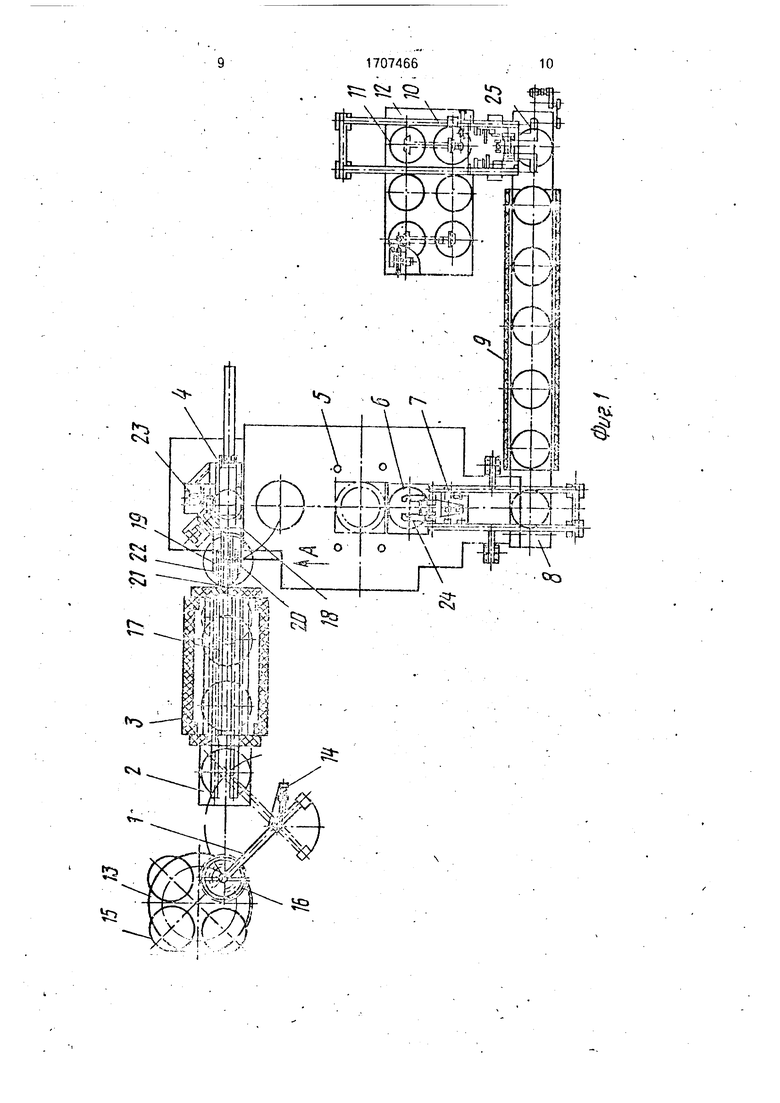
n-ечь 3. механизм 4 передачи заготоеси от печи 3 к прессу 5, пресс 5 с выдвижным столом 6, механизм 7 передачи изделий от пресса 5 на конвейер 8 камеры 9 охлах де- ния, механизм 10 передачи изделий с конвейера 8 камеры 9 охлаждения в кассеты 11 приемной платформы 12, откуда изделия передаются на дальнейшую технологическую операцию.
Механизм 1 загрузки заготовок выполнен в виде поворотного стола-накопителя 13, снабженного установленным рядом с ним манипулятором 14. Центрирование стола-накопителя 13 осуществляется тремя парами упорных роликов. Стол-накопитель перемещается по кольцевым направляющим, лежащим на приводных, роликах. Два .опорных (приводных) и два упорных ролика обьединены в блок, имеющий общую раму, привод на опорные ролики с бал-ансирной подвеской, установленный на фундаментную плиту, что позволяет осуществить ею радиальное перемещение для цеитрирова- ния стола-накопигеля. На верхней плоскости стола устанавливаются кассеты 15 с заготовками, центрируемые на столе с помощью гнезд и штырей, выполнанных на его поверхности. Загрузка стола-накопителя 13 осуществляется с помощью средств цеховой механизации (кран, вильчатый погрузчик и т.д.). Останов CTiMa-накопителя осуществляется после его псьсротг м. 50° с помощью конечного выключатели с использованием электродинамического торможения, что позволяет свести к минимуму неточность установки при наличии скольжения на опорных роликах.
