Изобретение относится к технологии изготовления термоэлектрических термометров, а конкретно к способам из- готовления горячих спаев термопар.
Целью изобретения является повьше- ние механической прочности и вибростойкости горячего спая, обеспечение идентичности показателя термической инерции термопары и улучшение технологичности изготовления.
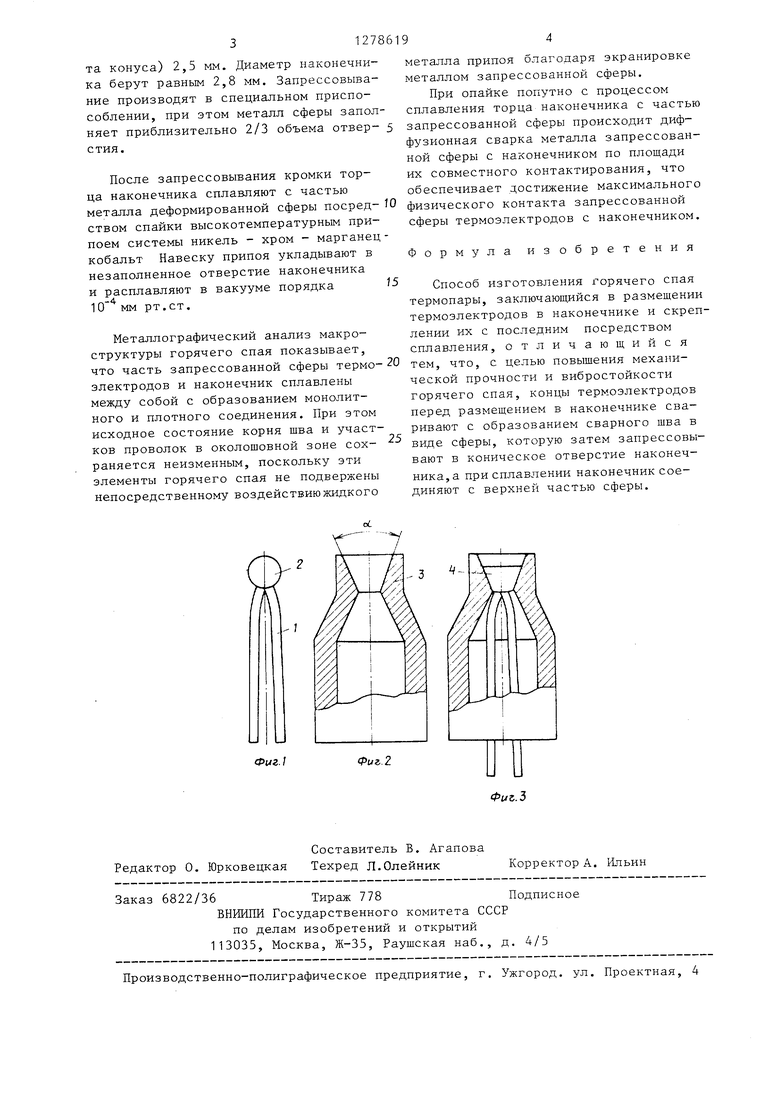
На фиг. 1 показаны термоэлектроды, конды которых сварены в сферу; на фиг. 2 - наконечник термопары; на фиг.З - запрессованная сфера термоэлектродов в наконечнике; на фиг.4- горячий спай термопары после сплавления сферы термоэлектродов с наконеч
НИКОМ.
Способ осуществляется следую1цим образом.
Термоэлектродные проволоки 1 сваривают между собой, оплавляя торпы этих проволок до получения сферы 2 диаметром приблизительно равным четыПри больших значениях угла ot, сни- жаетс51 механическая прочность сдеп- ления деформированного металла сферы с внутренней поверхностью наконе 5 ника. Кроме того, увеличение угла приводит к необходимости увеличиват диаметр наконечника, что, в конечном итоге, повьш1ает показатель термичес кой инерции термопары.
При меньших значениях угла оО ув личивается протяженность горячего
10
спая, усложняется запрессование сфе ры термоэлектродов с выполнением тр бования по полному использованию ме талла сферы, т.е. без разделения ме талла сферы в процессе запрессовы- вания.
Далее собранные таким образом тер мопарные провода с наконечником скрепляют между собой путем сплавления части сферы с торцом наконечник
Сплавление производят сваркой с применением присадочного материала или опайкой высокотемпературным при
20
рем диаметрам проволоки. При появле- поем 5. При сварке применяют присании окисления на поверхности сварного шва производят удаление окислов химическим способом. Далее осуш,еств- ляют контроль внешнего вида поверхности литого металла шва, корня шва и участков проволок, примыкающих к шву, на наличие трещин, неоплавлений надрезов и утонений проволоки в околошовной зоне.
Для дальнейшей сборки горячего спая используют только те сварные соединения, которые не содержат указанных дефектов.
Затем сваренные проволоки пропускают в конусное отверстие наконечника 3 термопары и производят запрес- совывание сферы термоэлектродов в отверстии. Сфера термоэлектродных проволок, деформируясь в отверстии и заполняя нижнюю его часть, принимает форму конической пробки, при этом корень шва, сами проволоки, их участки, примыкающие к шву, в процессе запрессовывания не подвергаются деформационным изменениям, что обеспечивает сохранность их исходного состояния 4.
Размеры конусного отверстия выбирают таким образом, что металл сферы „ого класса со следующими размерами
2 конусного отверстия: угол при вершине oi 20 ; диаметр проходного отверспосле запрессовывания занимает - и
4
объема отверстия. Угол при вершине конуса oL берут в пределах 20-30 .
