Изобретение относится к порошке- вой металлургии и может быть исполь- зовано при деформации спеченных за- готовок из вольфрама и его сплавов.
Цель изобретения - снижение ве- личины расслоя.
Поставленная цель достигается тем, что прокатку заготовок в первых двух калибрах осуществляют с единич- ными вытяжками, определяемыми по формуле „
А 9,3 0 - 13,7456 + 6,14, где IV - единичная вытяжка;
Q - относительная плотность исходного материала.
Пример 1. Вольфрамовые шта- бики с кремнещелочной присадкой мар- ки ВА, размером 10,5x10,5x450 мм с исходной плотностью 0,8 нагревают до температуры прокатки 1450-1500°С в атмосфере водорода и катают в системе вытяжных калибров овал -
ребровой овал с вытяжкой 1,1 в первом овальном калибре. Измеряют плотность после первого калибра, которая составила 0,87. После нагрева этой заготовки в водородной печи катают во втором калибре (ребровой овал) с вытяжкой 1,23. Полученную заготовку отжигают при 2200°С в течение 5 мин и измеряют плотность, которая составила 0,97. Эту заготовку после нагрева прокатывают по режимам, принятым в заводских условиях по обработке вольфрама в калибрах. Ич полученных катаных прутков получают проволоку диаметром 0,3 мм. Дефектоско- пирование этой проволоки показало 12% расслоя. Одновременно штабики катали с вытяжками, равными в первом овальном калибре 1,14 и 1,08. Прутки, полученные по этому режиму, обрабатывали до проволоки диаметром 0,3 мм. Проволока имела расслой 15 и 13% соответственно.
(Л
с&
со
00
со
Јь
Пример 2 Вольфрам-рениевые штабнки с содержанием рения 20% раз- мером 8,5x8,6x360 мм и исходной плотностью 0,9 нагревают в защитной атмосфере до 1450-1500°С и прокатывают в первом овальном калибре с вытяжкой 1,28 Измеряют плотность, которая составила 0,95. После промежуточного нагрева заготовки до темпе- ратуры прокатки ее катают во втором калибре (ребровой овал) с вытяжкой 1,47 Полученные прутки отжигают при в течение 20 мин и измеряют плотность, которая составила 0,97. Дальнейшую прокатку проводят с вы- тяжками принятыми в заводских усло- виях для прокатки тугоплавких метал - лов. Из полученных прутков изготови- ли проволоку диаметром 0,3 мм. Про- верка на дефектоскопе показало 7% расслоя Такие же штабяки с такой плотностью прокатывали в первом овальном калибре с вытяжками, равными 1,35 и 1,24. Из этих прутков из готовили проволоку, диаметром 0,3 мм проверили на дефектоскопе, который показал 15 и 13% расслоя соответственно.
Для получения сравнительных ных проводили прокатку штабиков с исходной плотностью, как в примерах 1 и 2, по известной технологии
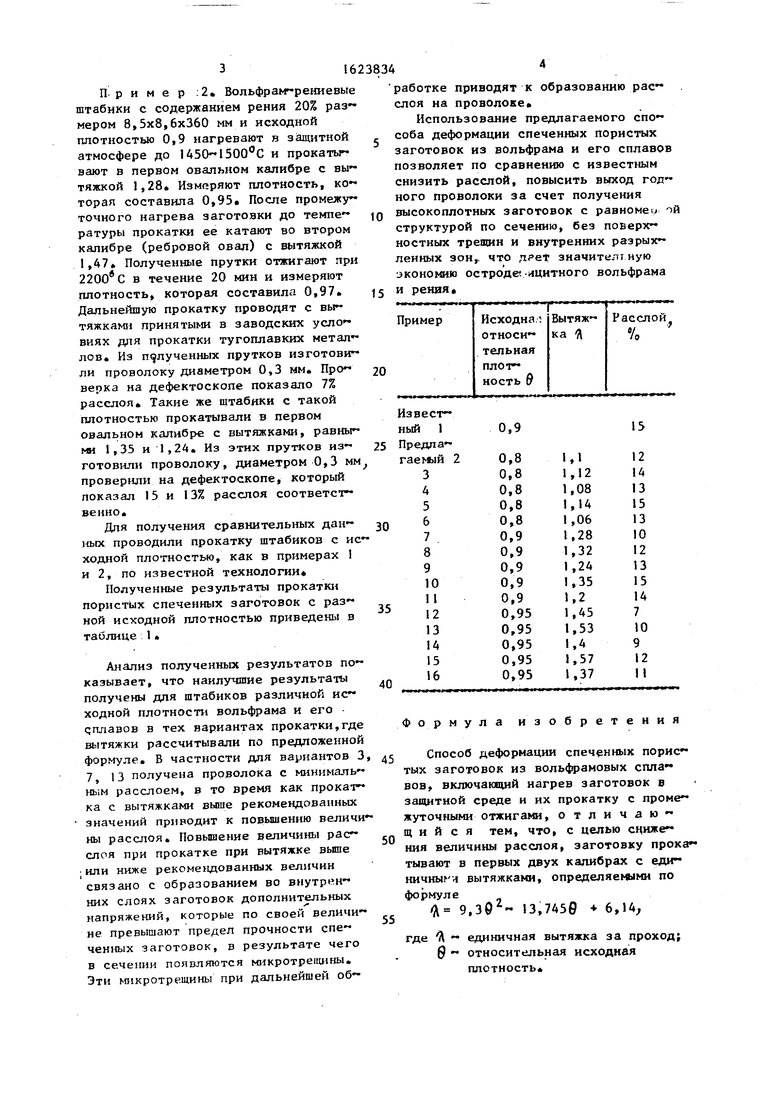
Полученные результаты прокатки пористых спеченных заготовок с разной исходной плотностью приведены в таблице 1.
