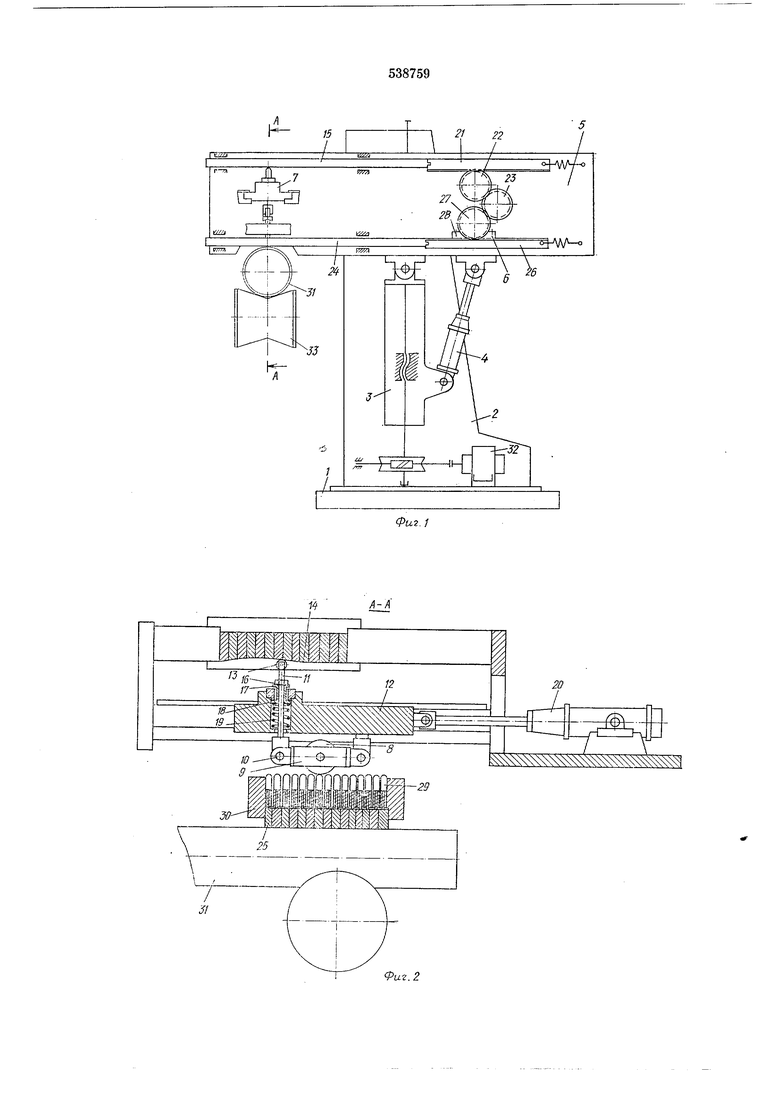
бора знаков состоит из ряда приводных штанг
24,в гнездах которых свободно вставлены клейма 25, выводимые на линию клеймения с помощью зубчатых реек 26 перемещением приводных штанг 24. Зубчатые рейки 26 через щестерни 27 подключены к шаговому двигателю 28.
Усилие вдавливания от накатного ролика 8 передается на клейма 25 через толкатели 29, установленные в кассете 30.
Устройство работает следующим образом.
Траверса 3 с качающейся рамой 5 выставляется на определенный диаметр трубы 31 приводом 32. Качающаяся рама 5 приподнята и занимает наклонное положение. Подлежащая клеймению труба 31 подается по рольгангу 33 в зону клеймения. Качающаяся рама 5 занимает горизонтальное положение и прижимает лриводные щтанги 24 с клеймами 25 к трубе 31, а саму трубу к рольгангу 33. Затем включается привод 20 для Передвижения ползуна 12, а соответственно и связанного с ним через рычаг И накатного ролика 8 вдоль линии клеймения.
Передвигаясь вдоль линии клеймения, накатной ролик 8 перемещает шарнирно связанный с ним подпружиненный рычаг 11, который при своем перемещении через ролик 13 взаимодействует с профильной поверхностью 14, составленной из профильных линеек 15. При этом рычаг 11 меняет свое вертикальное положение И гайка 16, навинченная на нем, через втулку 17 и фланец 18 воздействует на пружину 19, меняя усилие прижима накатного ролика 8 на толкатели 29, а через них на клейма
25,производя поочередное внедрение их в стенку трубы 31.
За счет гайки 16, навернутой на рычаге 11, при наладке машины устанавливается первоначальное усилие прижима накатного ролика 8 на клейма 25.
После окончания клеймения .подвижная рама 5 поднимается за счет привода 4, освобождая трубу 31 для отвода с рольганга 33. Шаговые двигатели 28 разворачивают шестерни 27, перемещая зубчатые рейки 26 и вместе с ними и приводные штанги 24, в гнездах которых вставлены клейма 25, т. е. происходит смена знака.
Одновременно через шестерни 22 и 23 передается движение через зубчатые рейки 21 профильным линейкам 15, профиль каждой из которых соответствует определенным знакам на приводной щтанге. После смены знака и набора соответствующей профильной поверхности устройство готово к дальнейшей работе.
Предложенное устройство для клеймения труб по сравнению с лучшими образцами аналогичного оборудования позволяет повысить качество -нанесения клейма и увеличить срок клейм.
Формула изобретения
Устройство для клеймения труб, содержащее корпус, механизм набора клейм, состоящий из приводных штанг с клеймами и приводов их перемещения, вдавливающий механизм, выполненный в виде каретки с накатным роликом, закрепленным на рычаге, и связанный с роликом механизм для регулирования силы вдавливания клейм, отличающееся тем, что, с целью повышения качества клеймения, механизм регулирования силы вдавливания клейм выполнен в виде установленных в корпусе с возможностью поступательного перемещения профильных .копирных линеек но числу приводных щтаНГ, кинематически связанных с соответствующими приводными штангами, и следящего подпружиненного ролика, установленного на рычаге и взаимодействующего с профильными копирными линейками.
К-/5
5
21 22
I
25
Ж
эллл

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для маркировки труб | 1977 |
|
SU764774A1 |
| Устройство для клеймения труб | 1975 |
|
SU527230A1 |
| Устройство для маркирования изделий цилиндрической формы | 1985 |
|
SU1335355A1 |
| Устройство для маркировки | 1978 |
|
SU727259A1 |
| Устройство для маркирования прокатных профилей | 1986 |
|
SU1431885A2 |
| Установка для клеймения изделий | 1990 |
|
SU1793981A3 |
| Устройство для маркирования | 1983 |
|
SU1419784A1 |
| МАШИНА ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1969 |
|
SU241374A1 |
| Мерильно-накатная машина для тканей | 1959 |
|
SU136303A1 |
| Устройство для маркирования прокатныхпРОфилЕй | 1979 |
|
SU845948A2 |