Изобретение относится к способу упаковки штабелей штучных предметов, которые образованы из множества частей штучных предметов. Такое устройство известно, например, из документа ЕР 013 549 А1, поданного заявителем. Настоящее изобретение относится, в частности, к обертыванию штабелей товаров, образованных из множества пакетов. Такие штабели товаров обертывают термоусадочным или трубчатым чехлом, который, соответственно, выполнен из участка длины трубчатой пленки, причем трубчатую пленку обычно сваривают для образования трубчатого чехла на закрытом конце трубчатого чехла, который должен быть образован, и отделяют от подаваемого материала рулона исходного материала трубчатой пленки. Данные этапы способа обычно выполняют до того, как трубчатая пленка натянута на штабель товаров. Для надевания материал трубчатой пленки обычно размещают на пальцы, которые перемещаются в направлении вверх вдоль штабеля товаров, причем пленка снимается с пальцев и выравнивается параллельно боковым стенкам штабеля товаров. В процессе пленка может обрабатываться как термоусадочная пленка.
В данном процессе трубчатый пленочный материал обычно надевают на штабель штучных предметов без какого-либо натяжения. Затем пленочный материал нагревают, при этом происходит ослабление ориентации молекул пленочного материала и пленка входит в плотный контакт с контуром штабеля штучных предметов. Однако, трубчатая пленка может в равной степени эластично растягиваться до большего размера и во время надевания входить в упругий контакт с контуром штабеля штучных предметов без необходимости отдельной подачи тепла. Таким образом, устройство согласно изобретению и соответствующий способ согласно изобретению подходят как для стягивания трубчатой пленки, так и для растяжения указанной трубчатой пленки.
Во время замены рулона исходного материала трубчатой пленки в устройстве запаздывающий конец рулона исходного материала трубчатой пленки соединяют с ведущим концом нового рулона исходного материала трубчатой пленки. Соединенные для образования таким образом единого целого, пленки нового и предыдущего рулона исходного материала трубчатой пленки транспортируют и подают в направлении к режущему устройству. В известном способе упомянутое режущее устройство работает таким образом, что область соединения между ведущим и запаздывающим концом отделяют режущим устройством. Затем под действием силы тяжести она попадает в область приема штабеля штучных предметов. В этом случае данный отделенный отрезок длины будет иметь ведущий и запаздывающий концы. Перед отделением режущим устройством указанные два конца вытягивают конвейерными роликами конвейерного устройства, так что новый материал пленки вставлять туда не нужно.
Настоящее изобретение основано на проблеме предоставления усовершенствованного устройства для обертывания штабеля штучных предметов и соответствующего способа.
Согласно настоящему изобретению, для решения данной проблемы предусмотрено устройство с признаками по пункту 1 формулы изобретения. Данное известное устройство имеет режущее устройство для разрезания трубчатой пленки, вытягиваемой из рулона пленки методом, который в принципе известен. Данное режущее устройство может быть объединено со сварочным устройством для сварки трубчатой пленки на ее верхней стороне и последующего образования трубчатого чехла, закрытого с верхней стороны. Однако данная характеристика не является с изобретательской точки зрения существенной для настоящего изобретения. Разумеется, можно также надевать чехол на верхнюю сторону вокруг штабеля штучных предметов в незапаянном виде, чтобы соединить отдельные части штучного товара с устройством и обеспечить крепление упомянутых частей штучного товара, при этом защита от атмосферных воздействий и, следовательно, закрытие пленочного чехла сверху при помощи поперечного сварочного шва не является актуальным. В способе, который в принципе является известным, устройство имеет блок подгонки, предназначенный для установки пленочного чехла над штабелем штучных предметов и, дополнительно, конвейерное устройство для вытягивания заданной длины трубчатой пленки из рулона исходного материала трубчатой пленки. Согласно изобретению предусмотрено также выпускное устройство для выпуска отрезка длины трубчатой пленки. Данное выпускное устройство обычно предусмотрено ниже по ходу движения от режущего устройства, так что соединенные ведущие и запаздывающие концы могут сначала миновать режущее устройство, чтобы взаимодействовать с выпускным устройством, которое обычно фиксирует отрезок длины над областью приема для штабеля штучных предметов и обычно транспортирует указанный отрезок длины из устройства в поперечном направлении, так что отрезок длины не попадает в область приема, что является обычным для данного уровня техники. Это связано с тем, что отрезок длины в этот момент должен фиксироваться вручную, что требует прерывания работы устройства в связи с необходимостью обеспечения безопасности обслуживающего персонала.
Устройство согласно изобретению и способ согласно изобретению обеспечивают решение данной проблемы при помощи выпускного устройства, посредством которого отрезок длины фиксируется автоматически и выпускается из действующего устройства, то есть удаляется из указанного устройства, чтобы предотвратить воздействие на работу устройства для обертывания штабеля штучных предметов и обеспечить продолжение указанной операции даже при замене рулона исходного материала трубчатой пленки.
