1
Изобретение относится к стекольной промьшшенности, а именно к технологическому оборудованию для формования способом свободного литья оСлицовочных, декоративных изд(2лий.
Цель изобретения - повышений надежности и долговечности устройства.
На фиг.1 изображено устройство, ви1д сбоку; на фиг.2 - вид А на фиг.1|; на фиг.З - отсекатель струи, в изометрии; на фиг.4 - то же, вид сверху, разрез; на фиг. 5 - механизм ра.згрузки изделия , на фиг. 6 - вид Б на фиг.З.
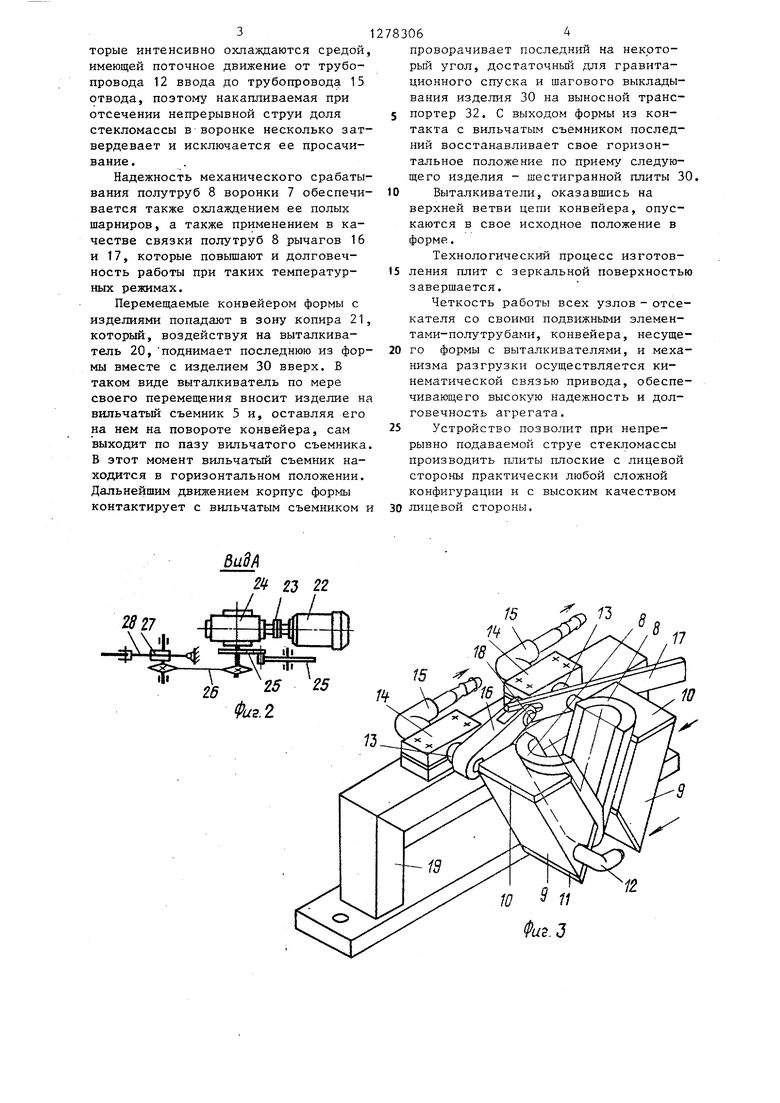
Устройство для изготовления облицовочных плит состоит из питателя 1 стеклянной массы, размещенной под ни:м станины 2, на которой установлены конвейер 3 с формами 4, механизм ра.згрузки плит с вильчатым съемни- ком 5, а также привод 6.