Манипулято р 14 выполнен с вакуумным захватом 16, снабженным резиновыми при-, сосками Предусмотрено отключение ряда присосок с помощью клапанов с электро- магнитным управлением. Фиксация захвата по.высоте осуществляется конечными выключателями и реле давления.
Манипулятор 11 установлен с.возможностью вертикального перемещения иогра- ничейного поворота сокруг своей оси, осуществляемых от индивидуальных приводов.
Нагревательная печь 3 снабжена шагающими балками 17 перемещения заготовок в рабочем пространстве печи. Механизмы шагающих балок гидравлического типа - механизмы подъема и механизм перемещения.
. Рабочие окна печи 3 перекрыты заслонками, под-с-- и опуск лг.- которых вляется механизмам .-; гидравлического типа.
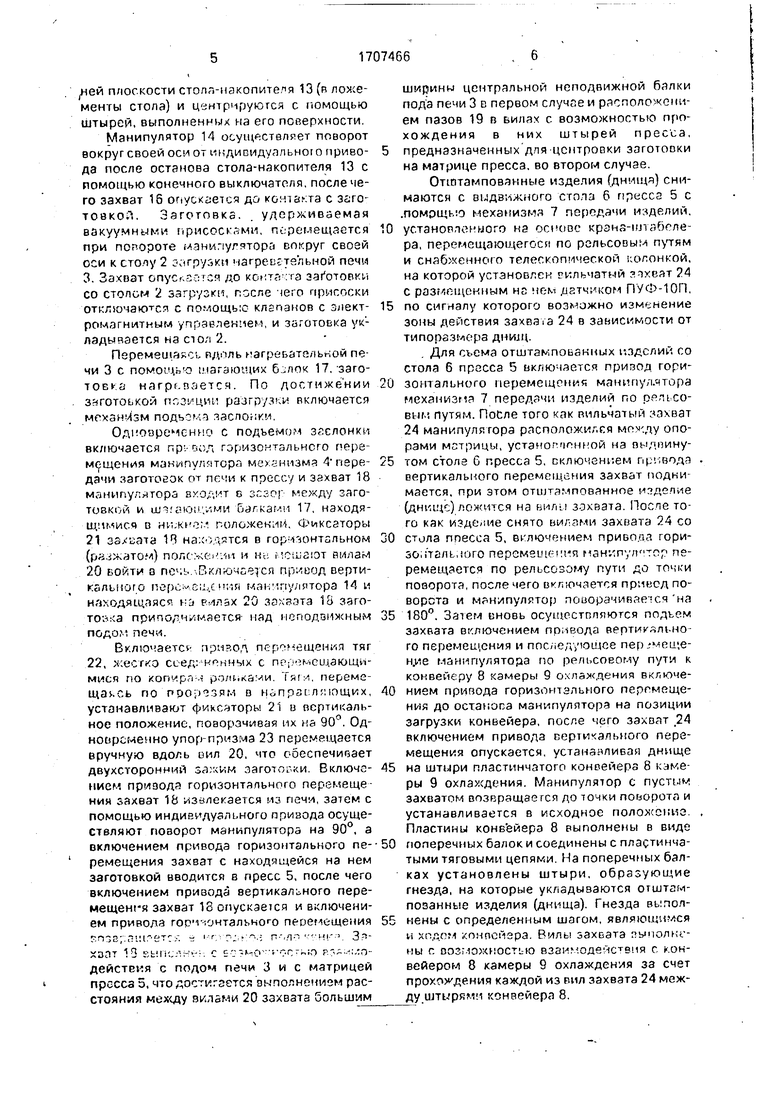
Механизм 4 передачи заготовок от печи 3 к прессу 5 выполнен в виде манипулятора, установленного с возможностью вертикального и возпратно-поступательного перемещений и поворота вокруг своей оси посредством индивидуальных приводов.
Манипулятор снабжен вильчатым захватом 18 с. пазами 19, расположенными в вилах 20 захвата. Вильчатый захват 18 вы0 полнен с возможностью взаимодействия с подом печи 3 и матрицей пресса 5.