Согласно еще одному предпочтительному развитию настоящего изобретения, ниже от режущего устройства по ходу движения в направлении транспортировки трубчатой пленки предусмотрено выпускное устройство. Данный предпочтительный вариант обусловлен тем условием, что область приема штабеля штучных предметов обычно предусмотрена в верхнем направлении, то есть ниже режущего устройства по ходу движения в направлении силы тяжести, то есть ниже режущего устройства. Таким образом, область соединения между запаздывающим и ведущим концами, может быть разрезана режущим устройством и входить в контакт с выпускным устройством в направлении вниз по ходу движения в направлении силы тяжести Земли, чтобы выпускаться туда упомянутым выпускным устройством. В данном случае режущее устройство обычно поставляется вместе со сварочным устройством. Настилающее устройство обычно располагают ниже по ходу движения от режущего устройства в случае устройства согласно изобретению. Посредством данного настилающего устройства настилаемая пленка, которая подается в виде плоского материала, накладывается так, что надевающее устройство может внедряться в настилаемую пленку, которая открыта с нижней стороны. Данное настилающее устройство обычно предусмотрено непосредственно под режущим и/или сварочным устройством, причем в направлении транспортировки трубчатой пленки обычно предусмотрено сначала режущее устройство, а затем сварочное устройство, так что трубчатый чехол можно сваривать и одновременно отделять от подаваемого рулона исходного материала трубчатой пленки во время остановки устройства транспортировки пленки.
Согласно еще одному развитию настоящего изобретения, выпускное устройство настилающего устройства расположено выше по ходу движения трубчатой пленки в направлении транспортировки, предпочтительно между сварочным и/или режущим устройством и настилающим устройством. Таким образом, создано компактное и функциональное устройство, которое надежно предотвращает перемещение выпускаемого отрезка длины в рабочую зону настилающего блока и от воздействия в это время на функциональные компоненты упомянутого настилающего блока. Соответственно это относится и к надевающему устройству. Отрезок длины, который должен быть выпущен, не может повлиять на бесперебойную работу и взаимодействовать с датчиками, которые там могут быть предусмотрены для контроля нормальной работы устройства.
Кроме того, конвейерное устройство предпочтительно снабжено конвейерными роликами, которые зажимают трубчатую пленку. Данные конвейерные ролики выполнены способом, который в принципе известен, вверх по ходу движения от сварочного и/или режущего устройства в направлении транспортировки, то есть в направлении гравитационного поля Земли над указанным сварочным и/или режущим устройством. Соответственно, трубчатая пленка транспортируется, то есть опускается, предпочтительно в направлении сварочного и/или режущего устройства в гравитационном поле Земли, так что не требуются сложные направляющие устройства и отрезок длины, подлежащий выпуску, может быть опущен и/или спускаться на выпускное устройство посредством конвейерных роликов.
Согласно дальнейшему предпочтительному развитию настоящего изобретения, выпускное устройство имеет конвейерный элемент, который выполнен с возможностью перемещения из положения покоя в положение выпуска, и в котором конвейерный элемент предусмотрен в гравитационном поле Земли под сварочным и/или режущем устройством. В данном выпускаемом положении отрезок длины, перемещаемый в направлении надевающего устройства, входит в контакт с транспортирующим элементом, так что указанный отрезок длины может быть выпущен. В положении покоя, напротив, конвейерный элемент в гравитационном поле Земли непосредственно под сварочным и/или режущим устройством отсутствует, так что трубчатая пленка может надеваться оттуда посредством настилающего устройства и/или захватываться надевающим устройством и натягиваться на штабель штучных предметов. Соответственно, конвейерный элемент обеспечивает обычную работу устройства в положении покоя, в то время как отрезок длины может быть транспортирован и выпущен в положении выпуска. Перемещение из положения покоя в положение выпуска может происходить посредством поступательного или поворотного перемещения реверсивного шкива на стороне выпуска.
Конвейерный элемент может быть образован захватным рычагом или тому подобным, который захватывает и выпускает трубчатую пленку. При этом предусмотрено простое непрерывно циркулирующее конвейерное средство, которое изгибается вокруг реверсивного шкива, предусмотренного на краю рамы, которая обрамляет штабель штучных предметов, подлежащий обертыванию, на стороне выгрузки. Данная рама обычно поддерживает стандартным образом сварочное и/или режущее устройство на своей верхней стороне, а также, как правило, конвейерное устройство. Кроме того, сбоку рама удерживает рулон пленки. Область приема штабеля штучных предметов, подлежащего обертыванию, которая обрамлена рамой, с внешней стороны обычно сканируют датчиками, которые регистрируют присутствие инородного тела или человека, находящегося внутри рам, и в этом случае прерывают операцию в автоматическом режиме во избежание травм и/или материального ущерба. Реверсивный шкив на стороне сброса расположен на краю рамы, то есть предпочтительно таким образом, чтобы выпускаемый отрезок длины находился вне рамы, и чтобы отсутствовал риск того, что отрезок длины взаимодействует с датчиками. Таким образом, после выпуска и опускания на пол выпускаемый отрезок длины может быть удален вручную и без опасности для жизни и здоровья оператора. Для этой цели, например, на внешней стороне рамы могут быть предусмотрены скользящие поверхности, которые облегчают скольжение выпускаемого отрезка длины за счет силы тяжести и помещают указанный отрезок длины на заданный путь.