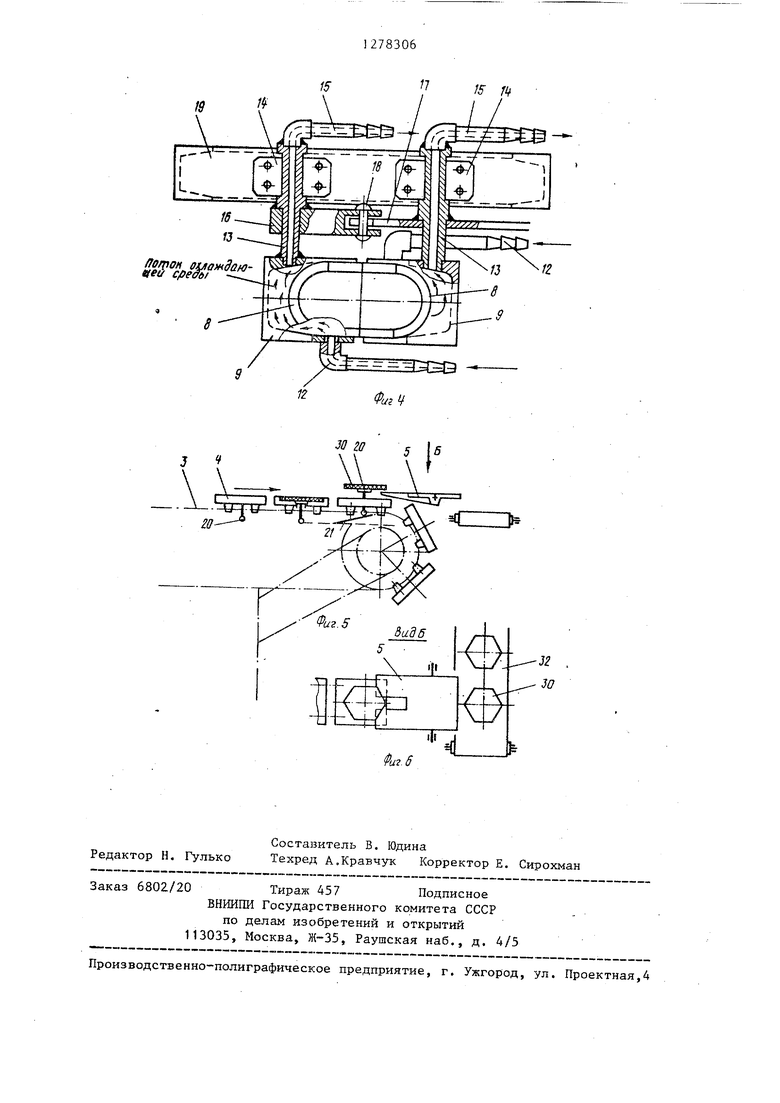
Под питателем на станине установлен отсекатель 7 струи, выполн(2нный в виде направленной вершиной вниз раскрывающейся воронки конусообразной формы и состоящий из направленных вогнутыми поверхностями друг к оДРУгу усеченных полутруб 8, к ны- пукпым сторонам которых приварены швеллера 9 с концевыми пластинами 1C и 11, а к нижним сторонам прикреплены трубопроводы 12 ввода охлаж да.ющей среды. В верхних частях полутруб размещены шарниры 13 проворачивания полутруб 8, представляющие собой приваренные к швеллерам полые стержни, установленные в разъемных подшипниках 14 скольжения. Бурты полого стержня 13 ограничивают полутрубы 8 от осевого перемещения„Стержни связаны с трубопроводом 15 отвода охлаж :1;ающей среды. К полым стержням 13 приварены рычаги 16 и 17, соединенные между собой пальцем 18Л1од- щипники 14 скольжения закреплены на раме 19, которая устанавливается на станине 2,
Механизм разгрузки включает,, кром вильчатого съемника 5, установленного на станине 2 с возможностью опрокидывания,также выталкиватели 20 готового изделия, свободно посгшен- ньке в центровом отверстии формы 4, Выталкиватели 20 взаимодействуют с копиром 21, а корпус формы 4 контактирует с вильчатым съемником 5.
Привод устройства осуществляется от электродвигателя 22, связанного
12783062
посредством муфты 23 с червячным редуктором 24, к выходному валу которого привязан механизм .
мальтииско- tt.
5
0
5
0
го креста 25. Ведущий вал мальтийского креста 25 через цепную передачу 26, кулачок 27 и рычажный механизм 28 связан с рычагом 17 привода полутруб 8, Ведомьй вал мальтийского креста 25 через цепную передачу 29 приводит в пульсирующее перемещение конвейер 3 с готовыми изделиями 30.
Работа устройства осуществляется следуюш;им образом.
Привод 6 сообщает конвейеру 3, несущему формы 4, прерывистое перемещение.
Подбор шестипозиционного механизма, мальтийского креста 25 осуществляют расчетной высотой форм под фидером питателя 1, При этом остановка конвейера обеспечивает вертикальную соосность формы с отсекатёлем 7. Моменту покоя форм по кинематике привода соответствует остановка ведомого вала механизма мальтийского креста, ведущий вал которого к этому времени цепной передачей приводит во вращение кулачок, воздействующий на рычажный механизм, шарнирно-свя- зднный с рычагом. Рычаг, поворачиваясь вниз вместе с рычагом 16, раскрывает отсекатель. Струя 31 стекломассы от фидера питателя поступает непосредственно в находящуюся в данный момент под ним форму 4.
