Изобретение относится к обработке мета.гшов давлением и может быть использовано при изготовлении пластин роликовых или втулочных цепей, используемых во многих отраслях промыш ленности.
Цель изобретения - снижение себестоимости изготовления пластин роликовых или втулочных цепей за счет практически полного устранения отходов при изготовлении.
.
Поставленная цель, достигается тем что свернутую в кольцо и обжатую I стержневую заготовку размещают на двух стержнях, закрепленных на основании, расстояние между которыми равно шагу цепи, обжимают профильными губками до образования детали замкнутой формы с двумя отверстиями.
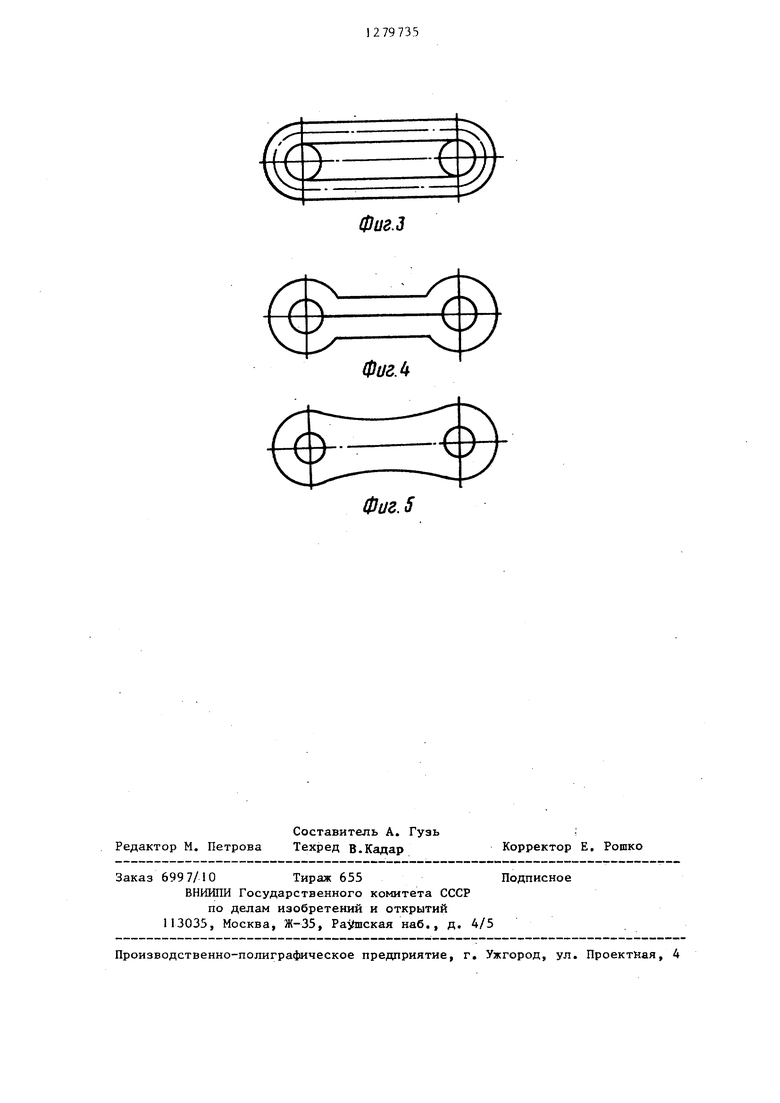
На фиг4 1 Изображена заготовка для изготовления пластины роликовой или втулочной цепи; на фиг. 2 - то же, свернутая в кольцо, причем концы ее соединены методом стыковой сварки; на фиг. 3 - то же, сжатая на калибрующей оправке до возможности одевания ее на технологические штыри, установленные на расстоянии, равном шагу цепи; на фиг. 4 - стержневая заготовка на двух стуржнях и обжатая профильными губками до образования детали замкнутой формы,с двумя отверстиями; на фиг. 5 - пластина роликовой или втулочной цепи после окончательной формовки.
Для изготовления пластины цепи по предлагаемому способу берется заготовка прямоугольного или круглого сечения. С помощью гибкого устройства заготовка сворачивается в кольцо и ее концы соединяются с помощью стыковой сварки. Затем кольцо сжимают на калибрующей оправке до возможнос
5
fO
f5
25
30
35
40
ти одевания на технологические стержни, установленные на приспособлении с щагом, равным шагу цепи, а затем (фиг. А) отжимают профильными губками до образования детали замкнутой формы с двумя отверстиями, после чего ее окончательно формуют в матрице пресса,- имеющей форму контура пластины с помощью пуансона до образования пластины цепи требуемого контура и размеров.
Предлагаемый способ может быть применен в различных отраслях машиностроения безотходного изготовления пластин цепей широкой номенклатуры по размерам и назначению.
Формула изобретения
Способ изготовления пластин роликовой или втулочной цепи, включающий отрезку заготовки от длинномерного материала, деформирование заготовки с получением паза для технологических штырей, установку в паз технологических штырей, диаметры которых равны диамртрам отверстий готовой пластины, и окончательную формовку газотовки, отличающийся тем, что, с целью увеличения коэффициента использования материала за счет исключения отхода, деформирование заготовки с получением паза для технологических гатырей вьшолняют путем свертывания заготовки в кольцо с последующим соединением концов стыковой сваркой, после установки технологических штырей в паз переформовывают кольцо в овал с внутренними радиусами, соответствующими радиусам технологических штырей, а перед окончательной формовкой плоские участки деформируемой заготовки сближают до соприкосновения.