Захват 18 снабжен фикстзорами 21, тяги 22 которых смонтированы с возможностью взаимодействия с дополнительными
5 пазами, выполненными в направляющих в виде труб, расположенных с внутренней стороны вмл 20, с образованием байонета. Концы тяг жестхо соединены с роликами, движущимися по копиром, и шарнирно тра0 версой с приводом.
Напротив фиксаторов 21 установлен упор 23. пыполненный в виде призмы, смонтированной с возможностью возвратно-поступательного регулировочного
5 перемещения, осуществляемого вручную (четыре фиксированных положения).
Механизм 7 передачи отштампованных изделий от пресса 5 к камере 9 охлаждения выполнен п ьиде манипулятора, установлен0 ного с возможностью вертикального к возвратно-поступательного перемещений и поворота вокруг своей осм посредством индивидуальных приводов. Манипулятор снабжен еильчзтым зпхозтом 24 с устамов5 ленным на нем датчиком. Захват 24 выполнен с возможностью изменения зоны его действия по сигналу датчика.
Перемещение поступающих с пресса 5 в камеру 9 охлаждения отштампованных из0 делий осуществляется с помощью пластинчатого конвейера 8.
Выгрузка изделий из камеры 9 охлаждения осуществляется механизмом 10 передачи изделий, выполненным в виде
5 манипулчтора, установленного с возможностью вертикального и возаратно-поступа- тельного перемещений с помощью индивидуальных приводов. Манипулятор снабжен механическим, например, клоще0 вым.захватом 25. с помощью которого отштампованное изделие переносится в кассеть 11 поворотной платформы 12, откуда направляется на дальнейшую технологическую операцию.
5Линия горячей щтамповки работает следующим образом
По.Т Гг ГпЩМе ШТГ)«:ПОЗКС :4,irOTOr t:i- -лгружаютгс в «зссегь1 15. Кдссоты с мзхсд« щимися в них заготовками устанавливаются с помощью виль«этого погрузчика на верх ней плоскости стола-накопителя 13 (в ложементы стола) и центрируются с помощью штырей, выполненных на его поверхности.
Манипулятор 14 осуществляет поворот вокруг своей оси от индивидуального привода после останова стола-накопителя 13 с помощью конечного выключателя, после чего захват 16 опускается до контакта с заготовкой. Заготовка. . удерживаемая вакуумными присосками, поремеа ется при повороте манипулятора вокруг своей оси к столу 2 загрузки нагревательной печи 3. Захват опуссзотся до ко т т--:тэ заготовки со столом 2 загрузки, после чего присоски отключаются с помощью клапанов с электромагнитным управлением, и заготовка укладывается на стол 2.
Перемещаясь вдоль нагревательной печи 3 с помощью шагающих 17. -заготовка нагревается. По достижении знготоькой позиции разгрузки включается механизм подъема заслонки.
Одновременно с подъемом заслонки включается пр -вдд горизонтального перемещения манипулятора механизма 4 передачи заготовок от печи к прессу и захват 18 манипулятора входит в зсгор между заготовкой и шз. ающими Балками 17, находящимися в нижнем положений. Фиксаторы 21 захвата 14 находятся в горизонтальном (разжатом) полсхенни и нк мешают вилам 20 войти в печьлВключаетсл привод вертикального порем.е.О ня манипулятора 14 и находящаяся нэ рилах 20 захвата 18 заго- приподнимается над неподвижным подом печи.
Включаете привод перемещения тяг 22, жестко сеед:-ионных с перемещающимися по копирам ро/н.ками. Тяги, перемещаюсь по прорезям в направляющих, устанавливают фиксаторы 21 в вертикальное положение, поворачивая их на 90°. Одновременно упор-призма 23 перемещается вручную вдоль вил 20, что обеспечивает двухсторонний зажим заготовки. Включением привода горизонтального перемещения захват 18 извлекается из печи, затем с помощью индивидуального привода осуществляют поворот манипулятора на 90°, а включением привода горизонтального пе-- ремещения захват с находящейся на нем заготовкой вводится в пресс 5, после чего включением привода вертикального перемещения захват 18 опускается и включением привода горизонтального перемещения г.пзЕ;;гн;1Г йТ7 -. е ...:. п- .ло . халт 10 ЕЬ .гк тне-: с E MOV - OC-HSO р..л;.:п- действия с подом печи 3 и с матрицей пресса 5, что достигается выполнением расстояния между вилами 20 захвата большим
ширины центральной неподвижной балки под а печи 3 в первом случае и расположением пазов 19 в вилах с возможностью прохождения в них штырей прес са, 5 предназначенных для-центровки заготовки на матрице пресса, во втором случае.