Устройство согласно изобретению может быть выполнено в виде системы направляющей пленку с двойной головкой, способной удерживать две разные пленки параллельно друг другу. Для этой цели устройство обычно имеет два конвейерных устройства, которые должны работать отдельно друг от друга, причем первое конвейерное устройство расположено на первой трубчатой пленке, а второе конвейерное устройство расположено на второй трубчатой пленке. Данное устройство предоставляет возможность обеспечить две одинаково образованные трубчатые пленки в области конвейерного устройства, так что одна трубчатая пленка находится в положении ожидания в конвейерном устройстве. Когда другая трубчатая пленка использована, работа может быть сохранена непосредственно при помощи привода первой трубчатой пленки. Запаздывающий конец другой трубчатой пленки может быть при этом соединен с ведущим концом рулона исходного материала трубчатой пленки со следующей за ней другой трубчатой пленкой, причем ненужный участок длины может быть транспортирован, отрезан и выпущен во время работы устройства. Например, при надевании трубчатого чехла, изготовленного из одного материала трубчатой пленки, другой материал трубчатой пленки может быть подготовлен посредством выпуска ненужного отрезка длины. Это связано с тем, что когда трубчатую пленку натягивают поверх штабеля штучных предметов, на обертывание штабеля штучных предметов не влияет выпускное устройство, которое может быть расположено на пути транспортировки пленки.
Предлагаемый подход для решения проблемы согласно способу определен в пункте 8 формулы изобретения. В данном способе отрезок длины предпочтительно отрезают только после того, как отрезок длины начал взаимодействовать с выпускным устройством, которое запускает процесс выпуска. Если выпускное устройство образовано гибким конвейерным элементом, данное взаимодействие возникает, как