Изобретение относится к порошковой металлургии, в частности к способам деформации спеченных заготовок из тугоплавких металлов и сплавов.
Цель изобретения повышение выхода годного при деформации пористых заготовок из вольфрамрениевых сплавов.
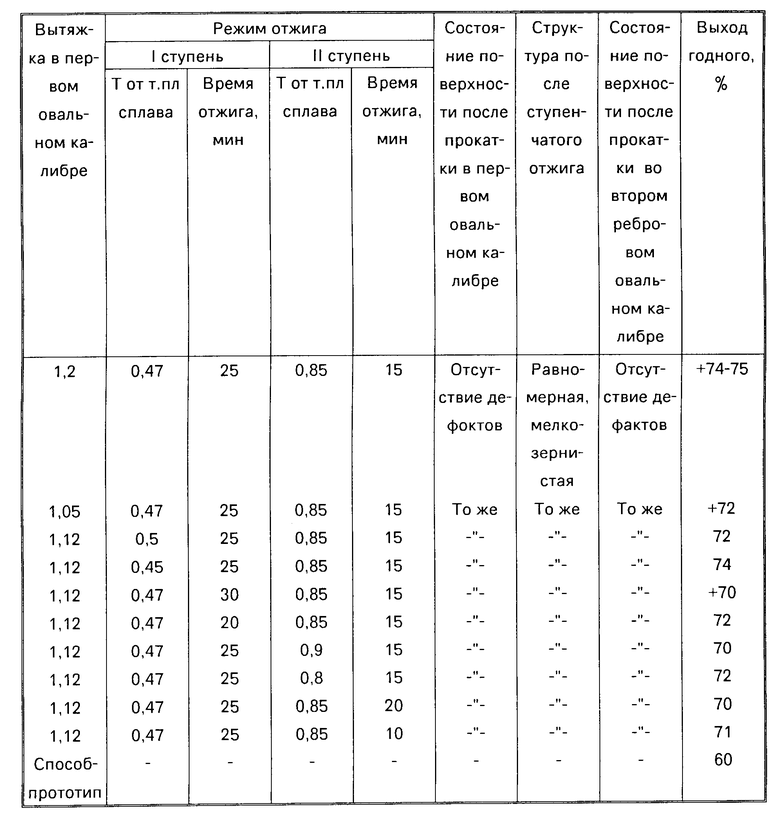
П р и м е р. Проводили деформацию партии спеченных заготовок сечением 9,5˙9,5 мм из вольфрамрениевого сплава ВР-20 с содержанием 20% рения, в которой количество заготовок с плотностью 80-85% от теоретического значения составляло 50% от общего числа.
На первом проходе прокатку осуществляли в овальном калибре с коэффициентом вытяжки 1,02-1,23 после предварительного нагрева при 1400оС в защитной среде, затем проводили ступенчатый отжиг в защитной среде сначала при 1250-1720оС (0,4-0,55 от температуры плавления сплава ВР-20, равной 3150оС) в течение 15-35 мин, а затем при 2360-2990оС (0,75-0,95 от температуры плавления сплава ВР-20) в течение 5-25 мин. Далее прокатку проводили с предварительным нагревом 1400оС в защитной среде в ребровом овальном калибре с коэффициентом вытяжки 1,5, затем отжигали при 1200оС в защитной среде. Последующую обработку проводили в системе калибров "овал-ребровой овал" с коэффициентом вытяжки 1,5 с предварительным нагревом перед каждым проходом при 1400оС.
Для получения сравнительных данных производили прокатку по способу-прототипу. Полученные данные приведены в таблице. Прокатка заготовок в первом овальном калибре с коэффициентом вытяжки меньше 1,05 вызывает образование расслоения из-за неравномерности деформации по сечению. При деформации с коэффициентом вытяжки выше 1,2 происходит разрушение материала и образование трещин из-за высокого упрочнения материала.