Отштампованные изделия (днищя) снимаются с выдвижного стола 6 пресса 5 с .помрщыо механизма 7 передачи изделий,
0 установленного на основе кранз-штабеле- ра, перемещающегося по рельсовым путям и снабженного телескопической колонкой, на которой установлен вильчатый зчхезт 24 с размещенным на нем датчиком ПУФ-1 ОП,
5 по сигналу которого возможно изменение зоны действия захвата 24 в зависимости от типоразмера дншц.
. Для съема отштампованных изделий со стола 6 пресса 5 включается привод гори0 зонтального перемещения манипулятора механизма 7 передачи изделий по рельсовым путям. После того как вильчатый захват 24 манипулятора расположился можду опорами матрицы, устанопгюнной на выдпину5 том столе G пресса 5, включением привода вертикального перемещения захват поднимается, при этом отштампованное изделие (днище) ложится на вилы захвата. После того как изделие снято вилами захвата 24 со
0 стола ппесса 5, включением привод/, горизонтального перемещения манипулятор перемещается по рельсозому пути до точки поворота, после чего включается привел поворота и манипулятор поворачивается на
5 180°. Затем вновь осуществляются подъем захвата включением привода вертикального перемещения и последующее перемещение манипулятора по рельсовому пути к конвейеру 8 камеры 9 охлаждения включе0 нием привода горизонтального перемещения до останова манипулятора на позиции загрузки конвейера, после чего захват .24 включением привода вертикального перемещения опускается, устанавливая днище
5 на штыри пластинчатого конвейера 8 камеры 9 охлаждения. Манипулятор с пустым захватом возвращается до точки поворота и устанавливается в исходное положение. Пластины конвейера 8 выполнены в виде
0 поперечных балок и соединены с пластинчатыми тяговыми цепями. На поперечных балках установлены штыри, образующие гнезда, на которые укладываются отштампованные изделия (днища). Гнезда выпол5 йены с определенным шагом, являющимся и ходом хонпсйзра. Вилы захвата пыполко- ны с возможностью взаимодействия с конвейером 8 камеры 9 охлаждения за счет прохождения каждой из вил захвата 24 между штырями конвейера 8.
Отштампованные изделия после охлаждения в каморе 9 снимаются с гнезд конас-й- ера 8 механизмом 10, выполненным аналогично механизму 7 передачи изделия и снабженным клещевым захватом 25. Для этого захват 25 опускается включением механизма вертикального перемещения до контакта с изделием, стоящим па позиции разгрузки конвейера 8 камеры охлаждения, изделие сжимается прижимами захвата 25, после чего захват поднимается включением механизма вертикального перемещения, а затем механизм 10 включением механизма горизонтального перемещения перемещается по рельсовому пути до позиции разгрузки изделий в кассеты 11 приемной платформы 12. Включением привода вертикального перемещения захозт 25 с изделием опускается в кассету, прижимы захвата разжимаются, захват поднимается, и манипулятор возвращается в исходное положение для разгрузки следующего изделия. После заполнения первой кассеты, заполняется следующая кассета, находящаяся на одной оси с первой и с манипулятором, после этого приемная платформа 12 перемещается на шаг. устанавливая под разгрузку вторую, а затем и третью nauin кзссет 11, пока не заполнятся все кассеты платформы 12. Платформа 12 с заполненными кассетами 11 направляется на пбзицию разгрузки платформы мостовым r.;j iHpM или вильчатым погрузчиком, и изделии направляются на последующую технологическую операцию.
