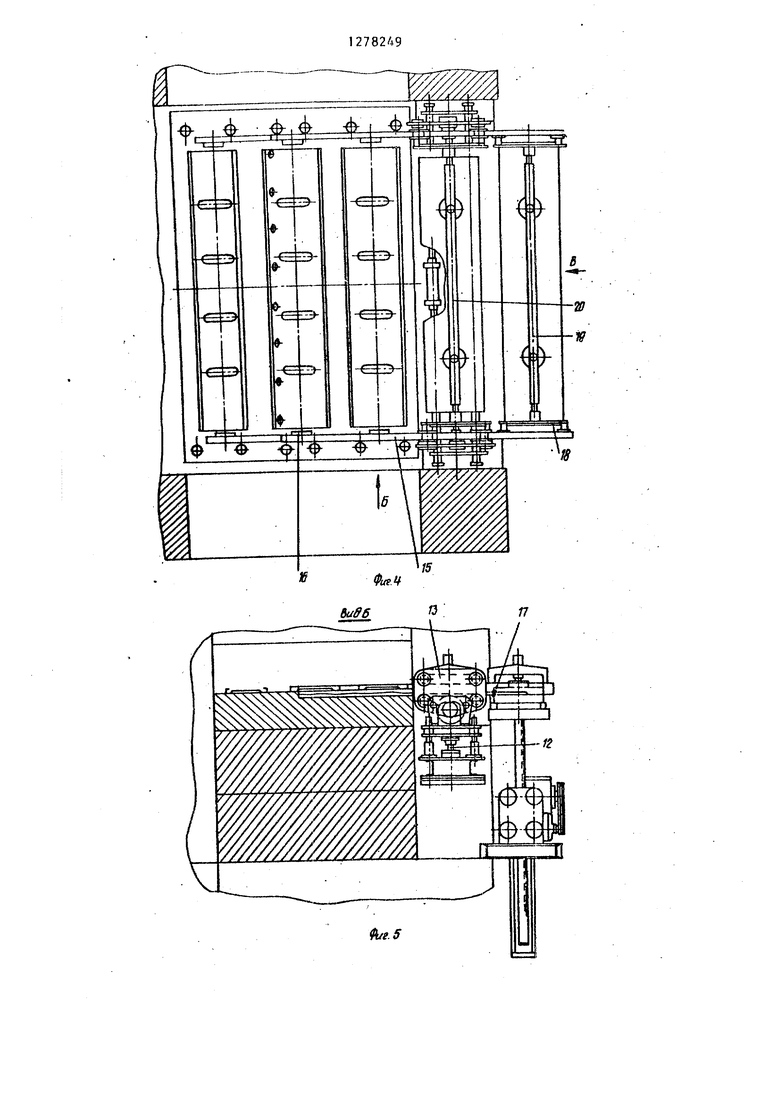
На фиг. представлено предлагаемое устройство, общий вид в плане; на фиг.2 - вид А на фиг.1; на фиг.З - кинематическая схема манипулятора за- грузки заготовок в пресс; на фиг.А - манипулятор, общий вид в плане; на фиг.З - вид Б на фиг.4; на фиг.6 - вид В на фиг.4.
Устройс -во для подачи заготовок в пресс состоит из накопителя 1 заготовок 2, манипулятора 3 загрузки заготовок в пресс 4, разгрузочного уст ройст1аа 5, готовых створок 6 (фиг. 1 и 2.
Накопитель 1 включает контейнер 7 для заготовок, подъемный стол 8 с реечным приводом 9 его вертикального перемещения и неподвижную раму 10 (фиг.1 и 2) .
Манипулятор 3 загрузки (фиг.3-6) содержит подвижную платформу П с приводом ее вертикального перемещения в виде силовых цилиндров 12, на краях платформы I1 установлены под- вижные в направлении, перпендикулярном подаче заготовок, каретки 13 с попарно расположенными опорными роликами 14, между которыми размещены выдвижные штанги 15, имеющие жесткие захваты 16, зубчатые рейки 17, опоры 18 двух раздвижных траверс 19 и 20 с электромагнитными захватами 21. При этом траверса 19 установлена над накопителем 1, а траверса 20 - над не- подвижным столом 22, который, в свою очередь, расположен над подвижной платформой 11.
На подвижной платформе П УСТИНОВ леи механизм синхронного перемещения выдвижных штанг 15, который содержит (фиг.З) планку 23, перемещаемую за- крепленньм на платформе 11 силовым цилиндром 24. При этом планка 23 скреплена с двумя рейками 25, контак тирующими с шестернями 26 трансмиссионного вала 27, на концах которого установлены зубчатые колеса 28, контактирующие с зубчатыми рейками 17
, «
0
выдвижных ттанг- 15. Кроме этого, к.а подвижной платформе 11 установлен механизм c6nvOTeHHH выдвижных штанг 15 в направлении, перпендикулярном подаче заготовок. Этот механизм состоит из двух силовых гидроцилиндров 29 сдвоенного действия, штоки 30 которых закреплены на подвижных каретках 13.
i Разгрузочное устройство 5 (фиг.1 и 2) содержит гидрозахват 31, установленный на тележке 32, перемещаемой при помощи цепной передачи 33 от привода 34, контейнер 35, дном ко.то- рого служит тележка 36, установленная на подвижной раме 37, подвижную раму 38 с реечным приводом 39 ее вертикального перемещения и направляющие для тележки 36. .