Отжиг после прокатки в овальном калибре при температуре ниже 0,45 от температуры плавления сплавов замедляет протекание процессов полигонизации, что способствует образованию неравномерной структуры и понижению выходов годного.
Отжиг при температуре выше 0,5 от температуры плавления сплавов способствует быстрому протеканию процесса рекристаллизации, что приводит к образованию зон с неравномерной крупнокристаллической структурой.
Уменьшение времени выдержки при отжиге (менее 20 мин) замедляет процессы полигонизации и возврата, что способствует образованию неравномерной структуры и понижению выходов годного.
Увеличение же времени выдержки (более 30 мин) вызывает образование зон местной рекристаллизации, что приводит к неоднородности структуры по сечению.
Проведение ступенчатого отжига при температуре менее 0,8 от температуры плавления сплавов замедляет процесс уплотнения материала за счет низкого значения коэффициента самодиффузии.
Повышение температуры отжига до более 0,9 от температуры плавления сплавов приводит к чрезмерному уплотнению материала и роста зерен, что снижает его пластичность и ухудшает обрабатываемость. Уменьшение времени выдержки при отжиге (менее 10 мин) не позволяет получать заготовки с плотностью, достаточной для последующей обработки, увеличение же времени выдержки (более 20 мин) приводит к интенсивному росту зерен, что ухудшает обрабатываемость материала.
Предлагаемый способ позволяет увеличить выход годного продукта на 10-15% за счет получения высокоплотных заготовок с мелкозернистой равномерной структурой без трещин и расслоя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
| Способ деформации спеченных пористых заготовок из вольфрамовых сплавов | 1989 |
|
SU1623834A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ, ТЕХНОЛОГИЯ "Т-D" | 1996 |
|
RU2100106C1 |
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1986 |
|
SU1431895A2 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВ ДИАМЕТРОМ 8-60 ММ ИЗ МАЛОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 2023 |
|
RU2808615C1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ ПРОКАТНОГО СТАНА | 2003 |
|
RU2255819C2 |
| Дистанционирующая проволока для тепловыделяющих сборок ядерных реакторов и способ ее изготовления | 2023 |
|
RU2829229C1 |
| СПОСОБ ПРОИЗВОДСТВА КОЛЛЕКТОРНЫХ ПРОФИЛЕЙ | 1996 |
|
RU2087216C1 |
Изобретение относится к порошковой металлургии, в частности к способам деформации спеченных заготовок из тугоплавких металлов и сплавов. Целью изобретения является повышение выхода годного при деформации пористых заготовок из вольфрамрениевых сплавов, что достигается многократной прокаткой заготовок в системе калибров "овал-ребровой овал", при которой прокатку в первом овальном калибре производят с коэффициентом вытяжки 1,05-1,2, а последующий отжиг проводят ступенчато в защитной среде, сначала при 0,45-0,5 от температуры плавления сплавов в течение 20-30 мин, а затем при 0,8 0,9 от температуры плавления в течение 20 30 мин, дальнейшей прокаткой с отжимом заготовок перед каждым проходом в защитной среде и окончательным отжигом заготовки в защитной среде после прокатки в ребровом овальном калибре. 1 табл.
СПОСОБ ДЕФОРМАЦИИ СПЕЧЕННЫХ ПОРИСТЫХ ЗАГОТОВОК ИЗ ВОЛЬФРАМРЕНИЕВОГО СПЛАВА, включающий многократную прокатку заготовок в системе калибров "овал
ребровой овал" с отжигом заготовок перед каждым проходом в защитной среде и окончательный отжиг прокатанных заготовок в защитной среде после прокатки в ребровом овальном калибре, отличающийся тем, что, с целью повышения выхода годного, прокатку в первом овальном калибре проводят с коэффициентом вытяжки 1,05 1,2, а последующий отжиг осуществляют ступенчато в защитной среде сначала при 0,45 0,5 от температуры плавления сплавов в течение 20 30 мин, а затем при 0,8 0,9 от температуры плавления в течение 10 20 мин.
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