только отрезок длины попадает в конвейерное устройство, где применима система непрерывно циркулирующего конвейера или захват отрезка длины захватным рычагом. Только если отрезок длины может контролироваться таким образом выпускным устройством, другой конец отрезка длины, который все еще соединен с конвейерным устройством, будет отделен и, следовательно, станет свободно гибким.
Дополнительные подробности и преимущества настоящего изобретения могут быть получены из следующего описания варианта осуществления в сочетании с чертежом. На данном чертеже показаны следующие фигуры:
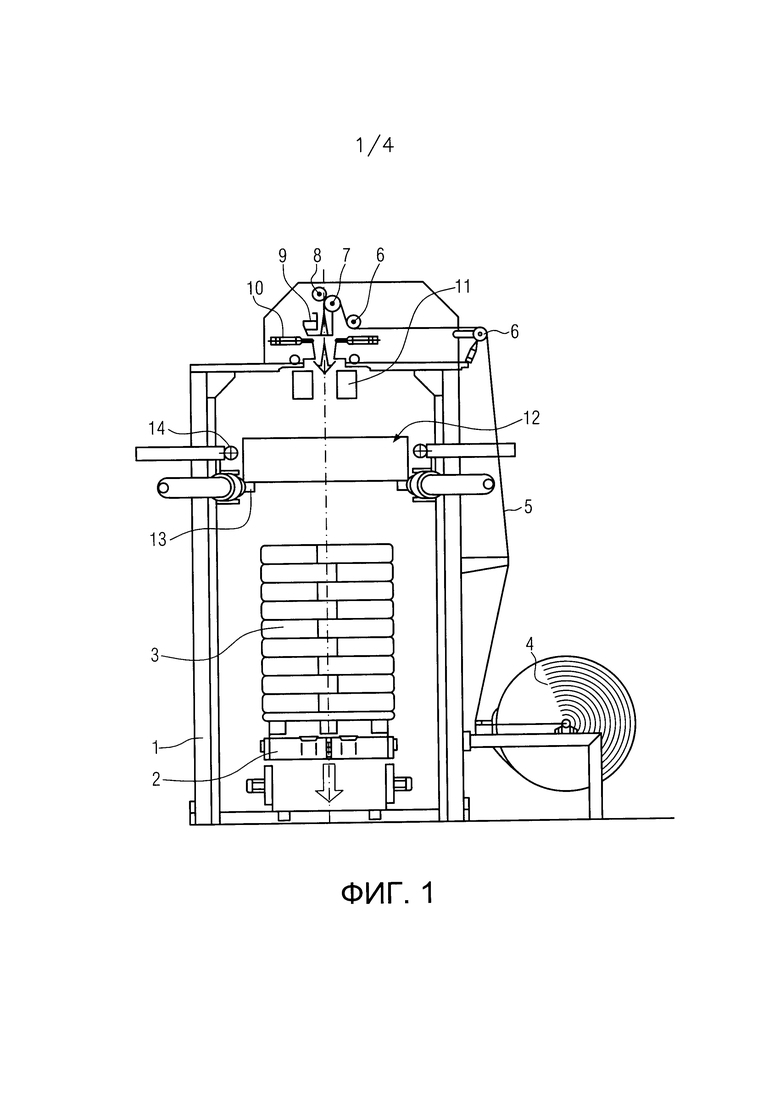
Фиг. 1 - вид сбоку варианта осуществления;
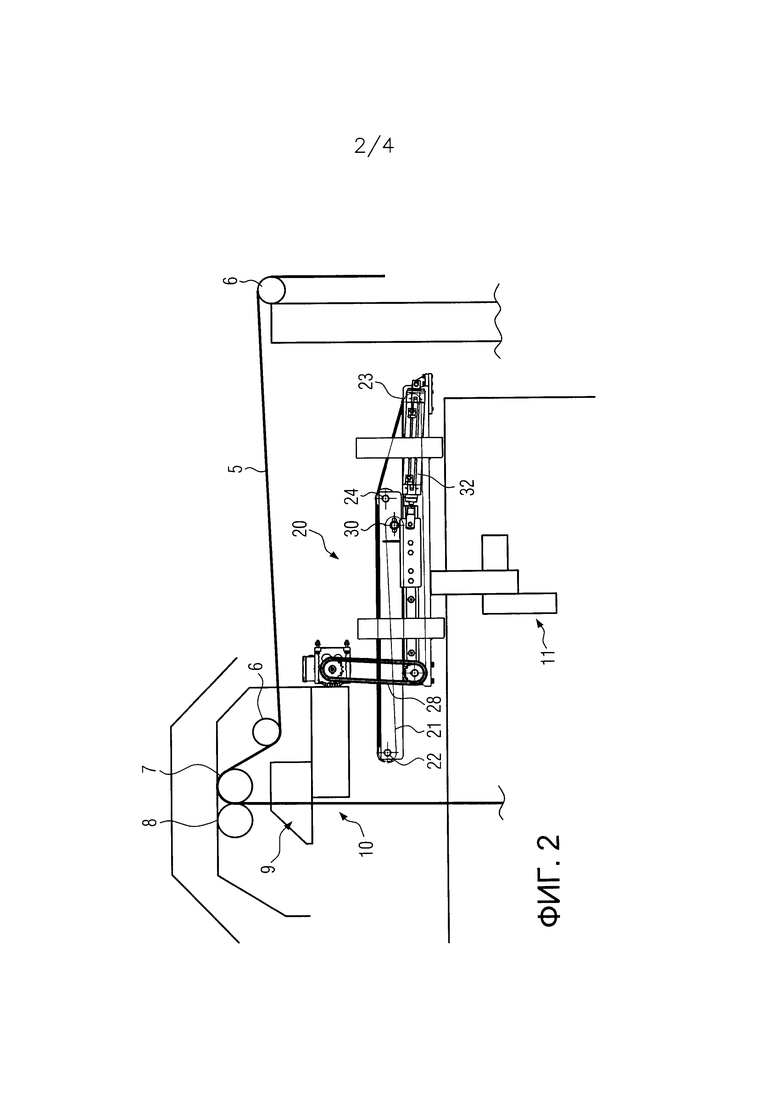
Фиг. 2 - деталь II по фиг. 1 выпускного устройства в увеличенном виде в положении покоя;
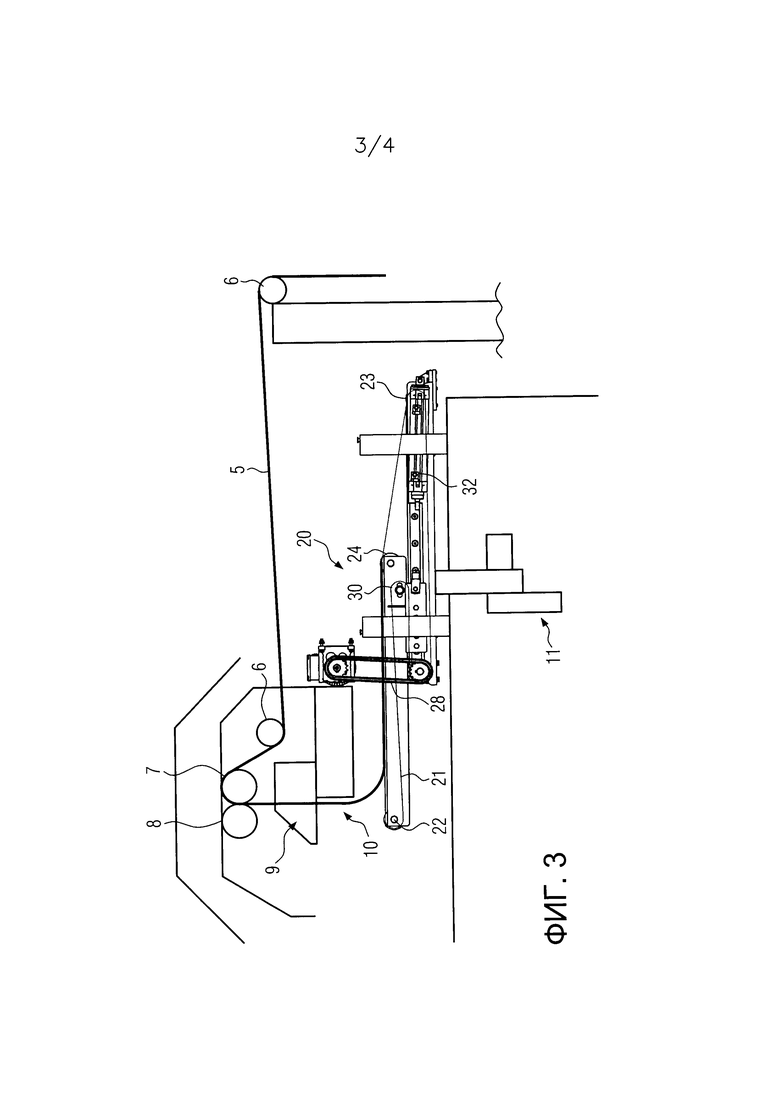
Фиг. 3 - деталь II по фиг. 2 выпускного устройства в положении выпуска и
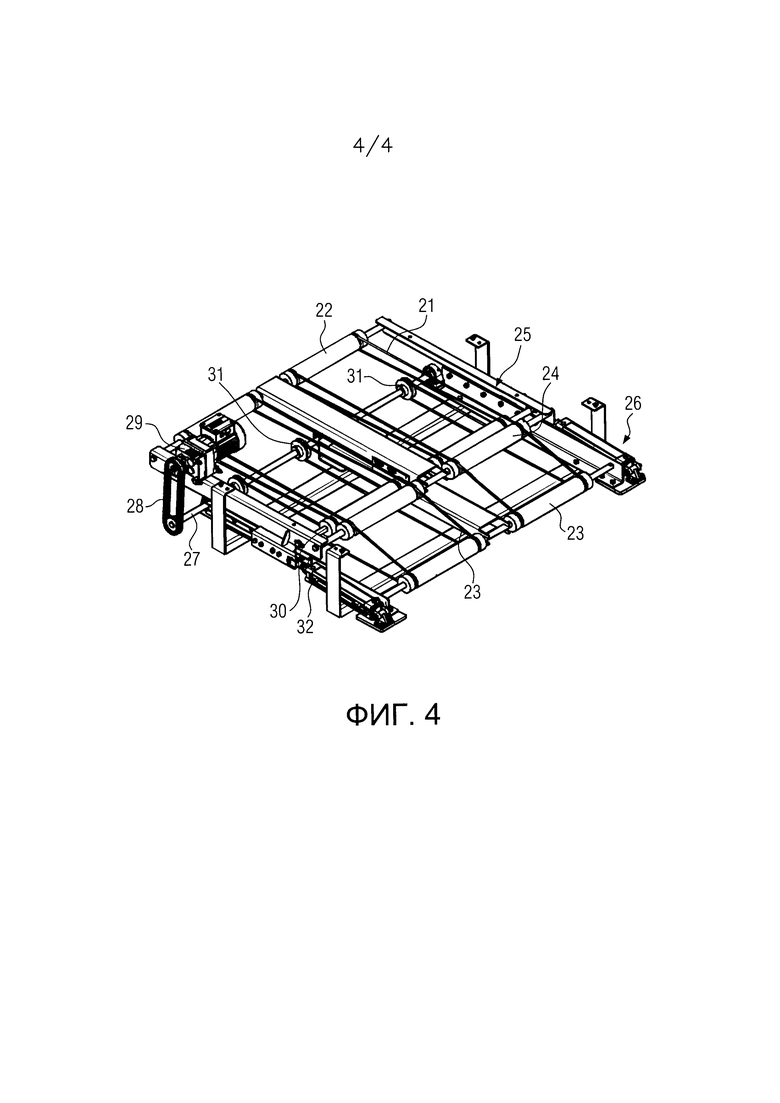
Фиг. 4 - вид сверху в перспективе выпускного устройства показанного варианта осуществления.
Вариант осуществления устройства согласно изобретению, показанный на фиг. 1, содержит раму 1, между вертикальными стойками которой расположена полоса 2 для приема и выпуска штабелей 3 штучных предметов, образованных соответственно из множества частей штучных предметов в виде пакетов, размещенных друг на друге или рядом друг с другом. Рулон 4, на который намотана трубчатая пленка 5, установлен на раме 1 свободно гибким образом. В намотанном состоянии боковые кромки трубчатой пленки 5 согнуты внутрь. Впоследствии используемая пленка является рукавом 5 чехла. Трубчатую пленку 5 подают в конвейерное устройство, образованное двумя конвейерными роликами 7, 8, посредством реверсивных шкивов 6, причем конвейерный ролик, обозначенный ссылочной позицией 7, приводится в действие двигателем и трубчатая пленка зажимается