Изобретение отноеится к оборудованию по производству медицинских препаратоврасфасовки их в ампулы и может быть использовано в фармацевтической, нищевой и других отраслях народного хозяйства.
Известно устройство для одновременного заполнения и запайки нескольких стеклянных ампул в одном цикле, в котором ампулы перемещаются от одной операции к другой непрерывным транспортером, ветви которого расположены в- горизонтальной плоскости и снабжены приемниками для установки ампул в вертикальном положении 1.
Недостатком данного устройства является однаковое вертикальное положение ампул капилляром вверх во время нахождения ампул на транспортере, что не дает возможности осуществлять операцию мойки, на которой ампулы должны занимать вертикальное положение капилляром вниз.
Наиболее близкой к изобретению является линия ампулирования, содержащая последовательно расположенные по ходу технологического процесса устройства для загрузки, наполнения, запайки и выгрузки ампул, соединяющих их конвейер с носителями ампул, привод и систему управления 2.
Недостатками известной линии ампулирования являются сложность конструкции и недостаточное качество готовых изделий.
Цель изобретения - упрощение конструкции и повышение качества готовых изделий.
Поставленная цель достигается тем, что в линии ампулирования, содержащей из последовательно расположенных по ходу технологического процесса устройств для загрузки, наполнения, запайки и выгрузки ампул, соединяющий их конвейер с носителями ампул, привод и систему управления, ветви конвейера расположены в плоскости, наклонной к горизонтальной плоскости под углом не менее 45°, носители выполнены в виде вилок с соосными отверстиями для укладки ампул, а устройство загрузки содержит наклонный бункер и расположенный в нем отсекатель для поштучной выдачи ампул, при этом между ветвями конвейера расположена вертикальная стенка для предотвращения загрязнения изделий.
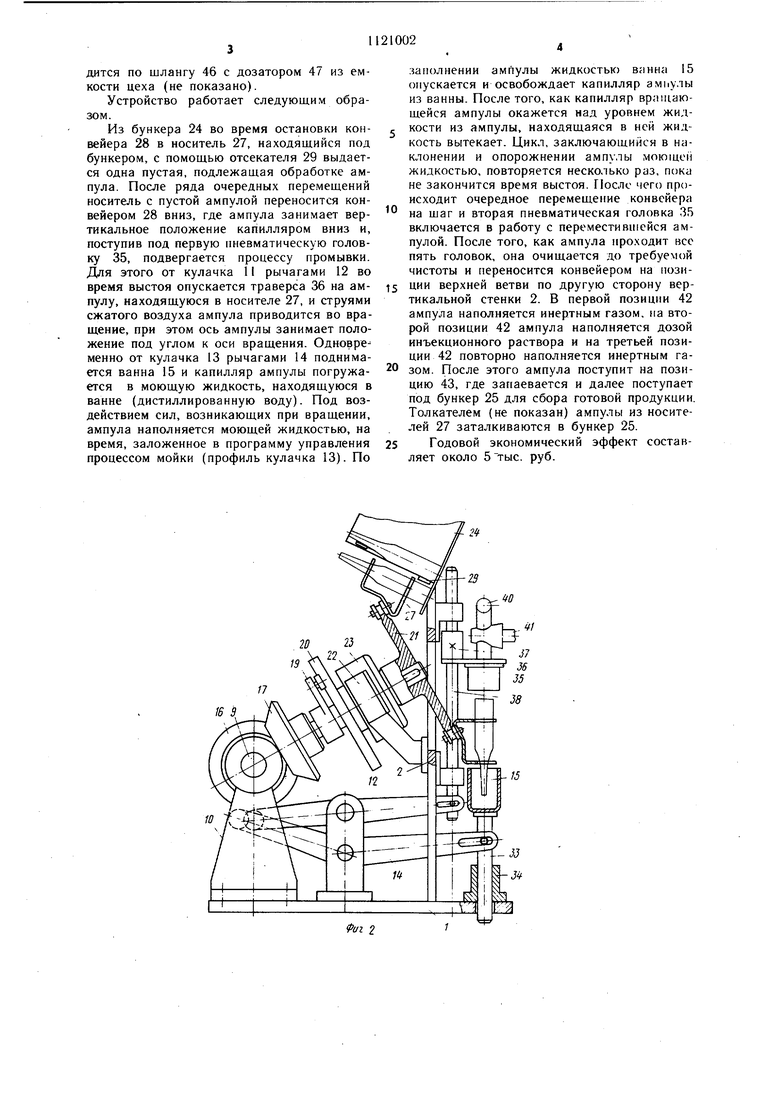
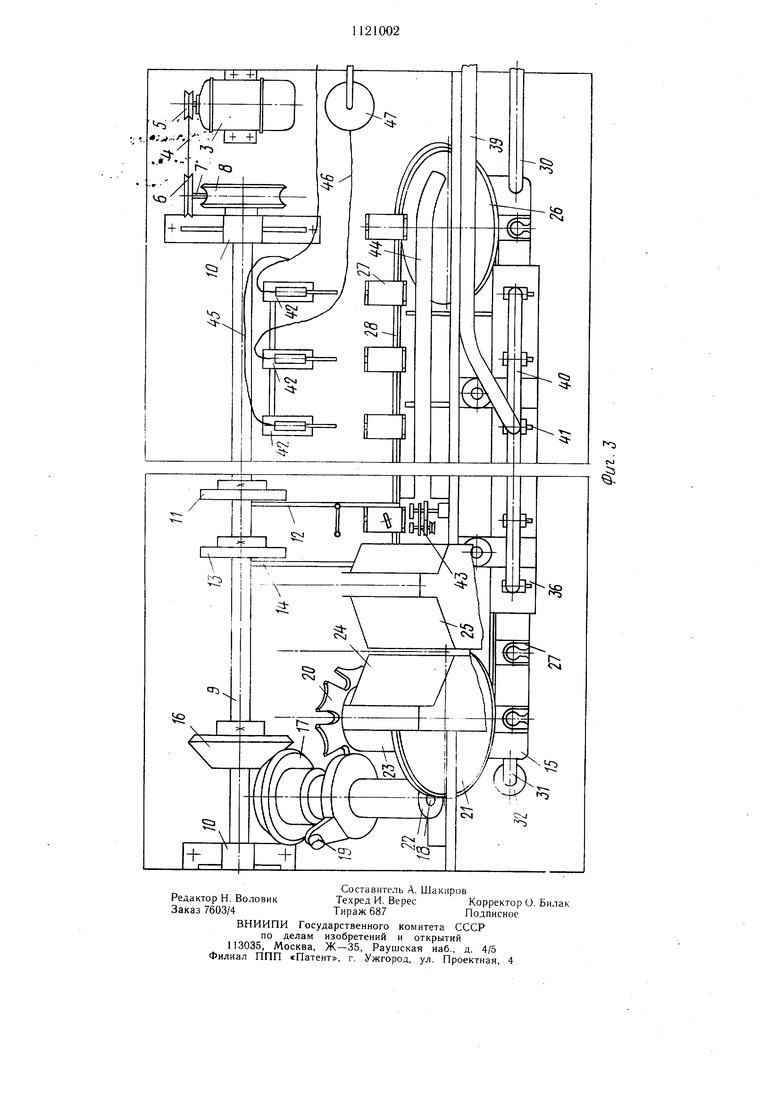
На фиг. 1 изображена предлагаемая линия, в аксонометрической проекции, общий вид; на фиг. 2 - то же, вид сбоку; на фиг. 3то же вид сверху.