Фиг.1
Фиг. 2
Фиг.З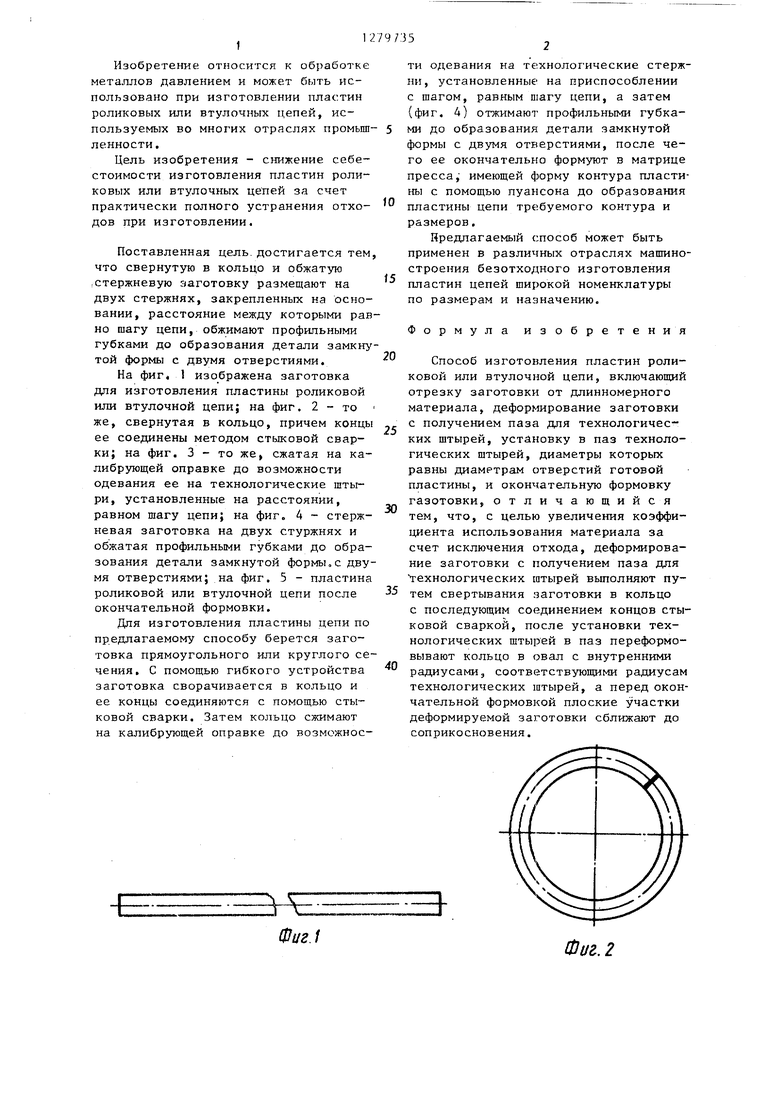
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМОВКИ СПИРАЛЬНОШОВНЫХ ТРУБ | 1964 |
|
SU161681A1 |
| Способ изготовления конических оболочек из листа | 1978 |
|
SU719745A1 |
| Способ изготовления спирально-шовных труб | 1988 |
|
SU1590149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ЗИГЗАГООБРАЗНО ГОФРИРОВАННЫМИ СТЕНКАМИ | 1999 |
|
RU2198757C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2486981C1 |
| СПОСОБ ПРОИЗВОДСТВА СПИРАЛЬНОШОВНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 1968 |
|
SU208656A1 |
| ПРИСОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО И ЦЕПЬ | 2003 |
|
RU2270948C2 |
| ЛИНИЯ ПО ПРОИЗВОДСТВУ ПРЯМОШОВНЫХ СВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА | 2011 |
|
RU2563394C2 |
| Устройство для изготовления длиномерных труб | 1987 |
|
SU1484417A1 |
| Способ соединения разрезного кольца и детали с отверстием | 1989 |
|
SU1712708A1 |
Изобретение относится к обработке металлов давлением, в частности,к способам иэготовления пластин роликовой или втулочной цепи. Цель изобретения - снижение себестоимости за счет практически полного исключения отхода. С трезают заготовку от прутка прямоугольного или круглого сечения. Деформируют ее путем свертывания в кольцо. Соединяют концы стыковой сваркой. Переформовывают кольцо в овал с радиусами, соответствующими радиусам технологических штырей. Сближают плоские участки деформируемой заготовки до соприкосновения. Окончательно формуют заготовку в матрице. Способ обеспечивает экономию металла за счет использования прутковой заготовки. 5 ил. (/) С ;о sl 00 ел
ФигЛ
Редактор М. Петрова
Составитель А. Гузь Техред В.Кадар
Заказ 6997/10 Тираж 655
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Рабская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 5
Корректор Е, Рошко
Подписное
| Способ изготовления звеньев цепи | 1978 |
|
SU694250A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