между конвейерным роликом 7 и конвейерным роликом 8. Ниже данного конвейерного устройства 7, 8 расположено режущее устройство 9, которое выполнено для отделения материала трубчатой пленки, свисающего с конвейерных роликов 7, 8. В конвейерном устройстве позади данного режущего устройства 9 имеется сварочное устройство 10 с уплотнительными губками, которые можно перемещать по направлению друг к другу, выполненное выше по ходу движения от настилающего устройства 11 в направлении транспортировки трубчатой пленки 5 и, следовательно, в направлении гравитационного поля Земли. Настилающее устройство 11 имеет всасывающие коробки, которые можно перемещать по направляющим, удерживающие материал трубчатой пленки 5 за счет отрицательного давления, и которые можно перемещать в продольном и/или поперечном направлении друг к другу, чтобы открыть рукав чехла для введения надевающего устройства 12 в трубчатую пленку 5 (см. DE 20 2014 102 841 U1).
Надевающее устройство 12 содержит захватывающие пальцеобразные элементы 13, которые могут перемещаться синхронно, то есть вертикально, в направлении вверх вертикальных стоек и которые могут внедряться в открытую трубчатую пленку. Захватывающие пальцеобразные элементы 13 также могут перемещаться горизонтально в направлении друг к другу и/или друг от друга, чтобы сначала внедряться с одной стороны в трубчатую пленку 5, которая открыта на нижней стороне, и затем растягивать указанную трубчатую пленку до размера, большего, чем площадь основания штабеля 3 штучных предметов. В данном процессе трубчатая пленка 5 может эластично растягиваться, как известно из документа ЕР 013 549 А1 заявителя. Конструкция устройства для обертывания штабеля штучных предметов, описанного выше, по существу представлена и объяснена в ЕР 2 719 628 В1 и/или в ЕР 2 336 033 В1 или в DE 10 2013 019 576 В4 или, предпочтительно, в DE 1 938 960 С1.