Формула изобретения Линия горячей штамповки, содержащая установленные в технологическом последовательности механизм загрузки заготовок, приемный стеллггхс, нагревательную печь, механизм подачи заготовок от печи к прессу, пресс с загрузочным устройством и штырями для центровки заготовок, механизм
передачи готовых изделий от пресса на последующую технологическую операцию, о т- л и чающаяся тем, что, с целью повышения производительности, снижения энергоемкости, повышения качества продукции и упрощения конструкции, механизм загрузки заготовок выполнен в виде установленного с возможностью поворота вокруг своей оси стола накопителя и смонтированного с
возможностью взаимодействия с послед- ним, возмс хнос-тыо регулировочного перемещения перпендикулярно оси подччи и ограниченного попорота вокруг своей оси посредством индивидуальных приводов манипулятора с вакуумными зчхва зми, механизм перелечи заготовок от печи к прессу выполнен с виде установленного с возможностью возвратно-поступательного перемещения перпендикулярно и вдоль оси подачи
и поворота вокруг своей оси посредством индивидуальных приводов манипулятор), имеющего вильчатый захслт с пазами для прохода Сшырей пресса и- размещенными на нем фикгзторзми с тнглмм, соединенными посредством траверсы с приводом, рзс- по/южен ним с внутренней стороны захватов направляющими р виде тру5 с дополнительными пазами. р ;,змещенмимм с возможностью изаимодейстьин с упомякутыми тягами, и смонтированный оппозичко ФИКСЕ горам упор для центрирования ,эго- тоаок, выполненный ь виде призмы, установленной на захвате с возможностью регулировочного перемещения вдоль оси
подачи, ме/зни м передача готовых изделий на последующую техгологическую операцию г-ыполнен в виде устанойленного с eo3MO kHGUTt so гоэвратяо-послупзтельн )го перемещения пер(ендику. и вдоль оси
О подачи и riOT:opova вокруг оси посредством инд .(Г,кдуэльных п| иводов манипулятора.
A.Ju.
.r. -i t i---, - .j-- -- .:--, t-rS- . «--r- у
- I ll. J .1 . J1-. /I V I
v ji ir
PW
Щ ill rv k-: «NJ
Л-.Г 1
9Q
k-Й
f
tСЧ
TW
A.Ju.
Напрлдля. ощая $ 8иЗе inpySki
Загпто8ка
Бой о не т (с лазом и роликон)
Лридод подъема
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия для производства дренажных раструбных труб | 1983 |
|
SU1079456A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1606253A1 |
| Механизированная линия для термообработки заготовок | 1988 |
|
SU1640505A1 |
| Автоматическая линия для обработки замков лопаток | 1982 |
|
SU1103993A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ШТАМПОВАННЫХ ИЗДЕЛИЙ | 1989 |
|
SU1815872A1 |
| ШАХТНАЯ ПЕЧЬ ДЛЯ ОБЖИГА КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2013 |
|