тия (диаметр нижнего основания конуса) 1,5 мм; глубина отверстия (высо
192
При больших значениях угла ot, сни- жаетс51 механическая прочность сдеп- ления деформированного металла сферы с внутренней поверхностью наконеч- 5 ника. Кроме того, увеличение угла приводит к необходимости увеличивать диаметр наконечника, что, в конечном итоге, повьш1ает показатель термической инерции термопары.
При меньших значениях угла оО увеличивается протяженность горячего
10
спая, усложняется запрессование сферы термоэлектродов с выполнением требования по полному использованию ме- талла сферы, т.е. без разделения металла сферы в процессе запрессовы- вания.
Далее собранные таким образом термопарные провода с наконечником скрепляют между собой путем сплавления части сферы с торцом наконечника.
Сплавление производят сваркой с применением присадочного материала или опайкой высокотемпературным при
0
дочный материал,, идентичный материалу наконечника, при опайке используют жаропрочный припой.
Изготовленную термопару устанавливают в корпус термоэлектрического термометра.
При изготовлении горячего спая термопары с хромелъ-алюмелевыми термоэлектродными проволоками диаметром 5 0,5 мм сварку торцов проволок производят импульсной аргонодуговой сваркой до получения сферы (шарика) диаметром приблизительно равным 2 мм. Сварку проводят на режиме: амплиту- 0 да импульса сварочного тока 10 А; длительность импульса 0,8 с; расход аргона 2-3 л/мин, в теплоотводяш;ем 3 ажиме.
После сварки и при необходимости 5 очистки сварного шва от окисления производят контроль диаметра сферы и контроль в 1ешнего вида сварного соединения на отсутствие треш,ин, несплавлений, подрезов и утонений проволок в околошовной зоне.
Далее сферу термоэлектродов запрессовывают в коническое отверстие наконечника термопары. Наконечник выполняют из нержавеющей стали аустенит0
тия (диаметр нижнего основания конуса) 1,5 мм; глубина отверстия (высо3127861
та конуса) 2,5 мм. Диаметр наконечника берут равным 2,8 мм. Запрессовыва- ние производят в специальном приспособлении, при этом металл сферы заполняет приблизительно 2/3 объема отвер- 5 стия.
После запрессовывания кромки торца наконечника сплавляют с частью металла деформированной сферы посред- Ш ством спайки высокотемпературным припоем системы никель - хром - марганец - кобальт Навеску припоя укладывают в незаполненное отверстие наконечника
и расплавляют в вакууме порядка 10 мм рт.ст.
Металлографический анализ макроструктуры горячего спая показывает, что часть запрессованной сферы термо- электродов и наконечник сплавлены между собой с образованием монолитного и плотного соединения. При этом исходное состояние корня шва и участков проволок в околошовной зоне сох- раняется неизменным, поскольку эти элементы горячего спая не подвержены непосредственному воз действию жидкого
5
5
0 -
металла припоя благодаря экранировке металлом запрессованной сферы.
При опайке попутно с процессом сплавления торца наконечника с частью запрессованной сферы происходит диффузионная сварка металла запрессованной сферы с наконечником по площади их совместного контактирования, что обеспечивает достижение максимального физического контакта запрессованной сферы термоэлектродов с наконечником.
Формула изобретения
Способ изготовления горячего спая термопары, заключающийся в размещении термоэлектродов в наконечнике и скреплении их с последним посредством сплавления, отличающийся тем, что, с целью повышения механической прочности и вибростойкости горячего спая, концы термоэлектродов перед размещением в наконечнике сваривают с образованием сварного шва в виде сферы, которую затем запрессовывают в коническое отверстие наконечника, а при сплавлении наконечник соединяют с верхней частью сферы.
Фчг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления горячего спая термопары | 1984 |
|
SU1236331A1 |
| Способ изготовления горячего спая термопары | 1986 |
|
SU1362954A1 |
| Способ изготовления горячего спая кабельной термопары | 1988 |
|
SU1624277A1 |
| Способ изготовления горячего спая термопары из тугоплавких материалов | 1987 |
|
SU1578512A1 |
| Способ изготовления горячего спая кабельной термопары | 1987 |
|
SU1545097A2 |
| Способ изготовления горячего слоя термопары из тугоплавких материалов | 1984 |
|
SU1224610A1 |
| Способ изготовления кабельной термопары | 1989 |
|
SU1696902A1 |
| Способ изготовления горячего спая кабельной термопары | 1986 |
|
SU1420390A1 |
| Способ изготовления горячего спая кабельной термопары | 1987 |
|
SU1469365A1 |
| Способ изготовления рабочего спаяТЕРМОпАР из ТугОплАВКиХ МАТЕРиАлОВ | 1978 |
|
SU800691A1 |
Изобретение относится к термометрии и позволяет повысить механическую прочность и вибростойкость горячего спая. Сваривают концы термоэлектродных проволок 1 с образованием сварного шва в виде сферы. Запрессовывают полученную сферу в коническом отверстии наконечника 3 термопары, преобразуя ее в коническую пробку. Сплавляют части сферы сварного шва термоэлектродных проволок с торцом наконечника 3, например, опайкой высокотемпературным припоем 5. Термопару размещают в корпусе термоэлектрического термометра. 4 ил. (С (Л N3 00 О5 о Фиг.
Составитель В. Агапова Редактор О. Юрковецкая Техред Л.Олейник Корректор А. 1-1г1ьин
Заказ 6822/36Тираж 778Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Термопара | 1972 |
|
SU537260A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ЗАПРАВОЧНАЯ СТАНЦИЯ СЖИЖЕННЫХ УГЛЕВОДОРОДНЫХ ГАЗОВ | 2000 |
|
RU2181175C2 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