Как и в упомянутом выше уровне техники, захватывающие пальцеобразные элементы 13 соответствующим образом связаны с приводными роликами 14, которые после введения расширяющихся пальцев 13 в трубчатую пленку 4 зажимают материал трубчатой пленки между собой и захватывающими пальцеобразными элементами 13, и которые могут толкать захватывающие пальцеобразные элементы 13 посредством привода. Во время опускания отдельных захватывающих пальцеобразных элементов 13 вдоль штабеля 3 штучных предметов и в направлении вверх штабеля 3 штучных предметов, трубчатая пленка 5, обернутая таким образом, удаляется и/или снимается с захватывающих пальцеобразных элементов 13 и укладывается на штабель 3 штучных предметов. Перед этим посредством приведения в действие режущего устройства 9 и сварочного устройства 10 обычно образуют трубчатый чехол, который закрыт с верхней стороны и верхняя часть которого плотно прилегает к верхней стороне штабеля 3 штучных предметов, в то время как захватывающие пальцеобразные элементы 13 опускаются и, следовательно, создают противодействующее сопротивление, что гарантирует, что пленки будут сняты с захватывающих пальцеобразных элементов 13. Следовательно, чтобы снять материал трубчатой пленки 5 с захватывающих пальцеобразных элементов 13 приводные ролики 14 необязательно должны вращаться в обратном направлении во время надевания.
На фиг. 2 и 3 показано выпускное устройство, которое в показанном варианте осуществления обозначено ссылочной позицией 20. Выпускное устройство 20 имеет циркулирующую конвейерную ленту 21, которая циркулирует вокруг реверсивного шкива 22 на стороне выпуска и реверсивного шкива 23 на стороне выгрузки. Реверсивный шкив 22 на стороне выпуска может перемещаться поступательно и в поперечном, то есть в горизонтальном направлении. На фиг. 2 показан реверсивный шкив 22 на стороне выпуска в его положении покоя. На фиг. 3 показан реверсивный шкив 22 на стороне выпуска в его положении выпуска, причем конвейерная лента 21 предусмотрена в гравитационном поле Земли непосредственно под конвейерным устройством 7, 8 и/или режущим устройством 9 и/или уплотнительными губками 10, так что отрезок длины трубчатой пленки 5, который выпускается из конвейерного устройства 7, 8, поступает непосредственно на конвейерную ленту 21. Конвейерная лента 21 затем отводит путь трубчатой пленки 5 в изогнутое положение согласно фиг. 3 от конвейерного устройства 7, 8 к области приема штабеля 3 штучных предметов, которая определена внутри рамы 1. Чтобы компенсировать изменение длины при перемещении реверсивного шкива 22 на стороне выпуска из положения покоя в положение выпуска, предусмотрен второй гибкий реверсивный шкив, который не отображен подробно и который удерживается с предварительным натяжением и вокруг которого циркулирует конвейерная лента 21.
Реверсивный шкив 23 на стороне выгрузки расположен на краю рамы 1, так что выпускной путь, образованный на верхней стороне конвейерной ленты 21, заканчивается снаружи рамы 1.
Под конвейерной лентой 21 выполнены направляющие системы для всасывающих коробок настилающего устройства 11. Соответственно, выпускное устройство расположено между сварочным устройством 10 и настилающим устройством 11.
На фиг. 4 показаны детали выпускного устройства. Как можно видеть, конвейерная лента 21 содержит четыре армоканата, которые протянуты параллельно и которые направлены по роликам, снабженным канавками для приема армоканатов. В данном случае на фиг. 4 показано выпускное устройство в положении покоя, в котором скользящая рама 25, которая удерживает реверсивный шкив 22 на стороне выпуска и верхний реверсивный шкив 24, покрывает удерживающую раму 26, которая размещена в значительной степени ниже. На его конце на стороне выпуска удерживающая рама 26 поддерживает приводной вал 27 для армоканатов конвейерной ленты 21. Данный приводной вал 27 соединен с приводом 29 в активированном состоянии при помощи цепи 28. Удерживающая рама 26 также поддерживает реверсивный шкив со стороны выпуска. Скользящая рама 25 поддерживает внутренний реверсивный шкив 30, а также непосредственно примыкающий верхний реверсивный шкив 24, который, однако, расположен немного выше внутреннего реверсивного шкива в вертикальном положении.
Конвейерная лента 21 циркулирует вокруг всех роликов 22, 23, 24, 30 и приводного вала 27 с соответствующими приводными колесами 31 для соответствующих армоканатов конвейерной ленты 21.
На внешней стороне удерживающей рамы 26 предусмотрены позиционирующие цилиндры 32, которые могут перемещать скользящую раму 25 относительно удерживающей рамы 26, чтобы перемещать скользящую раму 25 из положения покоя, показанного на фиг. 2 и 4, в положение выпуска, показанное на фиг. 3. Во время указанного скольжения конвейерная лента 21 остается растянутой из-за изгиба указанной конвейерной ленты над внутренним реверсивным шкивом 30, который прикреплен к скользящей раме 25. Это связано с тем, что увеличение пространства из-за втягивания скользящей рамы 25 в направлении положения выпуска между реверсивным шкивом 22 на стороне выпуска и реверсивным шкивом 23 на стороне выгрузки эквивалентно уменьшению длины между приводным валом 27 и внутренним реверсивным шкивом роликом 30.