RU2548851C1 |
| Робототехнический комплекс | 1987 |
|
SU1416244A1 |
| Установка для литья по выплавляемым моделям | 1981 |
|
SU1003995A1 |
| Поточная линия для изготовления модельного блока в точном литье | 1983 |
|
SU1473900A1 |
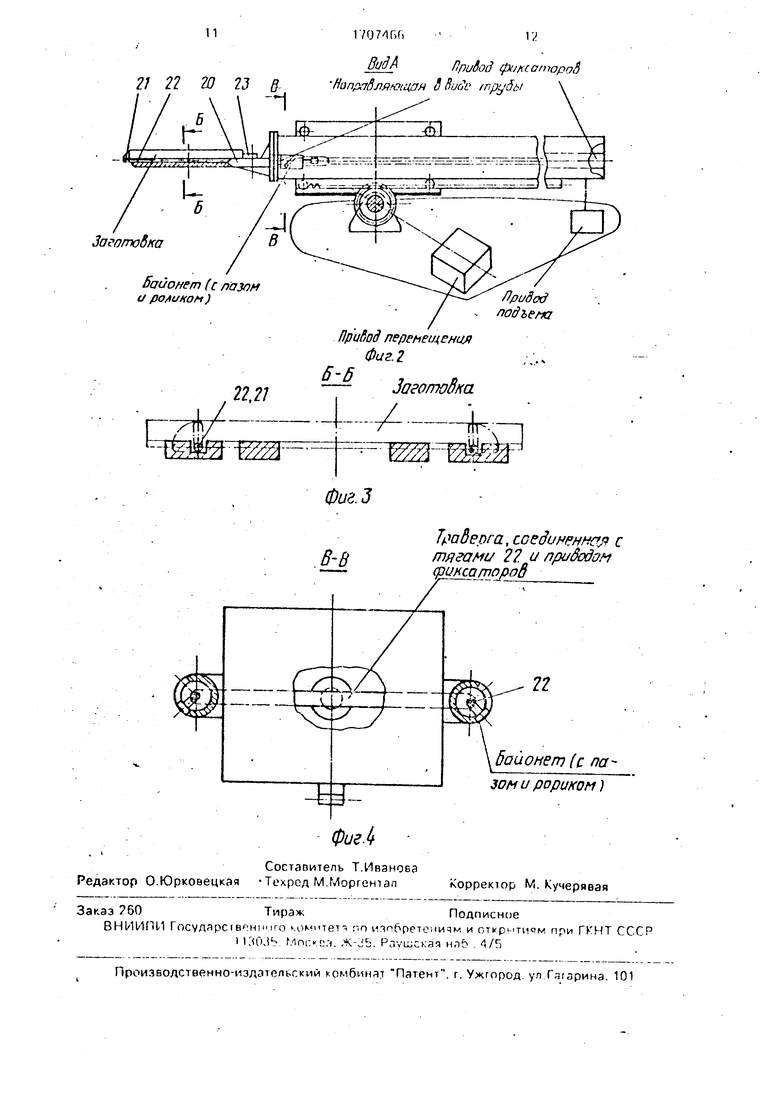
flpuRod перемещения Фиг. 2
- Заготодт
-Ь---/- ---ГГГ-;
Т
фиг.З
В-В
-/- ---ГГГ-;
а
Тродерга, соединенная с тягами 22 и приводом (puj cgjjioj od
22
байонет (с па.-.------,
зоми рориком)
| Линия термообработки и штамповки деталей | 1983 |
|
SU1130727A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Цель изобретения - снижение энергозатрат на ведение процесса, упрощение кокетрукции | |||
| увеличение ПрОИЗБОД | |||
| Те/ ЬНОСТИ ЛИНИИ И повышение кзчостза продукции | |||
| Линия порч- чей штампов : содержит механизм загрузки заготовок, выполненный в виде поворотного стела-накопителя, снабженного установленным ррдом с ним манипулятором с вакуумным ззхизтом, выполненным с возможностью вертикального перемещения и поворота вокруг своей оси с помощью Изобретение относится к обработке металлов давлением, Б частности к оборудованию кузнечно-лрессовых цехов, и может найти применение в машиностроительной, ,-.тэо;-;с-те/;- .:ЧбСхСй - СГДО Др/iNX L | |||
| С ЧсзС I ПирОДНОГО ХОЗиниТвй | |||
| Цель изобретения - повышение производительности, снижение энергоемкости | |||
| МРТПЛ пу огич ос : ой, ,,..,.:)-: ..-.;; индивидуальных приводов | |||
| Линия содержит также механизм передачи изделии от-псчи к прессу, выполненный в виде манипулятора, установленного с возможностью вертикального и возвратно-поступательного перемещений и поворота вокруг своей оси посредством индивидуальных приводов и снабженного вильчатым захватом с пазами | |||
| расположенными в вилах захвата, выполненным с возможностью взаимодействия с подом печи.; матрицей пресса | |||
| Захпат снаб- жгк фикса, ороми, тяги которых смонтиро- г возмоуно-CTLio взаимодействия с пазами, выполненными в направляющих в виде труб, расположенных под вилами с внутренней стороны последних, и соединены траверсой с приводом | |||
| Напротив фиксаторов установлен упор в виде призмы, смонтированной с возможностью возвратно-поступательного перемещения | |||
| Механизм передачи отштампованных изделий от стола пресса на последующую технологическую операцию выполнен также в сиде манипулятора | |||
| Изобретение позволяет сократить операции при перегрузке изделий из печи в пресс, а также время передачи изделий на последующую технологическую операцию | |||
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| повышение качества продукции и упрощение конструкции | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