Устройство для подачи заготовок в пресс работает следующим образом. , Контейнер 7 с уложенными и с ориентированными в нем по длине и ширине заготовками 2 щахтных дверей устанавливается краном .на неподвг жную раму 10 . (фиг о 1).
С помощью реечного привода 9 подъемный стол 8, опущенный в крайнее нижнее положение, перемещается вверх и, проходя внутри контейнера 7, подхватьгеает и поднимает пакет заготовок до уровня неподзижкого стола 22 манипулятора 3 загрузки. После этого вся последующая работа комплекса осуществляется в автоматическом режиме, при котором с помощью сило- вьрс цилиндров 12 подвижная платформа И опускается, включённые электромагнитные захваты 21 траверсы 19 притягивают верхнюю заготовку, после tjero платформа 11 поднимается и происходит отделение верхней заготовки от стопы. Включается механизм синхронного перемещения вьщвижных штанг 15, ,i планка 23 с рейками 23 под действием силов.ога цилиндра 24 начинает перемещаться и посредством щестерен 26 приводит во вращение трансмиссионнь й ; - вал 27. Через зубчатое колесо 28, контактирующее г. рейками 17 j движение передается выдвижным штангам 13, которые одновременно начинают пере- -мещаться в направлении к прессу 4,
При расположении траверсы 19 с заготовкой над неподвижным CTOJSOM 22 платформа I1 опускается н электромагнитные захваты 21 отключаются, в результате чего первая заготовка переметается с 1 позиции с накопителя 1, на Г1 позицию - на неподвижный стол 22. После чего платформа 11 под}тма- ется, а. выдвижные штанги 15 возвра,- щаются в исходное положение, при этом траверса 9 вновь оказывается над подъемным столом 8 накопителя 1, а траверса 20 - над заготовкой, уложенной на неподвижном столе 22.
Подвижная платформа 11 вновь опукается и с помощью электромагнитных захватов. 21 обеих траверс 19 и 20 происходит притягивание заготовок, расположенных на I и II позициях, платформа 11 поднимается, включается механизм 15- перемещения штанг, которые перемещают на один шаг в сторону пресса две траверсы 20 и 19 с поднятыми заготовками. Платформа 11 опускается, захваты; 21 отключаются, в результате чего зa oтoвкa с II позиции (со стола 22) попадает в пресс на 1-ю операцию штамповки, т.е. на III позицию, а вторая заготовка с I по- зиции (с подъемного стола 8 накопителя 1) попадает на освободившийся от первой заготовки неподвижной стол 22, т. е. на II позицию. Платформа 11 вновь поднимается, штанги 15 возвращаются в исходное положение, одновременно срабатьшает пресс i и происходит штамповка заготовки на первой операции в многопозиционном щтампе. После чего платформа опускается, включаются сдвоенные силовые цилиндры 30 механизма сближение выдвижных штанг 15 и штоки 29, сдвигаясь в осевом направлении, перемещают штаиги в направлении одна к другой, при этом жесткие захваты 16 зажимают заготовку, находящуюся на III позиции в прессе. Одновременно вклю- чгиотся электромагнитные захваты 21 , поднимается платформа 11 и выдвижные щтанги 15 с тремя поднятыми заготовками, две из которых удерживаются электромагнитными захватами 21 траверс, а одна - жесткими захватами 16, перемещаются на один шаг в направлении подачи. Платформа 11 опускается, электромагнитные захваты 21 отключаются и под действием цилиндров 29 штанги 15 раздвигаются, в результате заготовки на всех позициях перемещаются на один шаг в направлении их по- дачи, при этом заготовка, находящаяся в прессе первой операции штамповки (иа III позиции), перемещается на
10
tS
20
ЭО
-с05
35
0
5
вторую операцию (на IV позицию), а на III позицию попадает заготовка с II позиции. Затем платформа М под- , нимается и штанги 15 механизмом синхронного перемещения возвращаются в исходное положение. Срабатывает пресс 4 и на III и IV позициях заготовок происходит их одновременная штамповка в многопозиционном штампе соответственно на I и II операциях штамповки.
Затем движение платформы 11 в вертикальном направлении и щтанг 15 в . двух взаимно перпендикулярных направ- ления-х в горизонтальной плоскости повторяются, все пять позиций на устройстве загрузки оказываются заполненными, после чего на III, IV и V позициях происходит одновременная штамповка.