Во время обычной работы устройства для обертывания штабеля товаров реверсивный шкив 22 на стороне выпуска находится в положении покоя согласно фиг. 2. Если при осуществлении процесса обертывания материал трубчатой пленки рулона 4 израсходован, на раме 1 закрепляют еще один рулон. В этом процессе дополнительный рулон может быть расположен в положении, в котором ранее был установлен предыдущий рулон 4. Альтернативно, рама может также иметь второе удерживающее устройство для следующего дополнительного рулона. После использования рулона 4 запаздывающий конец пленки, который предусмотрен на внутренней стороне рулона 4, соединяют с ведущим незакрытым концом дополнительного рулона. После этого приводят в действие конвейерное устройство 7, 8, чтобы транспортировать материал пленки трубчатой пленки 5 и расположить указанный материал пленки за пределами реверсивных шкивов 6 и двух конвейерных роликов 7, 8 над приемной областью. Область L отрезка длины, ненужная для обертывания штабеля товаров из-за нахождения точки соединения между ведущей и запаздывающей кромкой, в процессе выпускают. Для этого область L отрезка длины разрезают путем приведения в действие режущего устройства 9 на его переднем конце в рамках процесса обертывания последней части штабеля 2 штучных предметов предыдущим материалом пленки. Затем конвейерную ленту 21 устанавливают в положение выпуска. Конвейерные ролики 7, 8 работают так, что участок L отрезка длины, свисающий вниз, транспортируется на конвейерную ленту 21, которая приводится в циркулирующее движение. Участок L отрезка длины, таким образом, изгибается движущейся лентой 21 конвейера по существу в горизонтальное положение и транспортируется до реверсивного шкива на стороне выгрузки. В рамках данного процесса горизонтального изгиба и транспортировки участок L длины отрезают на другом его конце, при этом незакрытый конец нового материала пленки разрезают за конвейерными роликами 7, 8. Ненужный участок L длины отбрасывается посредством дальнейшей транспортировки конвейерной лентой 21. Он падает снаружи рамы 1 и при необходимости может поступать в сборный бак путем скольжения. Затем заданную длину трубчатой пленки, предназначенной для образования трубчатого чехла, вытягивают с рулона исходного материала трубчатой пленки обычным образом посредством продвижения конвейерных роликов 7, 8, отделяют и сваривают, и надевают известным в принципе образом на штабель штучных предметов.
Список ссылочных обозначений
1 Рама
2 Полоса
3 Штабель штучных предметов
4 Рулон
5 Трубчатая пленка
6 Реверсивный шкив
7 Конвейерный ролик
8 Конвейерный ролик
9 Режущее устройство
10 Сварочное устройство
11 Настилающее устройство
12 Надевающее устройство
13 Захватывающий пальцеобразный элемент
14 Приводной ролик
20 Выпускное устройство
21 Конвейерная лента
22 Реверсивный шкив на стороне выпуска
23 Реверсивный шкив на стороне выгрузки
24 Верхний реверсивный шкив
25 Скользящая рама
26 Удерживающая рама
27 Приводной вал
28 Цепь
29 Привод
30 Внутренний реверсивный шкив
31 приводное колесо
32 Позиционирующий цилиндр
L Область длины
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для упаковки в пленку бесподдонного штабеля мешков | 1981 |
|
SU1279524A3 |
| Устройство для упаковки штабеля предметов в термоусадочную пленку | 1975 |
|
SU543555A1 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ОБЕРТЫВАНИЯ ПЛЕНКОЙ ШТАБЕЛЯ ПРОДУКТОВ | 2010 |
|
RU2478067C2 |
| АВТОМАТИЧЕСКАЯ УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2007 |
|
RU2355611C2 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| СПОСОБ ГРУППОВОГО УПАКОВЫВАНИЯ ШТУЧНЫХ ПРЕДМЕТОВ В ЧЕХОЛ ИЗ ПОЛИМЕРНОЙ ПЛЕНКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1989 |
|
SU1723756A1 |
| УСТРОЙСТВО ДЛЯ ПЛЕНОЧНОЙ УПАКОВКИ ГРУЗОВОГО ШТАБЕЛЯ | 2011 |
|
RU2480390C2 |
| УСТАНОВКА ИЗГОТОВЛЕНИЯ ПЛЕНОЧНОЙ ОБОЛОЧКИ ДЛЯ ШТАБЕЛЯ ПРЕДМЕТОВ | 2003 |
|
RU2247065C1 |
| Устройство для упаковывания штабеля предметов в термоусадочную пленку | 1986 |
|
SU1507652A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ РУКАВА И СПОСОБ РАСПОЛОЖЕНИЯ ТРУБЧАТЫХ РУКАВОВ ВОКРУГ КОНТЕЙНЕРОВ | 2012 |
|
RU2607886C2 |
Устройство содержит рулон трубчатой пленки, конвейерное устройство для вытягивания на заданную длину пленки из рулона, режущее устройство для разрезания вытянутой пленки для образования трубчатого чехла и надевающее устройство, расположенное ниже по ходу движения от режущего устройства в направлении транспортировки пленки, для натягивания трубчатого чехла на штабель штучных предметов. В устройстве имеется выпускное устройство, которое обеспечивает возможность выпуска отрезка длины пленки и выполнено с возможностью фиксации отрезка длины пленки над областью приема для штабеля штучных предметов и транспортировки отрезка из устройства в поперечном направлении. Изобретением является также и способ замены рулона пленки в вышеописанном устройстве. Группа изобретений обеспечивает повышение надежности и безопасности. 2 н. и 7 з.п. ф-лы, 4 ил.