5
работке приводят к образованию расслоя на проволоке
Использование предлагаемого способа деформации спеченных пористых заготовок из вольфрама и его сплавов позволяет по сравнению с известным снизить расслой, повысить выход годного проволоки за счет получения высокоплотных заготовок с равномеи ой структурой по сечению, без поверхностных трещин и внутренних разрыхленных зон, что дяет значится ную экономию остродек -ицитного вольфрама и рения
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ ИЗ СПЕЧЕННЫХ МАТЕРИАЛОВ НА ОСНОВЕ ВОЛЬФРАМА | 1986 |
|
SU1431183A1 |
| Способ изготовления проволоки из спеченных материалов на основе вольфрама | 1980 |
|
SU971575A2 |
| СПОСОБ ДЕФОРМАЦИИ СПЕЧЕННЫХ ПОРИСТЫХ ЗАГОТОВОК ИЗ ВОЛЬФРАМРЕНИЕВОГО СПЛАВА | 1985 |
|
SU1279145A1 |
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1986 |
|
SU1431895A2 |
| ЗАГОТОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373024C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ | 1999 |
|
RU2166388C1 |
| СИСТЕМА КАЛИБРОВКИ ВАЛКОВ | 2011 |
|
RU2490079C2 |
| СПОСОБ ПРОКАТКИ СТАЛЬНЫХ СОРТОВЫХ ПРОФИЛЕЙ | 2011 |
|
RU2465079C1 |
| Способ изготовления деформированных прутков из порошков быстрорежущих сталей | 1980 |
|
SU969457A1 |
Изобретение относится к области порошковой металлургии, в частности к способам деформации спеченных за готовок из вольфрама и его сплавов. Цепь изобретения - снижение расслое ния заготовок. Поставленная цель достигается тем, что прокатка заготовок в первых двух калибрах производится с единичными вытяжками, определяемыми по формуле А 9,3 о - -13,745 9 + 6,14, где А - единичная вытяжка та проход; 9 - относительная плотность исходного материала. 1 табл.
Анализ полученных результатов показывает, что наилучшие результаты получены для штабиков различной исходной плотности вольфрама и его - дплавов в тех вариантах прокатки,где вытяжки рассчитывали по предложенной формуле. В частности для вариантов 3 7, 13 получена проволока с минимальным расслоем, в то время как прокатка с вытяжками выше рекомендованных значений приводит к повышению величины расслоя. Повышение величины расслоя при прокатке при вытяжке выше или ниже рекомендованных величин связано с образованием во внутренних слоях заготовок дополнительных напряжений, которые по своей величине превышают предел прочности спеченных заготовок, в результате чего в сечении появляются микротрещины. Эти микротрещины при дальнейшей об-
Формула изобретения
Способ деформации спеченных пористых заготовок из вольфрамовых спла BOB, включающий нагрев заготовок в защитной среде и их прокатку с промежуточными отжигами, отличающийся тем, что, с целью снижения величины расслоя, заготовку прока- тывают в первых двух калибрах с единичными вытяжками, определяемыми по формуле
А 9.302- 13,7450 + 6,14,
где Д - единичная вытяжка за проход; 9 - относительная исходная плотность
| 0 |
|
SU403499A1 | |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ деформации спеченных заготовок из вольфрама | 1980 |
|
SU908531A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