До начала перемещения конвейера 3 с формами 4, т.е. до начала срабатывания ведомого вала мальтийского креста 25, профиль кулачка 27 опускает рычажную систему 28 и рычаги 16 и 17, проворачиваясь вверх, закрывают отсекатель 7. Вертикальное закрытие частей воронки обеспечивает чет5 кое перекрытие струи 31. Далее по конвейеру заполненная форма занимает следующую позицию, а взамен ей под отсекатёлем 7 отстанавливается порожняя форма. Накопленная в отсекате50 ле стекломасса, непрерывно подаваемая из питателя 1 за период перемещения конвейера, составляет по объему 1/6 долю изделия (обеспечивается механизмом мальтийского креста),пос55 ле раскрытия попадает в -следующую форму. Четкая работа отсекателя обеспечивается тем, что части воронки - полутрубы 8 снабжены рубашками, ко5
0
торые интенсивно охлаждаются средой, имеющей поточное движение от трубопровода 12 ввода до трубопровода 15 отвода, поэтому накапливаемая при отсечении непрерывной струи доля стекломассы в воронке несколько затвердевает и исключается ее просачивание.
Надежность механического срабатывания полутруб 8 воронки 7 обеспечивается также охлаждением ее полых шарниров, а также применением в качестве связки полутруб 8 рычагов 16 и 17, которые повьппают и долговечность работы при таких температурных режимах.
Перемещаемые конвейером формы с изделиями попадают в зону копира 21, который, воздействуя на выталкиватель 20, поднимает последнюю из формы вместе с изделием 30 вверх, В таком виде выталкиватель по мере своего перемещения вносит изделие на вильчатый съемник 5 и, оставляя его на нем на повороте конвейера, сам выходит по пазу вильчатого съемника. В этот момент вильчатый съемник находится в горизонтальном положении. Дальнейшим движением корпус формы контактирует с вильчатым съемником и
проворачивает последний на некоторый угол, дocтaтoчньrii для гравитационного спуска и шагового выкладывания изделия 30 на выносной транспортер 32. С выходом формы из контакта с вильчатым съемником последний восстанавливает свое горизонтальное положение по приему следующего изделия - шестигранной плиты 30,
Выталкиватели, оказавшись на
верхней ветви цепи конвейера, опускаются в свое исходное положение в форме.
Технологический процесс изготовления плит с зеркальной поверхностью завершается.
Четкость работы всех узлов - отсе- кателя со своими подвижными элемен- тами-полутрубами, конвейера, несущего формы с выталкивателями, и механизма разгрузки осуществляется кинематической связью привода, обеспечивающего высокую надежность и долговечность агрегата.
Устройство позволит при непрерывно подаваемой струе стекломассы производить плиты плоские с лицевой стороны практически любой сложной конфигурации и с высоким качеством
лицевой стороны.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для вкладывания ватного тампона в тару | 1978 |
|
SU763197A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕРАБОТКИ ЗЕРНА | 1994 |
|
RU2067833C1 |
| Способ производства полированных оптических изделий и устройство для его осуществления | 1981 |
|
SU1030324A1 |
| АВТО/\^АТИЧЕСКАЯ ЛИНИЯ УПАКОВКИ ИЗДЕЛИЙ | 1973 |
|
SU408741A1 |
| Вибропрессовальный станок для изготовления бетонных камней (блоков) | 1955 |
|
SU109954A1 |
| Роторный пресс | 1981 |
|
SU969541A1 |
| Бункерное захватно-ориентирующее устройство | 1977 |
|
SU772653A1 |
| СТЕНД ДЛЯ СБОРКИ ПУЧКА ТЕПЛОВЫДЕЛЯЮЩИХ ЭЛЕМЕНТОВ | 1990 |
|
SU1748381A1 |
| Линия ампулирования | 1983 |
|
SU1121002A1 |
| Устройство для изготовления изделий | 1979 |
|
SU804579A1 |

п
10 3 11 Физ.З
12
ffOfjioH 01яо)кдаю- Vfu cfleffof .
/ ;V
30 W
5 В
Фи.б
Редактор Н. Гулько
Состаззитель В. Юдина
Техред А.Кравчук Корректор Е. Сирохман
Заказ 6802/20 Тираж 457 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная,4
| СПОСОБ ОЧИСТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 2005 |
|
RU2290266C1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
| Авторское свидетельство СССР № 916449, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