1. Устройство для обертывания трубчатой пленкой (5) штабеля (3) штучных предметов, образованного из множества частей штучных предметов, размещенных друг над другом,
причем устройство содержит:
рулон (4) исходного материала трубчатой пленки,
конвейерное устройство (7, 8) для вытягивания на заданную длину трубчатой пленки из рулона (4) исходного материала трубчатой пленки,
режущее устройство (9) для разрезания вытянутой трубчатой пленки (5) для образования трубчатого чехла,
надевающее устройство (12), расположенное ниже по ходу движения от режущего устройства (9) в направлении транспортировки трубчатой пленки (5), для натягивания трубчатого чехла на штабель (3) штучных предметов и
выпускное устройство (20) для выпуска отрезка длины трубчатой пленки (5), отличающееся тем, что
выпускное устройство (20) выполнено с возможностью фиксации отрезка длины над областью приема для штабеля штучных предметов и транспортировки указанного отрезка длины из устройства в поперечном направлении.
2. Устройство по п. 1, отличающееся тем, что
выпускное устройство (20) расположено ниже режущего устройства (9) по ходу движения в направлении транспортировки трубчатой пленки (5).
3. Устройство по п. 1 или 2, отличающееся тем, что
выпускное устройство (20) расположено выше настилающего устройства (11) для настилания трубчатой пленки (5) для введения надевающего устройства (12) в трубчатую пленку (5), которая открыта с нижней стороны в направлении транспортировки трубчатой пленки (5).
4. Устройство по п. 3, отличающееся тем, что
выпускное устройство (20) расположено между режущим устройством (9) и настилающим устройством (11).
5. Устройство по одному из предшествующих пунктов, отличающееся тем, что
конвейерное устройство имеет конвейерные ролики (7, 8), которые выполнены с возможностью зажима трубчатой пленки (5), расположены сверху режущего устройства (9) и выполнены с возможностью транспортировки трубчатой пленки (5) в направлении к режущему устройству (9).
6. Устройство по одному из предшествующих пунктов, отличающееся тем, что
выпускное устройство (20) имеет конвейерный элемент (21), который выполнен с возможностью перемещения из положения покоя в положение выпуска,
причем конвейерный элемент (21) расположен в гравитационном поле Земли ниже режущего устройства (9), так что обеспечена возможность входа в контакт отрезка длины, который транспортируется в направлении надевающего устройства (12), с конвейерным элементом (21).
7. Устройство по п. 6, отличающееся тем, что
конвейерный элемент имеет непрерывно циркулирующий конвейерный элемент (21), изгибающийся вокруг реверсивного шкива (23) на стороне выпуска, который расположен на краю рамы (1), обрамляющей штабель (3) штучных предметов, предназначенных для обертывания.
8. Способ замены рулона исходного материала трубчатой пленки в устройстве для обертывания штабеля (3) штучных предметов, состоящего из множества частей штучных предметов, размещенных друг над другом, трубчатым чехлом,
при этом указанное устройство содержит:
рулон (4) исходного материала трубчатой пленки,
конвейерное устройство (7, 8) для вытягивания на заданную длину трубчатой пленки (5) из рулона (4) исходного материала трубчатой пленки,
режущее устройство для разрезания вытянутой трубчатой пленки (5) для образования трубчатого чехла и
надевающее устройство (12), расположенное ниже режущего устройства (9) по ходу движения в направлении транспортировки трубчатой пленки (5), для натягивания трубчатой пленки на штабель (3) штучных предметов, а
при замене рулона (4) исходного материала трубчатой пленки запаздывающий конец израсходованного рулона (4) исходного материала трубчатой пленки соединяют с ведущим концом нового рулона исходного материала трубчатой пленки, и
ведущий конец нового рулона исходного материала трубчатой пленки транспортируют с запаздывающим концом израсходованного рулона (4) исходного материала трубчатой пленки в направлении к режущему устройству (9),
отличающийся тем, что
отрезок (L) длины, который содержит ведущий и запаздывающий концы, выпускают в поперечном направлении над областью приема штабеля (3) штучных предметов.
9. Способ по п. 8, отличающийся тем, что
отрезок длины обрезают после того, как отрезок (L) длины начнет взаимодействовать с выпускным устройством (20), которое инициирует процесс выпуска.
| УСТРОЙСТВО БУРКОВА Л.Н. ДЛЯ ОЧИСТКИ СОРТИРОВАЛЬНЫХ РЕШЕТ | 2008 |
|
RU2377762C1 |
| 0 |
|
SU184485A1 | |
| Устройство для упаковки предметов в пленку из термосклеивающегося материала | 1970 |
|
SU519117A3 |