Готовая створка, находящался на V позиции на пуансоне в прессе 4, снимается с него с помощью гидрсза- хвата 31, который с помощью тележки 32 с цепной передачей 33 под действием привода 34 перемещается к контейнеру 35, установленному на неподвижной раме 37, и укладьгеается на поднятую в крайнее верхнее положение подвижную раму 38, которая реечным приводом 39 опускается на один шаг, равный толщине створки. По мере заполнения рамы 38 готовыми створками она перемещается внутри контейнера 35. В нижнем положении рамы 38 пакет створок воспринимается тележкой 36, которая вместе с контейнером 35 выка- тьшается из-под гидрозахвата 31 в зону обслужив ания крана.
Одновременно со схемой готовой створки происходит захват и передача заготовок на I - V позициях.
Предложенное устройство позволяет автоматизировать процесс многопозиционной штамповки створок шахтных дверей лифта и в несколько раз повысить его производительность.
Оормула изобретения
1. Устройство для подачи заготовок в пресс, содержащее накопитель заготовок и манипулятор их загрузки с электромагнитными захватами, о т- личающееся тем, что, с целью упрощения конструкции и повьш1ения производительности за счет обеспечения непрерьганой шаговой подачи заготовок при многопозиционной штампотке,
манипулятор вьшолнен n виде неподвижного стола, размещенной под ним с возможностью возвратно-поступательного перемещения в вертикальном направлении платформы, установленных на ней с возможностью перемещения в направлении, перпендикулярном направлению подачи заготовок, кареток с опорными роликами и размещенными между ними штангами, на одном конце которых закреплены захваты для заготовок, а на другом - зубчатые рейки, двух траверс, установленных на штангах, одна из которых размещена над накопителем, а другая - над неподвижным столом, а также установленных на платформе механизмов синхронного перемещения штанг в направлении подачи заготовок в пресс и сближения их в направлении, перпендикулярном подаче заготовок.
2. Устройство по п.1, о т л и ч а- ю щ е е с я тем, что, механизм синхронного перемещения штанг выполнен в виде закреапенного на платформе сипово- J го цилиндра,на гатоке которого размещена планка, скрепленная с двумя зубчатыми рейками, и трансмиссионного вала с установленными на нем с возможностью взаимодействия с упомянутыми 10 зубчатыми рейками , шестернями и с зубчатыми колесами , размещен ными на концах вала с возможностью взаимодействия с эубчаты- ми рейками штанг.
3. Устройство по п,1, отличающееся тем, что механизм сближения штанг выполнен в виде закрепленных на платформе двух силовых гидроцилиндров сдвоенного действия, штоки которых закреплены на каретках.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для многопозиционной листовой штамповки | 1986 |
|
SU1470398A1 |
| Линия горячей штамповки | 1989 |
|
SU1707466A1 |
| Грейферная подача | 1980 |
|
SU1077684A1 |
| ПРЕССОВЫЙ АГРЕГАТ С НЕСКОЛЬКИМИ ПРЕССАМИ ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЛИСТОВОГО МЕТАЛЛА (ВАРИАНТЫ) | 1990 |
|
RU2076011C1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Установка для автоматической штамповки | 1980 |
|
SU867671A1 |
| АВТОМАТИЧЕСКИЙ ПРЕССОВЫЙ КОМПЛЕКС ДЛЯ БРИКЕТИРОВАНИЯ РАДИОАКТИВНЫХ ОТХОДОВ | 2011 |
|
RU2465667C1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| ПРЕССОВЫЙ АГРЕГАТ ДЛЯ ОБРАБОТКИ ДАВЛЕНИЕМ (ВАРИАНТЫ) | 1990 |
|
RU2082614C1 |

Изобретение относится к обработке металлов давлением и может быть использовано в лифтостроении для полной автоматизации процесса штамповки створок шахтных дверей лифтов. Целью изобретения является упрощение конструкции и повьшение производительности за счет обеспечения непрерьшной шаговой подачи заготовок при многопозиционной штамповке. Устройство содержит накопитель заготовок и манипулятор их загрузки. Последний вьтол- нен в виде стола и платформы, подвижной в вертикальном направлении. На платформе размещены каретки с опорными роликами и выдвижные штанги с жесткими захватами заготовок на одном конце и раздвижными траверсами с электромагнитными захватами на другом. Платформа также содержит механизм синхронного перемещения выдвижных штанг и механизм сближения 1птанг. Такая конструкция позволяет одновременно со съемом готовой створки захватывать и передавать заготовки на последующие позиции. 2 з.п.ф-лы, 6 ил. (Л С
3tf
34
Ж
/-Ш Ж %
SifdA
31 8
Фмг.2
/7
.J
Й/г5
Составитель И, Николаева Редактор С. Патрушева Техред М.Ходаннч Корректор М. Максиь«яинец
6799/1/
Тираж 597 Подписное
ВНИИПИ Государственного комитета СССР
по делам .изобретений и открытий I13035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Устройство для загрузки прессов | 1978 |
|
SU703364A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