Линия ампулирования состоит из плиты 1 вертикальной стенки 2, образующих станину. Под станиной расположены электрические и пневматические приборы для управления линией (не показаны). На плите 1 крепится привод линии, состоящий из электродвигателя 3, клиноременной передачи 4 со щкивами, ведущим 5 и ведомым 6 на валу червяка 7, передающего вращение колесу 8, неподвижно закрепленному на распределительном валу 9. Опорами вала 9 служат два кронштейна 10. На валу 9 укреплены кулачок 11 для перемещения через рычаги 12 в вертикальном направлении средств для мойки ампул, кулачок 13 для перемещения через рычаги 14 ванны 15 с жидкостью для мойки ампул, кулачок для перемещения заслонки бункера, для заталкивания ампул в бункер, для перемещения устройств для наполнения и запайки ампул, кулачки
синхронного управления дозаторами и другие (не показаны). С противоположного конца привода на валу 9 укреплена коническая шестерня 16, передающая вращение сопряженной с ней шестерне 17, укрепленной на
валу 18, водилке 19 мальтийского креста 20 для передачи прерывистого вращения звездочке 21. Вал 18 водилки 19 подвижно установлен в опоре 22, а звездочка 21 в опоре 23. Опоры укреплены на вертикальной стенке 2, на которой также установлены не0 подвижно бункер 24 для пустых ампул и бункер 25 для готовых ампул. Звездочки 21 и парная ей 26 установлены под углом с таким расчетом, чтобы ампулы, находящиеся в носителях 27, укрепленных на конвейере 28,
5 ориентировались на его верхней ветви под углом около 20° к горизонтальной плоскости, а находящиеся на нижней ветви ампулы занимали бы вертикальное положение капилляром вниз. Для выдачи пустых ампул из бункера 24 по одной штуке в носители 27
0 служит отсекатель 29. Выдача ампул производится в период выстоя конвейера. Ванна 15 наполняется жидкостью (дистиллированной и фильтрованной водой), через трубку 30, а слив избыточной воды из ванны производится через переливную трубу 31 и от водится из линии через воронку 32. Для перемещения в вертикальной плоскости ванна 15 установлена подвижно на колоннах 33, перемещающихся в направляющих втулках 34 от рычагов 14. Средства для мойки ампул
0 расположены вдоль нижней ветви конвейера и состоят из пневматических головок 35, укрепленных на траверсе 36, которая с помощью кронштейнов 37 крепится к колонкам 38, перемещаемым в вертикальном направлении рычагами 12. Головки. 35 соединены с пневматической сетью цеха резиновым, щлангом 39, а между собой с помощью трубопровода 40. Для регулировки давления воздуха в каждой головке индивидуально служат дроссели 41. Над верхней ветвью 0 конвейера и вдоль него расположены рабочие устройства 42 для наполнения и запайки 43.
Для предотвращения перемещения ампул во время обработки имеется опора 44. 55 Из трех устройств 42 для наполнения два , предназначены для подачи в ампулы инертного газа по шлангам 45 (например СО). инъекционного раствора производится по шлангу 46 с дозатором 47 из емкости цеха (не показано).
Устройство работает следующим образом.
Из бункера 24 во время остановки конвейера 28 в носитель 27, находящийся под бункером, с помощью отсекателя 29 выдается одна пустая, подлежащая обработке ампула. После ряда очередных перемещений носитель с пустой ампулой переносится конвейером 28 вниз, где ампула занимает вертикальное положение капилляром вниз и, поступив под первую пневматическую головку 35, подвергается процессу промывки. Для этого от кулачка 11 рычагами 12 во время выстоя опускается траверса 36 на ампулу, находящуюся в носителе 27, и струями сжатого воздуха ампула приводится во вращение, при этом ось ампулы занимает положение под углом к оси вращения. Одновременно от кулачка 13 рычагами 14 поднимается ванна 15 и капилляр ампулы погружается в моющую жидкость, находящуюся в ванне (дистиллированную воду). Под воздействием сил, возникающих при вращении, ампула наполняется моющей жидкостью, на время, заложенное в программу управления процессом мойки (профиль кулачка 13). По
заполнении ампулы жидкостью вянна 15 опускается и освобождает капилляр ампулы из ванны. После того, как капилляр вращающейся ампулы окажется над уровнем жидкости из ампулы, находящаяся в ней жидкость вытекает. Цикл, заключающийся в наклонении и опорожнении ампулы моющей жидкостью, повторяется несколько раз, пока не закончится время выстоя. После- чего происходит очередное перемещение конвейера
на шаг и вторая пневматическая головка 35 включается в работу с переместившейся ампулой. После того, как ампула проходит все пять головок, она очищается до требуемой чистоты и переносится конвейером на позиции верхней ветви по другую сторону вертикальной стенки 2. В первой позиции 42 ампула наполняется инертным газом, па второй позиции 42 ампула наполняется дозой инъекционного раствора и на третьей позиции 42 повторно наполняется инертным газом. После этого ампула поступит на позицию 43, где запаевается и далее поступает под бункер 25 для сбора готовой продукции. Толкателем (не показан) ампулы из носителей 27 заталкиваются в бункер 25.
Годовой экономический эффект составляет около . руб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия ампулирования | 1981 |
|
SU952256A1 |
| Линия ампулирования растворов | 1968 |
|
SU343492A1 |
| Линия ампулирования | 1973 |
|
SU527191A1 |
| Линия ампулирования | 1985 |
|
SU1391649A1 |
| Машина карусельного типа для ампулирования лекарственных растворов | 1955 |
|
SU115402A1 |
| Способ наполнения и запайки стеклянных ампул и устройство для его осуществления | 1988 |
|
SU1526693A1 |
| ЛИНИЯ АМПУЛИРОВАНИЯ ИНЪЕКЦИОННЫХ РАСТВОРОВ | 1966 |
|
SU198941A1 |
| Линия ампулирования | 1989 |
|
SU1724241A1 |
| Линия ампулирования | 1971 |
|
SU523694A1 |
| УСТРОЙСТВО для ЗАПАЙКИ АМПУЛ• ^Ю^ПООЗйАЯ.f^.^^'^l^j,, ^Ctlv'rr-,., | 1971 |
|
SU294620A1 |
1. ЛИНИЯ АМПУЛИРОБАНИЯ, содержащая последовательно расположенные по ходу технологического процесса устг ройства для загрузки, наполнения, запайки и выгрузки ампул, соединяющих их конвейер с носителями ампул, привод и спстему управления, отличающаяся тем, что, с целью упрощения конструкции и повыщения качества готовых изделий, ветви конвейера расположены в плоскости, наклонной к горизонтальной плоскости под углом не менее 45° носители выполнены в виде вилок с соосными отверстиями для укладки ампул, а устройство загрузки содержит наклонный бункер и расположенный в нем отсекатель .ия поштучной выдачи ампул. 2. Линия ампулирования по п. 1, огличающаяся тем, что между ветвями коннойера расположена вертикальная стенка л.1я предотвращения загрязнения изделий. ю ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ЛЕЧЕНИЯ МЕТАСТАЗОВ В КОСТИ | 2003 |
|
RU2241452C1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3940909, кл | |||
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
